Zváranie a zvariteľnosť materiálov
Zváranie v ochranných atmosférach neodtavujúcou sa elektródou (TIG)
|
História: Zváranie neodtavujúcou sa elektródou sa vyvíjalo počas druhej svetovej vojny a to v priemyselne vyspelých štátoch. Začalo sa využívať hlavne na zváranie austenitických ocelí, medi, hliníka a jeho zliatin. [3] | ||||||||
Základný popis: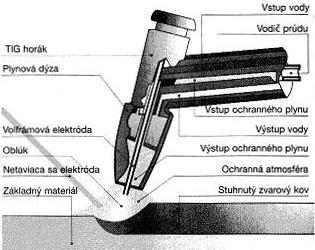 | ||||||||
| TIG je medzinárodná skratka pre označenie zvárania el. oblúkom s pomocou neodtavujúcej sa elektródy v ochrannej atmosfére inertného plynu. Elektrický oblúk horí medzi neodtavujúcou sa elektródou a základným materiálom. Wolfrámová elektróda je upnutá v hlave horáku. Cez túto hlavu prúdi aj plyn, ktorý vytvára ochrannú atmosféru. Ochranná atmosféra je tvorená z argónu, ktorá chráni zvar pred prístupom vzduchu a uľahčuje zapálenie oblúka. Zváranie môže byť prevedené buď roztavením a zliatím základných materiálov, alebo s pridaním prídavného materiálu (zváracích kokových tyčiniek podobného zloženia). Toto zváranie sa môže robiť buď ručne, čiastočne mechanizovane alebo úplne automatizovane. [5] [7] | ||||||||
Označenie zváracej metódy
| ||||||||
| Aj napriek tomu, že tejto metóde ja stále čoraz väčšou konkurenciou zváranie MIG/MAG a aj napriek pomalšej rýchlosti zvárania a menšiemu výkonu táto metóda stále patrí medzi zvárania z najvyššou možnou dosahovanou kvalitou. Dá sa použiť pre skoro všetky zvariteľné materiály, ale hlavnou oblasťou použitia sú nehrdzavejúce ocele, hliník a nikel. [6] | ||||||||
|
Zváracie zariadenie pre zváranie TIG:
| ||||||||
|
Volfrámové elektródy Táto elektróda je vyrábaná z materiálu, ktorý odoláva veľmi vysokým teplotám, preto sa používa čistý volfrám, alebo volfrám legovaný prísadami oxidov Th, La, Zr. Je vyrábaná v priemeroch od 0,6 až do 6,4 mm, a v dĺžkach od 150 až do 600 mm buď s brúseným, alebo ťahaným hrotom. [7][8] Výber elektródy závisí od nasledujúcich bodov: | ||||||||
|
Výhody:
| ||||||||
Obrázky zvárania pomocou metódy TIG 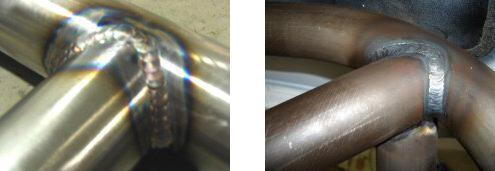  |