Zváranie a zvariteľnosť materiálov
Odporové zváranie
|
História Odporové zváranie a princíp odporového stroja si dali patentovať hneď dvaja technici a to ruský technik N. N. Bernados, a americký technik E. Thomson v roku 1887. Ako prvý dokázali, že je možné spojiť dva oceľové časti zvarom, ktorý vznikne odporovým teplom medzi nimi pri prechode elektrického prúdu. Tento typ zvárania sa ale zatiaľ nemohol využívať v tých časoch pre nedostatočný vývoj zariadenia. Až po roku 1925 sa začala táto technológia naplno využívať najmä v automobilovom priemysle. [3] | ||||||||||||
Základný popis:
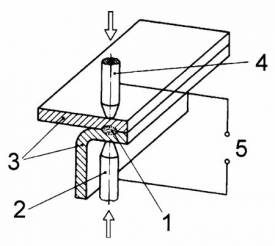 1. Bodový zvar, 2. Bodová zváracia elektróda, 3. Zvarený dielec, 4. Bodová zváracia elektróda, 5. Zdroj prúdu [5] | ||||||||||||
|
Pri tejto technológií sa zvar vytvára bez použitia prídavného materiálu za použitia prúdu vysokej intenzity a tlaku v mieste zvaru. Medzi základné parametre všetkých odporových zváraní patria veličiny, ktoré vplývajú na zvarový spoj: prítlačná sila Fz (odpor Rz závisí od Fz), zvárací prúd Iz a zvárací čas t. Odporové zváranie sa dá rozdeliť na: | ||||||||||||
|
Bodové: zvar je zhotovený v jednom bode medzi bodovými medenými elektródami. Je to najznámejší proces odporového zvárania. Za pomoci elektrického prúdu, ktoré prechádza cez vodič, vzniká teplo, lebo vodič kladie odpor prúdu. Prechádzajúcim prúdom sú zohrievané všetky dielce, ale najväčšie teplo je vytvorené v mieste najväčšieho odporu. Čím väčší je pretekajúci prúd I, odpor vodiča R a dlhší čas prechodu prúdu t, tým je väčšie vznikané teplo.
Používajú sa dva zváracie režimy: 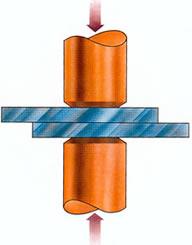 [12]
[12]
| ||||||||||||
Parametre bodového zvárania
Prameň: Technológia tvárnenia, zlievarenstvá a zvárania, rok 1988 | ||||||||||||
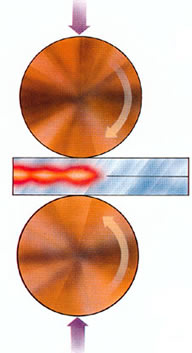
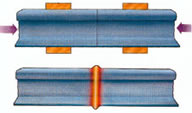
Švové: v princípe je totožné bodovému, len pri švovom zváraní vzniká zvar medzi dvoma otáčajúcimi sa medenými elektródami, ktoré sú chladené z vnútra vodou. Bodové zvary sa navzájom prekrývajú a vzniká lineárny zvar. Tento typ odporového zvárania sa hlavne využíva na výrobu nepriepustných nádob (cisterny, tlakové fľaše). Pri použití frekvencie siete 50 Hz je nutná maximálna zváracia rýchlosť 6 m/min. Pri použití väčšej rýchlosti už vznikala možnosť netesného zvaru.
 [12] | ||||||||||||
|
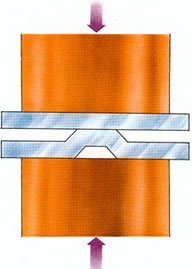
Výstupkové: zvarové spoje vznikajú na pripravených výstupkoch. Spoje je možné vytvoriť na jednom alebo súčasne na niekoľkých miestach. Výstupky sa môžu vytvoriť tromi spôsobmi: | ||||||||||||
Zváracie parametre odporového zvárania:
Prameň: Technológia tvárnenia, zlievarenstvá a zvárania, rok 1988
Prameň: Technológia tvárnenia, zlievarenstvá a zvárania, rok 1988 | ||||||||||||
[12] | ||||||||||||
|
Stykové stláčacie: styčné plochy sú stláčané ešte pred ohrevom, pričom sú stláčané aj počas prechodu prúdu pokiaľ sa nevytvorí výronok. Kvalitný spoj sa môže dosiahnuť pri použití vzťahu: 
 [12] | ||||||||||||
Stykové odtavovacie: ohrev začína pri postupnom opakovanom prisúvaní súčastí k sebe, čo spôsobí prerušovaný prechod prúdu cez dotyky, čo spôsobí požadovaný ohrev a dokončenie zvaru. Najmenšie zváračky sú schopné zvárať drôty o priemer 0,2 mm. Najväčšia hranica zváraných priemerov je okolo 600 mm. Prúdové hodnoty sú pri tomto zváraní asi 10-krát menšie ako pri stláčacom zváraní. Odtavovacia rýchlosť v_o je vyjadrená vzťahom  [3] [5] [2] [3] [5] [2]
 [12] | ||||||||||||
|
Výhody:
| ||||||||||||