Progresívne metódy v mechanických predúpravách povrchov
Hlavní nabídka:
Kefovanie
Mechanické úpravy povrchu > Kefovanie
Technológia predúpravy povrchu rotujúcimi kefami (tzv. kefovanie) je technologický proces, ktorý ma v technickej praxi veľmi rozsiahlu oblasť použitia. Týmto spôsobom povrchy súčiastok zbavujeme hrdze, okovíniek, farieb, opalov, ostrapov, zaobľujeme ostré hrány. Tento spôsob sa svojou podstatou podoba najviac mechanickému lešteniu.
Použitie kefovania je mnohostranné. Je možné ho využiť v týchto oblastiach:
1. Čistenie kovových povrchov, ktorým sa z povrchu odstráňujú rezy, okoviny a iné nečistoty.
2. Odstraňovanie otrepov, ostrých hrán, rohov na opracovaných strojárských súčiastkach.
3. Odstraňovanie rýh, stôp po opracovaní na veľmi namáhaných stojných súčiastok, ako sú ojnice, kľuky atď.
4. Leštenie a úprava kovových a pokovovaných súčiastok
Najpoužívanejším materiálom kief je oceľový drôt s priemerom 0,1 mm až 1,2 mm. Pre kefovaní napr. medených zliatin sa používajú kefy z bronzových vlákien. Jemnejšie vlákna 0,3 až 0,4 mm sa používajú na čisté opracovanie povrchu, hrubšie vlákna 1,2 mm sú vhodnejšie na hrubšie nečistoty a odstraňovanie okoviniek.
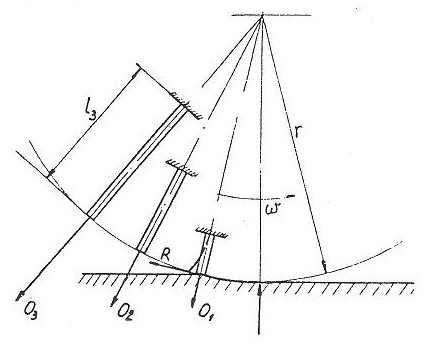
Funkcia kefy ako nástroja spočíva v tom že tuhý drôt pôsobí ako nástroj pre trieskové obrábanie. Na drôt pôsobia odstredivé sily O1, O2, O3 a rezné odpory R1, R2, R3.
Čím väčšia bude hmotnosť drôtu (dĺžka atým väčšia bude odstredivá sila. Dôležitý je aj priemer kotúča a otáčky. Zvyplýva, že pri danej dĺžke adrôta narastie odstredivá sila sáčkami, to znamená, že kefa sa bude javiť tvrdšia súcimi otáčkami.
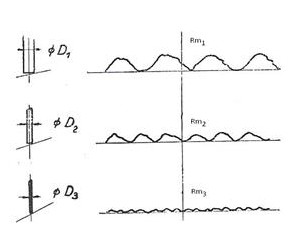
Drôt kefy pri kontakte s povrchom vylamuje nečistoty, ale zanecháva aj stopy a ryhy na očistenom povrchu. Hĺbka, šírka rýh závisí od priemeru drôta kefy.
Čím tenší drôt kefy, tým menšia drsnosť očisteného povrchu.