Zváranie a zvariteľnosť materiálov
Zváranie v ochranných atmosférach odtavujúcou sa elektródou (MIG/MAG)
|
História: MIG – Zváranie taviacou sa elektródou v ochranných atmosférach tvorených argónom sa začalo používať začiatkom šesťdesiatych rokoch vo výrobných závodoch. Väčšinou sa používalo na zváranie hliníka a zliatin hliníka. MAG – Zváranie taviacou sa elektródou v ochrannej atmosfére tvorenej oxidom uhličitým začalo vyvíjať začiatkom dvadsiatych rokov, ale v priemysle sa začína využívať až po roku 1953. Najväčší rozmach tohto typu zvárania ale nastáva až po roku 1960, keď sa vyriešili problémy z výrobou zváracieho drôtu a overení vhodnosti automatizácia a robotizácie tohto procesu. [3] | |||||||||
Základný popis: 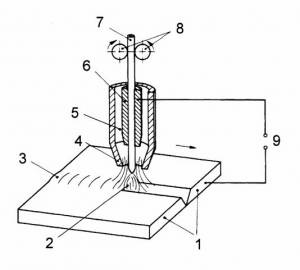 | |||||||||
|
Je to tavný spôsob zvárania. Pri tomto type zvárania sa odtavujúca kovová elektróda používa tak na prenášanie el. oblúka aj ako zváracia prísada. Do zváracieho horáka sa privádza „nekonečný“ zvárací drôt cez hnacie kladky. Koniec drôtu je obkolesený plynovou dýzou, cez ktorú prechádza ochranný plyn, ktorý zabraňuje chemickým reakciám s kyslíkom. Tak sa zachová pevnosť a húževnatosť zvarenca. Používajú sa dva typy ochranných plynou, ktoré sú zodpovedné za formu zvaru a prechod materiálu:
| |||||||||
Označenie zváracej metódy
| |||||||||
| Zváracie zariadenie pre zváranie MIG/MAG sa skladá zo zdroja zváracieho prúdu, plynovej fľaše z ochranným plynom, redukčného ventila s prietokomerom, zásobníka zváracieho prúdu, podávacieho zariadenia a zváracieho horáka. | |||||||||
Zdroj zváracieho prúdu – mal by obsahovať citlivé nastavovanie parametrov, aby bola možná voľba intenzity prúdu. V podstate sa na zváračke nenastavuje prúd ale rýchlosť posuvu drôtu. Následne sa zdroj prispôsobí tak, aby napätie v oblúku bolo dané hodnote zváracieho prúdu  Základné požiadavky na zdroj sú: | |||||||||
|
Fľaše plnené ochrannými plynmi:
Zvárací horák zabezpečuje pri zváraní: | |||||||||
|
Výhody:
| |||||||||
Obrázky zvárania pomocou MIG/ MAG   |