Емалі
Це покриття на основі силікатних зерен, які застосовуються для захисту металевих матеріалів. Зазвичай їх наносять у вигляді водних суспензій склоподібних фаз (мокре емалювання) або у вигляді порошку. При подальшому випалюванні утворюється суцільне склоподібне покриття, яке міцно з'єднується з основою за допомогою клейового прошарку.
Основою структури емалі є скло - аморфна тверда речовина, яка зазвичай утворюється при застиганні розплаву без кристалізації. На відміну від кристалічних речовин (наприклад, кераміки), структура скла не має впорядкованого розташування на великих відстанях. Скло утворюється шляхом охолодження вихідної речовини з рідкого стану з такою швидкістю, що впорядкована структурна решітка не утворюється. .
Скло може бути утворене з різних неорганічних і органічних речовин:
- елементів: S, Se, Te, P
- оксидів: B2O3, SiO2, GeO2, P2O5, As2O3 a ďalšie
- боридів, силікатів: Na2B4O7, Na2Si2O5 a iné
- інші сполуки: BeF2, AlF3, ZnCl2 a iné.
Види емалевих покриттів
Основним інгредієнтом для приготування емалевого покриття є емалевий фрит (брекчія). Це склоподібний неорганічний матеріал, який утворюється шляхом плавлення суміші емалевої сировини та її швидкого охолодження. Охолодження відбувається шляхом виливання розплаву у воду або між циліндрами з водяним охолодженням. Хімічний склад фриту впливає на більшість властивостей емалевого покриття. За кількістю шарів емалі поділяються на:
- основні,,
- покривні,,
- одношарові.
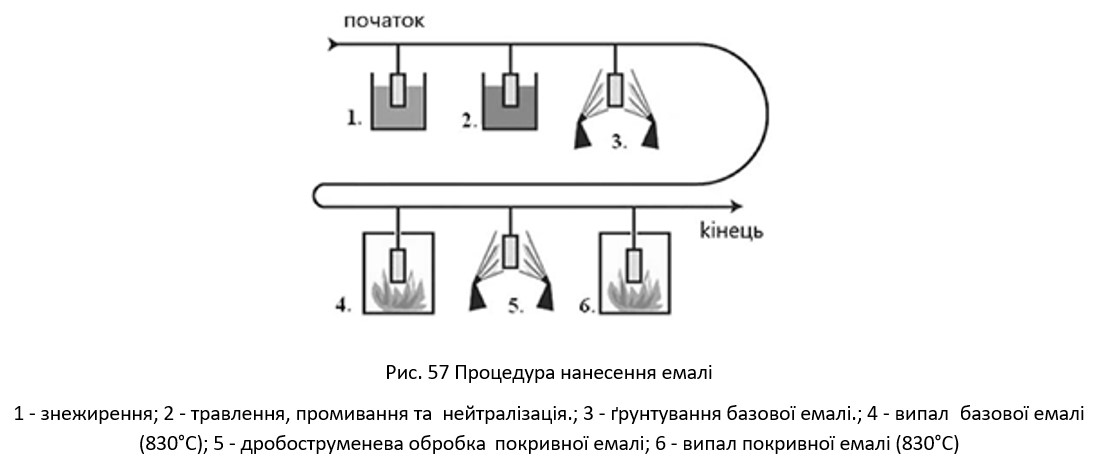
Роль базових емалей полягає в утворенні адгезійного прошарку між металом і верхнім емалевим покриттям. Базова емаль не може використовуватися як функціональне покриття. Після нанесення і випалу базової емалі наноситься і знову випалюється покривна емаль, рис. 57.
Покривна емаль - це функціональне покриття, яке забезпечує необхідні властивості покриття. За зовнішніми властивостями покривні емалі можуть бути:
- мутними, білими або кольоровими;
- напівпрозорими;
- прозорими..
Одношарові емалі - це особливий тип базових або покривних емалей, в складі яких фритти модифіковані таким чином, що при нанесенні безпосередньо на сталевий лист забезпечується достатня адгезія до металу і бажані функціональні властивості відповідають вимогам до покриття.
Поділ емалей за способом нанесення:
- Емалі, що наносяться мокрим способом, тобто шляхом занурення виробу у фритту, яка після нанесення сушиться, а потім обпалюється;
- Емалі у вигляді порошкової фрити, що наносяться в електричному полі високої напруги, а потім обпалюються без сушіння;
- Емалі для електрофоретичного осадження, де шар емалі наноситься методом гальванопластики з водного розчину.
Процес нанесення емалі
- Підготовка поверхні - знежирення, травлення.
Нанесення емалі:
змочування –використовується для невеликих за розміром виробів, переважно для нанесення базової емалі. Рівномірність нанесення емалі на основу залежить від реологічних властивостей брекчії;.
наливання – використовується найчастіше для нанесення покривних емалей, переважно для виробів, що мають складну форму;.
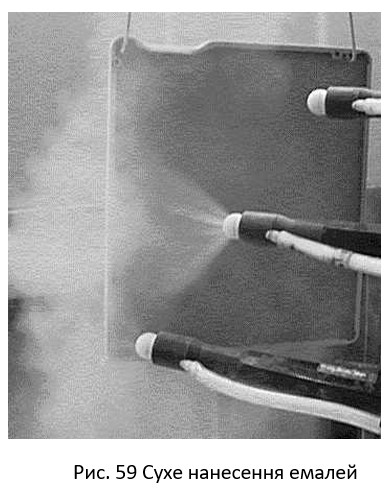
розпилення – широко розповсюджений метод нанесення емалей переважно на габаритні та складні за формою вироби. Цей метод може бути добре механізований, автоматизований і роботизований. Основним недоліком є великі відходи емалі при дробоструменевому розпиленні;
електрофоретичне осадження – занурення виробів, при якому електрично заряджені частинки емалі у водному середовищі рухаються до виробу, що покривається, з протилежним зарядом. Працює без втрат емалі та забезпечує високу якість покриття;
нанесення покриття в електричному полі високої напруги – використовується електричне поле, в якому частинки емалі набувають електричного заряду і рухаються до виробу з протилежним зарядом. Цей метод масово використовується як для сухого, так і для мокрого емалювання.
після мокрого емалювання виконують сушіння емалі Перед випалюванням шар емалі необхідно висушити, щоб запобігти масовому випаровуванню рідкої складової емалі та утворенню пухирів під час випалювання. Сушать емаль при температурі 80-100°C в камерах або сушильних шафах безперервної дії;
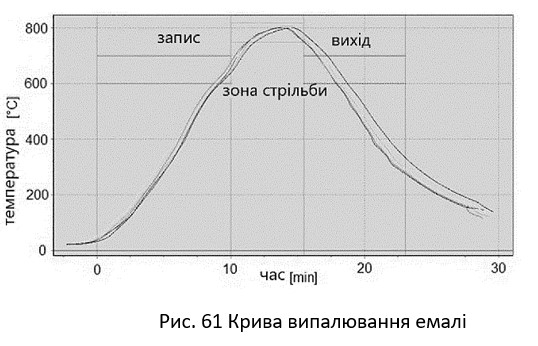
випал емалі. Сухий шар емалі випалюється при температурі 800-900°C, коли утворюється склоподібний шар з хорошою адгезією до металу.
Приклад мокрого відпалу емалі, сухого відпалу емалі, процес випалу емалі в печі та крива випалу емалі показані на рис. 58-60.


Дефекти емалевих покриттів
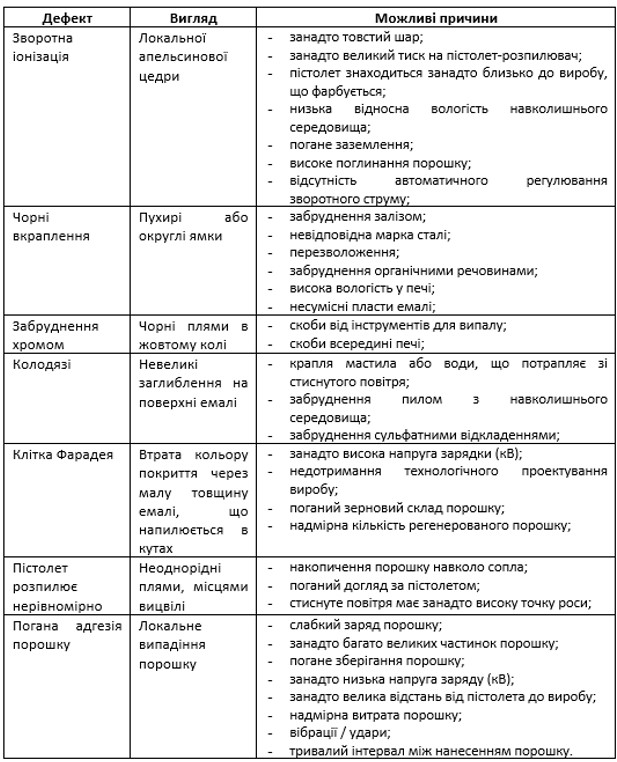
Типові дефекти емалевих покриттів наведені в таблиці 3.
Табл.3Типовідефектиемалевихпокриттів
Властивості емалевих покриттів
Антикорозійні властивості - висока хімічна стійкість є однією з основних переваг емалей. Емалеві покриття дуже добре протистоять атмосферній корозії. Емалеві покриття, які містять певну частку кристалічної фази в склоподібній фазі, мають значно вищу корозійну стійкість.
Термічні властивості емалей - теплопровідність емалей при температурі 313 К становить 0,093- 0,114 Вт.м-1.К-1 і залежить від кількості пор у покритті. Важливою властивістю емалі є її термічне розширення.Термічне розширення емалі повинно бути меншим, ніж у металу, який покривають, для усунення розтягуючих напружень в емалевому покритті. Звичайні емалі можуть витримувати температуру 400-500°C протягом тривалого часу. Вогнетривкі емалі, які витримують температуру 900-1100°C, призначені для спеціального застосування в енергетиці, авіаційній та космічній промисловості.
Механічні властивості емалей
зв'язки між атомами в емалях мають спрямований характер (іонний, ковалентний). Співвідношення кристалічної та склоподібної фаз сильно впливає на механічні властивості емалі. Пористість покриття також має великий вплив. Межа міцності на розтяг емалей становить 70-90 МПа і значно нижча за межу міцності при стисканні, яка становить 700-1300 МПа. Твердість емалей відповідає мінералам за шкалою Мооса 5-7 балів. Твердість емалі визначає її значну стійкість до абразивного зношування. Емалі характеризуються низькою в'язкістю руйнування. Стійкість до механічних ударів визначається, як кінетична енергія, при якій емаль залишається неушкодженою.
Матеріали підкладки для емалювання та вимоги до їх властивостей
Найбільш поширеними матеріалами для емалювання є: сталеві листи, сірий чавун, кольорові метали (алюміній, мідь).
Сталевілисти
Звичайна сталь для емалювання належить до низьковуглецевих сталей з низьким вмістом вуглецю. Особлива увага приділяється вуглецю, оскільки при випалюванні емалі на межі розділу фаз метал-емаль відбуваються реакції з утворенням газоподібних продуктів (H2, CO, CO2, CH4), які спричиняють дефекти покриття. Вуглець також знижує температуру алотропного перетворення заліза, викликаючи об'ємні зміни і деформацію виробів. Тому вміст вуглецю в сталі, призначеній для емалювання, не повинен перевищувати 0,1 %, Mn - 0,35 %, Si - 0,1-0,2 %, P - 0,3-0,4 %, S - 0,03-0,04 %, Al - 0,008-0,01 %, Cu - 0,01 %. Нікель дуже сприятливо впливає на емальованість сталей. У феритній структурі низьковуглецевої сталі цементит у формі глобул повинен бути рівномірно розподілений в основній матриці.
Сірийчавун
Для емалювання використовується тільки сірий чавун з перлітною матрицею, яка при випалюванні емалі змінюється на феритну структуру з рівномірно розподіленим пластинчастим графітом. Сірий чавун повинен бути без пор, тріщин та інших домішок. Після дробоструменевої обробки він повинен мати помірно шорстку поверхню.