História:
Tento spôsob zvárania patrí medzí najstaršie spôsoby spájanie kovových materiálov. Už v roku 1802 objavil elektrický oblúk ruský profesor fyziky Vasilij Vladimirovič Petrov na lekárskej akadémii v Petrohrade. O čosi neskôr v roku 1812 známy chemik Humphry Davies, pôvodom z Anglicka, objavil oblúk medzi uhlíkovými elektródami. Ale zváranie elektrickým oblúkom bolo patentované až roku 1849 vo Veľkej Británii. V roku 1870 W. Sienecu objavil dynamo pre jednosmerný prúd, ktoré vytvorilo podmienky pre zváranie oblúkom. No zváranie odtavujúcou sa elektródou objavil ruský inžinier Nikolaj Gavrilovič Slavjanov v roku 1890, ktorý vypracoval základy zvárania oblúkom pre praktické využitie, a vyrobil agregát na zváranie. [3] [1]
|
Základný popis:
|
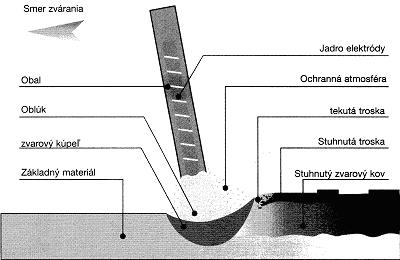
ROZ je tavné zváranie popísané nasledovnými znakmi:
základný tepelný zdroj tvorí elektrický oblúk, ktorý je tvorený, za procesu zvárania, medzi obalenou elektródou a zváraním materiálom.
obalená elektróda, ktorá tvorí prídavný materiál sa postupne odtavuje v kvapalnej forme a privádza sa do zvarového kúpeľa. Elektróda pozostáva z jadra (väčšinou drôt, no môže byť tvorené napr.: odlievanou tyčkou alebo lisovaným práškom) a z obalu, ktorý je delený podľa účelu:
a) elektrický – pozostáva z rôznych ionizačných látok, ktoré umožňujú lepšie zapaľovanie el. oblúka a stabilizujú horenie
b) fyzikálny – slúži na ochranu kovu pred prísunom kyslíka a vodíka z okolitého prostredia
c) metalurgický – dolegovanie a odlegovanie roztaveného kovu a i.
pohyb je vykonávaný zváračom (ručne)
zváranie začína zapálením el. oblúka a pokračuje, bez prerušovania, až do konca požadovaného zvárania, alebo kým sa neodtavý celá elektróda. V tom prípade sa elektróda vymení a postup sa opakuje. [3] [5]
|
Označenie zváracej metódy
| Podľa STN EN ISO 4063 | Americká skratka | Európska skratka | Slovenská skratka |
111
Zváranie obalenou elektródou | SMAW
Shielded Metal Arc Welding | MMA, MMAW
Manual Metal Arc Welding | ROZ
Ručné oblúkové zváranie |
Prameň: Zváracie procesy a zariadenia, rok 2011
|
Zváracie zariadenie na ROZ je rozdelené na dve základné časti, ktoré sú potrebné pre začatie zvárania:
zvárací zdroj: vyrába prípadne dodáva elektrický prúd (jednosmerný, striedaný) s požadovanými parametrami, ktoré záležia od hrúbky elektródy vrátane obalu (1 mm priemeru elektródy pripadá na 30 – 40 A zváracieho prúdu).
Ako zváracie zdroje možno použiť:
- zváracie dynamá
- zváracie usmerňovače
- zváracie transformátory
- zváracie striedače (invertory)
- zváracie „choppery“
pomocné zváracie príslušenstvo: slúži na zabezpečenie prenosu prúdu medzi zdrojom, elektródou a zvarkom, pri čom vzniká uzavretý elektrický oblúk.
Pomocné príslušenstvo je tvorené:
- držiak elektród
- uzemňovacia svorka
- zváracie káble
- rýchlospojky [8]
|
Elektródy
Elektróda tvorí súčasne funkciu elektródy aj prídavného materiálu. Pre zatriedenie obalených elektród na ručné oblúkové zváranie sa využíva norma STN EN 499. Obal elektródy má dôležitý význam pri zváraní: vytvára trosku, vytvára ochranný plynový závoj okolo kúpeľa, stabilizuje oblúk a ionizuje stĺpec oblúka. Základné rozdelenie elektród sa určuje podľa druhu obalu:
A - kyslý obal
C - celulózový obal
R - rutilový obal
RR - hrubý rutilový obal
RC - rutilovo-celulózový obal
RA - rutilovo-kyslý obal
RB - rutilovo-bázický obal
B - bázický obal
|
Príklad označenia elektród podľa normy:
EN 499 – E 44 3 1Ni B 5 4 H5
Povinná časť:
E – symbol pri používaní elektródy pre ručné oblúkové zváranie
44 – minimálna medza kĺzu 440 N/mm2
3 – minimálna nárazová práca 47 J pri -30°C
1Ni – chemické zloženie 1,1% Mn a 0,7% Ni
B – bázický obal elektródy
Výberová časť:
5 – možno použiť striedavý alebo jednosmerný prúd
4 – tupý a kútový zvar vo vodorovnej polohe zhora
H5 – vodík nepresahuje 5ml/100g navareného kovu [9] [10]
|
|
Katalóg elektród si môžete pozrieť tu
|
|
Výhody:
vysoká kvalita spojov
veľký výber prídavných materiálov
maximálna flexibilita a rýchlosť nasadenie
maximálna dostupnosť a relatívne nízka závislosť na vplyvoch prostredia
použiteľnosť a univerzálnosť v rôznych situáciach a polohách
použiteľnosť pre všetky triedy zvarkov podľa veľkosti
vysoká spoľahlivosť počas realizácie a nižšie investičné náklady
|
|
Nevýhody:
nižšia produktivita v porovnaní s metódami MIG, MAG a ZPT
vyššia tvorba chýb (pórovitosť)
potrebné odstraňovať trosku
nemožná automatizácia a mechanizácia
zvýšené množstvo škodlivých látok [5]
|
Obrázky zvárania pomocou MIG/ MAG
 
|