Попередня підготовка (обробка) поверхні
Передумовою успішно реалізованого технологічного процесу поверхневої обробки є належна підготовка поверхні. Технології попередньої обробки поверхні займають важливе місце в антикорозійному захисті деталей машин. Їх мета - очистити і якісно підготувати поверхню, щоб подальша обробка поверхні могла досягти необхідних властивостей і могла в достатній мірі виконувати свою функцію. Технології попередньої обробки поверхні поділяються на:
- механічні;
- хімічні.
Механічна попередня обробка поверхні
Метою механічної попередньої обробки поверхні є:
- видалення сторонніх і природних забруднень шляхом механічного руйнування їх зв'язку з основою під дією відповідного засобу;
- усунути будь-які поверхневі та структурні дефекти поверхні;
- збільшити фактичну площу поверхні;
- активізувати поверхню.
Сюди відносяться наступні методи попередньої обробки:
- шліфування;
- полірування;
- браширування;
- протравлювання;
- дробоструменева обробка
Попередня обробка поверхні шліфуванням, поліруванням, очищенням щіткою.
Ці методи попередньої обробки поверхні виконуються вручну або механізовано.
Шліфування - поверхня шліфується твердим абразивом, видаляються нерівності (окалина, підсилення зварних швів) і вирівнюється площинність поверхні, рис. 22. Полірування – виконується вслід за шліфуванням, знижує шорсткість і забезпечує блиск поверхні, також може застосовуватися, як частина фінішної обробки (повторне полірування покриттів).
Браширування - механічне стирання поверхні, яке не дозволяє досягти 100% чистоти поверхні, не видаляє мастило. Інструмент - щітка.

Попередня обробка поверхні
Шліфування - це широко розповсюджений спосіб попередньої обробки поверхні, при якому партія виробів, переважно виливків, прес-форм невеликих розмірів, здійснює обертальний, вібраційний або комбінований рух в барабані, рис. 23. Воно може здійснюватися в сухому вигляді або з додаванням рідин із знежирювальним ефектом або з додаванням інгібіторів корозії. За необхідності в барабан додають тіла з різних матеріалів (пісок, сталевий гранулят, галька, корундові тіла, пластикові тіла, наповнені абразивом і т.д.) і різної форми.

Попередня обробка поверхні піскоструменевою обробкою
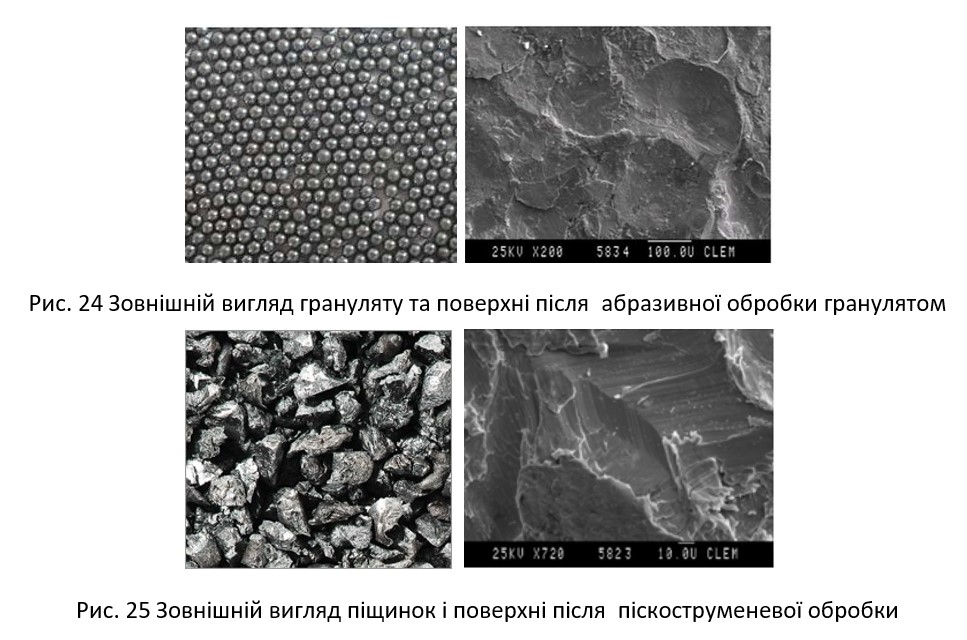
Абразивоструменева обробка - це продуктивний метод очищення, видалення окалини та продуктів корозії з одночасним створенням відповідної мікрогеометрії та зміцненням поверхні. Інструмент являє собою піскоструменеві зерна з різнорозмірних частинок матеріалів різної природи, що мають круглу форму - гранулят, рис. 24, або гострокінцеву - пісок, рис. 25. Гострогранульований абразив призначений в основному для зняття матеріалу, а круглий - для зміцнення і видалення задирок з матеріалу.
Способи абразивної обробки та абразивоструменеве обладнання
За способом подачі абразивоструменевої суміші дробоструменеве обладнання поділяється на:
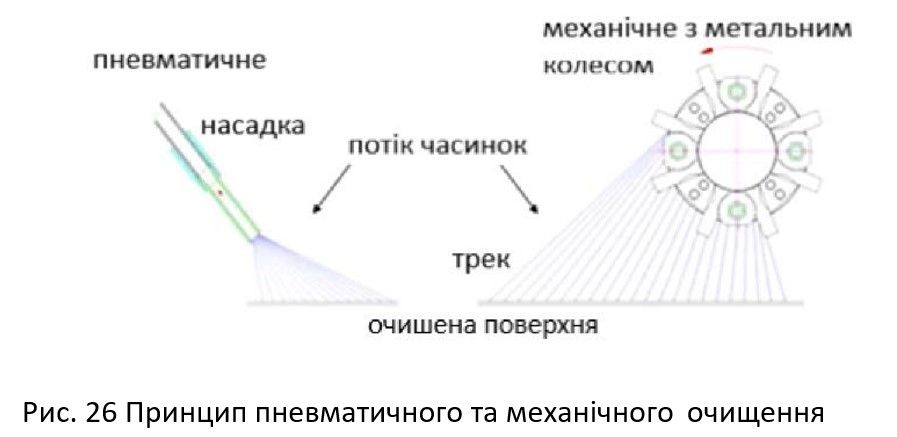
- механічне обладнання - з дробоструменевими колесами, де абразивоструменеве середовище подається на внутрішній кінець лопаті колеса, що швидко обертається. Потім вона захоплюється лопаттю і за рахунок відцентрової сили під час обертання витікає на зовнішній кінець лопаті, де зі значною швидкістю покидає її і потрапляє на поверхню, що очищається, рис. 26;
- пневмоструменеве обладнання - використовує градієнт тиску повітря, яке розширюється при проходженні через сопло і набуває високої швидкості на виході, рис. 26;
- гідроабразивоструменеве обладнання - в якому, окрім зерен абразиву, в інжектор гідроабразивоструменевого обладнання під тиском подається рідкий компонент абразиву або полірувальна паста - для поліпшення ефекту абразивоструменевої обробки. Розпилена суспензія потрапляє в пастку і після очищення повертається в процес абразивоструменевої обробки;
- нетрадиційне обладнання для абразивної обробки.
Хімічна попередня обробка поверхні
Метою хіміко-фізичної попередньої обробки поверхні є:
- видалення сторонніх і природних забруднень шляхом хімічного або хіміко- фізичного руйнування їх зв'язку з поверхнею під дією відповідного інструменту;
- усунути будь-які поверхневі дефекти та структурні дефекти поверхні;
- збільшити фактичну площу поверхні;
- активізувати поверхню.
Сюди відносяться наступні методи попередньої обробки:
- знежирення;
- травлення;
- видалення накипу;
- видалення іржі.
Знежирення - це видалення сторонніх забруднень, що налипли до поверхні (жирів, мастила, парафіну, охолоджуючих рідин), а саме:
- водним способом - лужні, тензидні або емульсійні речовини емульгують або диспергують забруднення, органічні мастила омилюють, неорганічні емульгують (не підходить для шарнірних деталей і виливків);
- органічні засоби - просте та ефективне знежирення шляхом розчинення мастила бензином, керосином, не підходить для вологих поверхонь, необхідно дотримуватися суворих заходів безпеки, тільки ручне нанесення;
- електрохімічне знежирення - відповідає високим вимогам до чистоти, недоліком є ризик парафінування засобу в катодній частині, засіб вмикають як анод або катод, або навпаки - спочатку як катод, потім як анод, таким чином зменшуючи ризик парафінування;
- парове знежирення - поєднання впливу високої температури і знежирюючого агента.
З точки зору способу нанесення знежирювача, знежирення може бути здійснене:
- зануренням - найпростіший і найдешевший метод. В основному використовується, коли поверхня злегка забруднена;
- розпиленням - при помірних забрудненнях;
- ультразвукове знежирення - необхідно використовувати ультразвукову енергію, рис.27;
- електролітичне знежирення - видаляє з поверхні останні залишки мастила та інших забруднень. Застосовується там, де до чистоти поверхні пред'являються високі вимоги. Це процес знежирення, підсилений проходженням струму, заснований на принципі електролізу;
- комбіновані методи - поєднують переваги окремих засобів і методів знежирення.

Травлення - використовується для видалення оксидів з поверхні шляхом розчинення (відшаровування і травлення) в кислотах. Найчастіше в HCl, H2SO4, HNO3.
Декапірування - використовується для видалення тонких шарів оксидів та активації поверхні перед безпосередньою обробкою поверхні.
Видалення іржі - використовується для очищення предметів, які піддалися корозії під час використання або зберігання. Також використовується як попередня обробка перед нанесенням покриття або як частина відновлення та реставрації.