


-
Home

-
Veda a výskum
-
Publikačná činnosť
-
Skriptá a učebnice
- Frontpage
Konverzné povlaky
Konverzné povlaky vznikajú reakciou kovového povrchu s prostredím, v ktorom sa kov počas povrchovej úpravy nachádza. Upravovaný kov sa teda zúčastňuje chemickej reakcie, a z toho vyplýva aj zloženie príslušného konverzného povlaku. Takýto povlak obsahuje aj chemické zlúčeniny, ktoré vznikli z upravovaného kovu a jednej alebo viacerých zložiek použitého kúpeľa. Konverzné povlaky sa vyznačujú pomerme veľkým elektrickým odporom, čo sa využíva najmä v protikoróznej ochrane kovových povrchov. Konverzné povlaky sa ďalej vyznačujú vysokou priľnavosťou k základnému kovu a nerozpustnosťou vo vode a iných rozpúšťadlách.
1.2 Fosfátovanie
Fosfátovanie je chemický proces, pri ktorom ponorením alebo postrekom vzniká z roztokov kyseliny fosforečnej alebo fosforečnanov kovov na kovovom povrchu tenká, jemne kryštalická vrstva nerozpustných fosforečnanov kovov. Pretože vrstvy sú značne pórovité, a teda nasiakavé, plnia rad funkcií:
- vytvárajú protikoróznu ochranu kovových súčiastok,
- zlepšujú priľnavosť náterovej látky k povrchu kovu a zabraňujú podhrdzaveniu náteru,
- zmenšujú trecie sily,
- zlepšujú priľnavosť mazadla,
- slúžia ako elektroizolačná vrstva.
Fosfátovacie roztoky sú v podstate dihydrogénfosforečnany, obr. 1:
- zinočnaté
- mangánaté
- vápenato-zinočnaté
- železnaté
- vápenaté
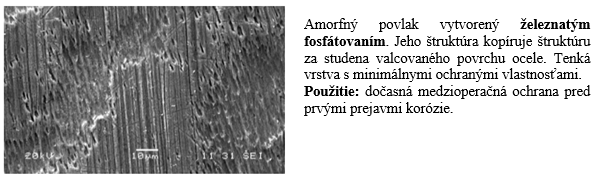
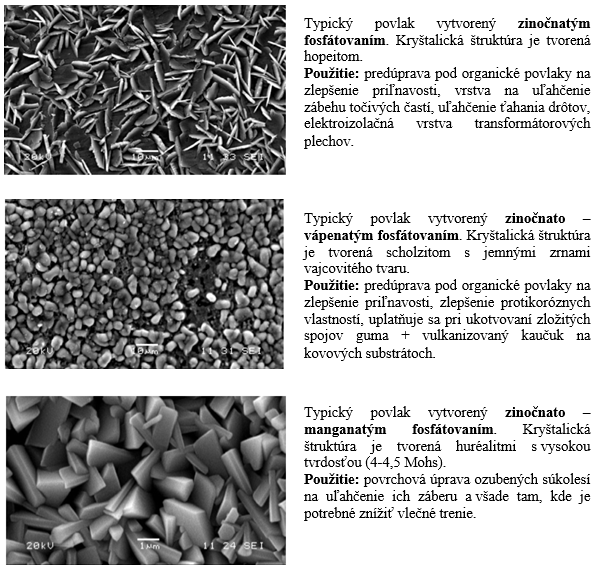
Fosfátovací prípravok na báze fosforečnanu zinočnatého obsahuje ako základnú látku voľnú kyselinu fosforečnú H3PO4 a dihydrogénfosforečnan zinočnatý Zn(H2PO4), ktorý je v rovnováhe s hydrogénfosforečnanom a fosforečnanom, ako aj s kyselinou fosforečnou. Vytvorenie kvalitného fosfátového povlaku vyžaduje zabezpečenie čistého kovového povrchu dokonalým odmastením, odstránením korózych produktov, okovín a iných nečistôt z upravovaného povrchu. Fosfátovacie prostriedky sa aplikujú buď ponorovým procesom alebo postrekom. Kvalita fosfátových povlakov sa vyjadruje ako plošná hmotnosť povlaku (g.m-2). Povlaky s malou plošnou hmotnosťou (0,3 až 6 g.m-2) sa používajú na úpravu povrchu pod nátery a povlaky s veľkou plošnou hmotnosťou (6 až 30 g.m-2) majú veľmi dobrú odolnosť proti korózii.
12.10.2 Chromátovanie
Chromátové vrstvy sa vytvárajú oxidačno - redukčnými procesmi na povrchu neželezných kovov, najmä zinku, kadmia, hliníka, horčíka, medi, mosadze, cínu, striebra z roztokov zlúčenín šesťmocného chrómu. Vrstva je amorfná a obsahuje komplexy trojmocného a šesťmocného chrómu. Chromátovanie sa používa ako ochranná a dekoratívna úprava, alebo sa ním vytvára medzivrstva pod nanášané nátery.
Chromátovú vrstvu predstavuje zložitá sústava chromátov chrómu a chrómanu zinočnatého. Uvedené reakcie sú sprevádzané zvyšovaním pH roztoku v blízkosti povrchu zinku, čo spôsobuje vznik ťažko rozpustných hydroxidov zinku, trojmocného chrómu a ich solí. Tieto zlúčeniny zapĺňajú póry chromátovej vrstvy, v dôsledku čoho vzniká na povrchu zinku bariérová vrstva, ktorá chráni povrch zinku pred koróziou. Na kvalitu chromátovej vrstvy má okrem zloženia roztoku a pracovných podmienok chromátovania vplyv tiež teplota sušenia chromátovej vrstvy, ktorá nesmie prekročiť 60 až 70°C.
Zatiaľ čo predtým sa používali chromátovacie roztoky s relatívne vysokou koncentráciou CrCO3 alebo chrómanov - 100 g.l-1, dnes sa používajú prípravky, ktoré majú nízke koncentrácie Cr03 1 až 10 g.l-1. Chromátovanie sa realizuje pri teplote okolia, čas sa pohybuje od 1 do 5 min. Väčšina v súčasnosti používaných chromátovacích roztokov na báze chrómu je zložená zo zmesi Cr3+ a Cr6+, kyseliny dusičnej, niektorých inhibítorov korózie a tiež prísad, ktoré zlepšujú štruktúru chromátových vrstiev. Farba chromátovej vrstvy závisí od chemického zloženia roztoku a môže sa meniť od svetlomodrej cez olivovú až po čiernu. Farebné chromátové vrstvy (zložené predovšetkým zo zmesi solí a hydroxidov Cr3+ a Cr6+) majú oveľa lepšie ochranné vlastnosti ako bezfarebné alebo svetlomodré chromátové vrstvy, ktorých základom sú hydroxidy Cr3+ a zinku. Z environmentálneho hľadiska sú najprijateľnejšie chromátovacie roztoky, ktoré obsahujú chróm len vo forme Cr3+. V poslednom období sa začínajú používať kombinované ochranné vrstvy - chromát a polymér (acetáty, mikromnožstvá polyoxietylénalkylfenolov a organosilikátov).
1.3 Eloxované povlaky
Medzi najvýznamnejšie povrchové úpravy hliníka a jeho zliatin patrí anodická oxidácia (eloxovanie). Eloxované povlaky vynikajú vysokou koróznou odolnosťou, značnou tvrdosťou a oteruvzdomosťou. Sú veľmi dobrými elektrickými izolátormi. Eloxované povlaky hliníka a jeho zliatin sa využívajú v architektúre, v automobilovom priemysle, v doprave, v elektrotechnike, ale aj na výrobky dennej potreby.
Pri anodickej oxidácii sa vytvára na povrchu hliníka vo vhodných kúpeľoch povlak oxidu hlinitého pôsobením jednosmerného alebo striedavého prúdu. Upravovaný predmet je upevnený na závesoch ako anódy, katódy tvorí hliník, olovo, titán alebo nehrdzavejúca oceľ.
Zjednodušene možno reakčný mechanizmus tvorby anodického povlaku v kúpeli s kyselinou sírovou opísať týmito reakciami:
Anóda: 2 Al + 3 SO42- + 3 H2O - 6 e- → Al2O3 + 3 H2SO4
Al2O3 + 3 H2SO4 → Al2(SO4)3 + 3 H2O
Katóda: 2 H3O+ + 2 e- → H2 + 2 H2O
Reakcia Al2O3 + 3 H2SO4 → Al2(SO4)3 + 3 H2O je nežiaduca, pretože rozpúšťa vytvorený oxid hlinitý a zároveň viaže voľnú kyselinu sírovú, čím sa znižuje vodivosť oxidačného kúpeľa. Spätné rozpúšťanie vytvoreného povlaku prebieha tým rýchlejšie, čím je vyššia teplota a koncentrácia kyseliny v elektrolyte. Dobré chladenie a miešanie kúpeľa významne potláča rozpúšťanie vytvoreného povlaku. Pri bežnej anodickej oxidácii v kyseline sírovej a pri použití jednosmerného prúdu je zvyčajná anódová prúdová hustota jA = 1 až 1,5 A.dm-2, teplota 18 až 20°C a počas 40 až 60 min sa dosiahne hrúbka povlakov 10 až 20 μm. Tvrdé anodické povlaky vznikajú v chladených a intenzívne miešaných kúpeľoch. Pracovná teplota je -5 až +5°C, anódová prúdová hustota jA = 2,5 až 5 A.dm-2. Ich hrúbka býva 30 až 75 μm.
Okrem kyseliny sírovej sa používajú na anodickú oxidáciu aj iné kúpele, a to roztoky obsahujúce kyselinu šťaveľovú, fosforečnú, a roztoky, ktoré obsahujú oxid chrómový.
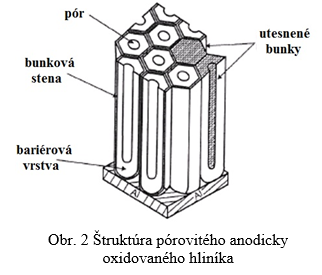
Štruktúru anodicky oxidovanej vrstvy Al2O3 tvorí bezpórovitá veľmi tenká bariérová vrstva na rozhraní s kovom a vonkajšia podstatne hrubšia pórovitá časť povlaku. Často sa vychádza z predstavy o pravidelnej štruktúre vrstiev, ktoré pozostávajú z hexagonálnych buniek, ktorých stredom prechádzajú póry (obr. 2). Priemer pórov závisí od druhu použitého elektrolytu, hrúbka vrstvy od použitého napätia pri oxidácii.
Oxidová vrstva hliníka, vytvorená anodickou oxidáciou, sa môže ďalej vyfarbovať jednou z troch metód, ktoré sa odlišujú charakterom vyfarbujúcej látky a jej polohou v oxidovom filme.
Adsorpčné vyfarbovanie, pri ktorom organické farbivá alebo anorganické pigmenty vstupujú do otvorov pórov v oxidovom povlaku a sú adsorbované v oblasti susediacej s povrchom oxidového povlaku.
Elektrolytické integrálne vyfarbovanie spočíva v tom, že povrch hliníka je súčasne eloxovaný i vyfarbovaný. Farebný efekt sa dosiahne v dôsledku špeciálnej mikroštruktúry Al2O3 a superpozíciou jemných častíc zabudovaných priamo vo vnútri oxidovej vrstvy.
Elektrolytické vyfarbovanie, pri ktorom sa najprv v prvom stupni vytvorí oxidový film. V druhom stupni sa koloidné čiastočky kovu ireverzibilne ukladajú na dne pórov oxidového filmu pôsobením striedavého prúdu na roztok soli príslušného kovu. Podobne ako pri integrálnych farebných povlakoch, farebnosť sa dosiahne rozptylom svetla na kovových čiastočkách. Tento spôsob vyfarbovania anodicky oxidovaného hliníka našiel svoje uplatnenie vo výrobe selektívnych vrstiev pre solárne kolektory.
Utesňovanie pórov
Anodickou oxidáciou vytvorená pórovitá vrstva na hliníku a jeho zliatinách má veľký špecifický povrch. Ak sa tieto póry nezaplnia (napr. vyfarbovaním) alebo neuzavrú, potom bude mať anodicky oxidovaný povlak menšiu koróznu odolnosť a vyššiu navlhavosť. Medzi používané spôsoby utesňovania eloxovaného hliníka patrí napr. utesňovanie horúcou destilovanou alebo deionizovanou vodou (hydro termálny spôsob), vodnou parou, organickými roztokmi, anorganickými pigmentami alebo studeným utesňovaním v roztokoch, ktoré obsahujú katióny Ni2+ a anióny F-. Novou metódou je uzatváranie pórov metódou sól-gél.
Smalty
Sú to povlaky na báze silikátových skie, ktoré sa aplikujú na ochranu kovových materiálov. Nanášajú sa väčšinou vo forme vodných suspenzií sklovitých fáz (mokré smaltovanie), alebo vo forme prášku. Pri následnom vypaľovaní vznikne súvislý sklovitý povlak, ktorý je prostredníctvom adhéznej medzivrstvy pevne spojený s podkladom.
Základom štruktúry smaltu je sklo, čo je amorfná pevná látka, ktorá vzniká spravidla stuhnutím taveniny bez kryštalizácie. Na rozdiel od kryštalických látok (napr. keramiky) štruktúra skla nemá pravidelné usporiadanie na dlhšie vzdialenosti. Sklo vznikne ochladzovaním východiskovej látky z kvapalného stavu takou rýchlosťou, že sa nestihne vytvoriť pravidelná štruktúrna mriežka.
Sklo sa dá vytvoriť z rôznych anorganických i organických látok:
prvky: S, Se, Te, P
oxidy: B2O3, SiO2, GeO2, P2O5, As2O3 a ďalšie
boridy, kremičitany: Na2B4O7, Na2Si2O5 a iné
iné zlúčeniny: BeF2, AlF3, ZnCl2 a iné.
1.1 Druhy smaltových povlakov
Základnou zložkou na prípravu smaltového povlaku je smaltárska frita (brečka). Je to sklovitý anorganický materiál, ktorý vzniká tavením zmesi smaltárskych surovín a prudkým ochladením. Ochladenie sa realizuje odliatím taveniny do vody, alebo medzi valce chladené vodou. Chemické zloženie frity ovplyvňuje väčšinu vlastností smaltového povlaku.
Z hľadiska vrstiev sa smalty delia na:
- základné,
- krycie,
- jednovrstvové
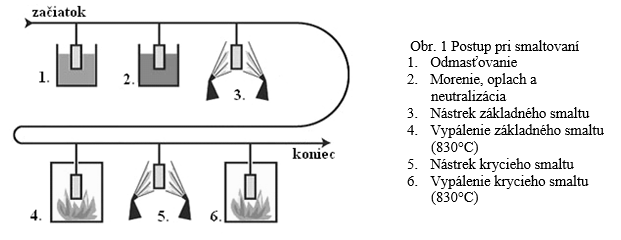
Úlohou základných smaltov je vytvoriť adhéznu medzivrstvu medzi kovom a vrchným smaltovým povlakom. Základný smalt nie je možné použiť ako funkčný povlak. Po nanesení a vypálení základného smaltu sa naňho nanesie krycí smalt a opäť sa vypáli, obr. 1.
Krycí smalt je funkčný povlak, ktorý je nositeľom požadovaných vlastností povlaku. Podľa vzhľadových vlastností krycie smalty môžu byť:
- zakalené, biele alebo farebné,
- polotransparentné,
- transparentné.
Jednovrstvové smalty sú špeciálnym typom základných alebo krycích smaltov, u ktorých je zloženie frity upravené tak, aby pri nanášaní priamo na oceľový plech bola zaistená dostatočná adhézia ku kovu a požadované funkčné vlastnosti zodpovedali požiadavkám na povlak.
Rozdelenie smaltov podľa spôsobu nanášania:
- smalty nanášané mokrou cestou, t.j. ponorením výrobku do frity, ktorá sa po nanesení suší a potom vypaľuje,
- smalty vo forme práškovej frity nanášané v elektrickom poli vysokého napätia, následne sa bez sušenia sa vypáli,
- smalty pre elektroforézne nanášanie, kedy sa vrstva smaltu nanesie galvanickou cestou z vodného roztoku.
Adhézia základného smaltu na oceľovom plechu súvisí s tvorbou oxidov železa, ktoré sprostredkujú spojenie medzi sklom a železom.
1.2 Technologický postup smaltovania
Predúprava povrchu – odmastenie, morenie.
Nanášanie smaltu:
Máčaním – používa sa pri výrobkoch menších rozmerov prevažne na aplikáciu základného smaltu. Rovnomernosť nanesenia smaltu na podklad závisí od reologických vlastností brečky.
Polievaním – sa používa najčastejšie pri aplikácii krycích smaltov, zväčša u tvarovo náročných výrobkov.
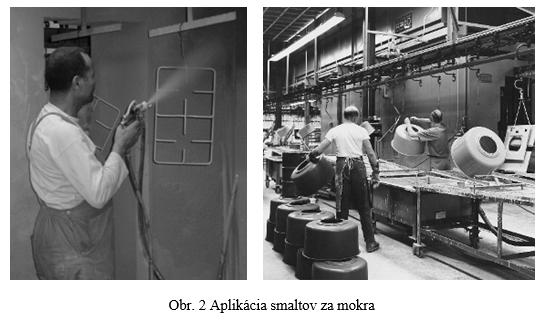
Striekaním – je rozšírená metóda nanášania smaltov predovšetkým na rozmerné a tvarovo náročné výrobky. Táto metóda sa dá dobre mechanizovať, automatizovať a robotizovať. Hlavnou nevýhodou je vysoký odpad smaltu prestrekom.
Elektroforetickým nanášaním – máčanie výrobkov, kedy elektricky nabité častice v smalte vo vodnom prostredí sa pohybujú smerom k povlakovanému výrobku s opačným nábojom. Pracuje bez strát smaltov a dosahuje sa vysoká kvalita povlakov.
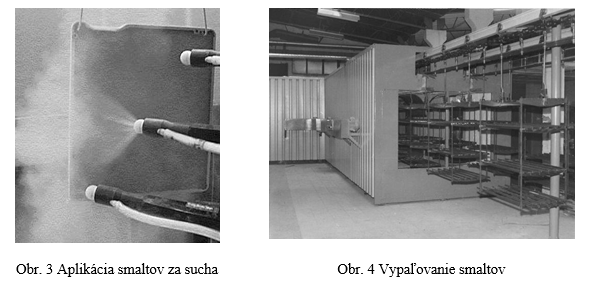
Nanášanie v elektrickom poli vysokého napätia – využíva elektrické pole, v ktorom častice smaltu získajú elektrický náboj a pohybujú sa k výrobku s opačným nábojom. Táto metóda sa masívne využíva pre suché i mokré smaltovanie.
Sušenie smaltu sa týka mokrého smaltovania. Pred vypálením sa musí vrstva smaltu vysušiť, aby počas vypaľovania nedochádzalo k masívnemu odparovaniu kvapalnej zložky smaltu a vzniku pľuzgierov. Suší sa pri teplotách 80-100°C v komorách alebo kontinuálnych sušiarňach.
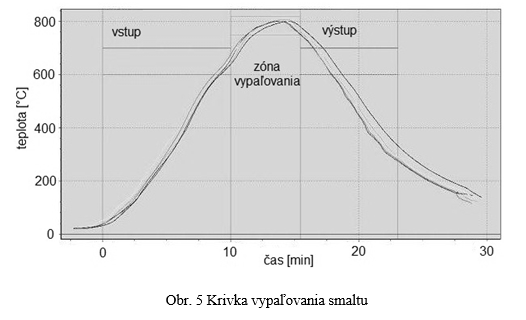
Vypaľovanie smaltu. Suchá vrstva smaltu sa vypaľuje pri teplotách 800-900°C, kedy vznikne sklovitá vrstva s dobrou priľnavosťou ku kovu.
Ukážka práce pri anášaní smaltu za mokra, za sucha, proces vypaľovania smaltu v peci a krivka vypaľovania smaltu sú uvedené na obr. 2-4.
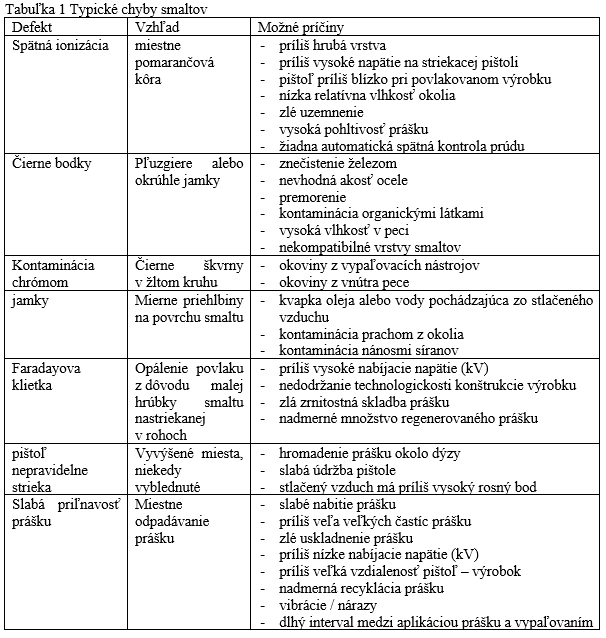
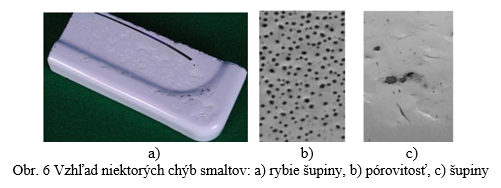
1.3 Chyby smaltových povlakov
Typické chyby vznikajúce v smaltových povlakoch sú uvedené v tab. 1.
1.3 Vlastnosti smaltových povlakov
Korózne vlastnosti
Vysoká chemická odolnosť patrí medzi základné priaznivé vlastnosti smaltov. Smaltový povlak veľmi dobre odoláva atmosferickej korózii. Výrazne vyššiu koróznu odolnosť majú smaltové povlaky, ktoré obsahujú v sklovitej fáze určitý podiel kryštalickej fázy.
Vysoká chemická odolnosť patrí medzi základné priaznivé vlastnosti smaltov. Smaltový povlak veľmi dobre odoláva atmosferickej korózii. Výrazne vyššiu koróznu odolnosť majú smaltové povlaky, ktoré obsahujú v sklovitej fáze určitý podiel kryštalickej fázy.
Tepelné vlastnosti smaltov
Tepelná vodivosť smaltov pri teplote 313 K je 0,093 – 0,114 W.m-1.K-1 a závisí na množstve pórov v povlaku. Dôležitou vlastnosťou smaltu je jeho tepelná rozťažnosť. Tepelná rozťažnosť smaltu musí byť nižšia ako rozťažnosť podkladového kovu, čím sa vylúčia ťahové napätia v smaltovom povlaku.
Bežné smalty znášajú dlhodobo teploty 400-500°C. Pre špeciálne aplikácie v energetike, leteckej a kozmickej technike sú určené žiaruvzdorné smalty, ktoré odolávajú teplotám 900-1100°C.
Mechanické vlastnosti smaltov
Väzby medzi atómami v smaltoch sú smerového charakteru (iónová, kovalentná). Podiel kryštalickej a sklovitej fázy značne ovplyvňuje mechanické vlastnosti smaltu. Veľký vplyv má aj pórovitosť povlaku. Pevnosť smaltov v ťahu je 70 – 90 MPa a je podstatne nižšia ako pevnosť v tlaku, ktorá je 700-1300 MPa. Tvrdosť smaltov zodpovedá minerálom podľa Mohsovej stupnice 5 - 7. Z tvrdosti smaltu vyplýva jeho značná odolnosť voči abrazívnemu opotrebeniu.
Smalty sú charakteristické nízkou lomovou húževnatosťou. Odolnosť voči mechanickým rázom sa stanovuje ako kinetická energia, pri pôsobení ktorej smalt ešte ostane celistvý.
1.4 Podkladové materiály pre smaltovanie a požiadavky na ich vlastnosti
Najčastejšie sa smaltujú:
- oceľové plechy
- sivá liatina
- neželezné kovy (hliník, meď)
Oceľové plechy.
Bežná oceľ na smaltovanie patrí k podeutektoidným nízkouhlíkovým oceliam. Zvláštna pozornosť sa venuje uhlíku, lebo pri vypaľovaní smaltu na fázovom rozhraní kov – smalt prebiehajú reakcie, pri ktorých vznikajú plynné produkty (H2, CO, CO2, CH4), ktoré spôsobujú chyby povlaku. Uhlík tiež znižuje teplotu alotropickej premeny železa, čím dochádza k objemovým zmenám a deformácii výrobkov. Preto by obsah uhlíka v oceli určenej na smaltovanie nemal prekročiť hodnotu 0,1 %, obsah Mn do 0,35 %, Si do 0,1-0,2 %, P do 0,3-0,4 %, S do 0,03-0,04 %, Al do 0,008-0,01 %, Cu 0,01 %. Na smaltovateľnosť ocelí veľmi priaznivo pôsobí nikel.
Vo feritickej štruktúre nízkouhlíkovej ocele by mal byť cementit v globulárnej forme rovnomerne rozložený v základnej matrici.
Sivá liatina. Na smaltovanie sa používa iba sivá liatina s perlitickou matricou, ktorá sa pri vypaľovaní smaltu mení na feritickú štruktúru s rovnomerne rozdeleným lamelárnym grafitom. Sivá liatina musí byť bez pórov, trhlín a ďalších necelistvostí. Po otryskaní musí mať stredne drsný rovnomerný povrch.
Predúpravy povrchu
Nevyhnutným predpokladom dobrého výsledku realizovaného technologického procesu pred povrchovou úpravou je správna príprava povrchu. Technológie predúprav povrchov zastávajú významné miesto v protikoróznej ochrane strojných súčiastok. Ich cieľom je vyčistiť a kvalitatívne pripraviť povrch tak, aby následná povrchová úprava mohla dosiahnuť požadované vlastnosti a mohla dostatočne plniť svoju funkciu.
Predúpravy povrchu delíme na:
- mechanické
- chemické
a)Mechanické predúpravy povrchu
Cieľom mechanických predúprav povrchu je:
- odstrániť cudzie i vlastné nečistoty mechanickým narušením ich väzby k podkladu účinkom vhodného nástroja,
- odstrániť prípadné defekty povrchu a štruktúrne nedostatky povrchu,
- zväčšiť skutočnú plochu povrchu,
- aktivovať povrch.
Patria sem nasledujúce metódy predúprav:
- brúsenie
- leštenie
- kefovanie
- omieľanie
- tryskanie
Predúprava povrchu brúsením, leštením , kefovaním
Tieto spôsoby predúprav povrchov sa realizujú ručne alebo strojovo.
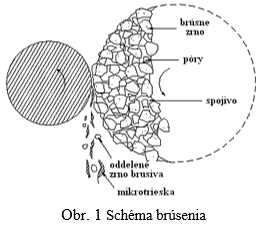
- Brúsenie – povrch sa obrusuje tvrdým brusivom, odstraňujú sa nerovnosti (okoviny, zvary) a zjednocuje sa kvalita povrchu, obr. 1.
- Leštenie – nasleduje po brúsení, zlepšuje drsnosť a lesk povrchu, môže sa aplikovať aj v rámci dokončovacích úprav (preleštenie povlakov).
- Kefovanie – mechanické odieranie povrchu, ktorým nie je možné dosiahnuť 100 % čistotu povrchu, neodstraňuje mastnotu. Nástrojom je kefa.
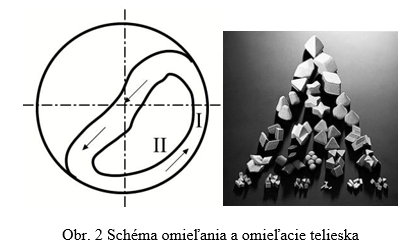
Predúprava povrchu omieľaním
Omieľanie je to hromadná predúprava povrchu, pri ktorej sa dávka výrobkov, zväčša odliatkov, výliskov menších rozmerov vzájomne otĺka v bubne, ktorý vykonáva rotačný, vibračný alebo kombinovaný pohyb, obr.2. Môže prebiehať za sucha, alebo s pridaním kvapalín s odmasťovacím účinkom alebo s prídavkom inhibítorov korózie. V prípade potreby sa do bubna pridávajú omieľacie telieska z rôznych materiálov (piesok, oceľový granulát, kamienky, korundové telieska, plastové telieska plnené abrazivom a pod.) a rôzneho tvaru.
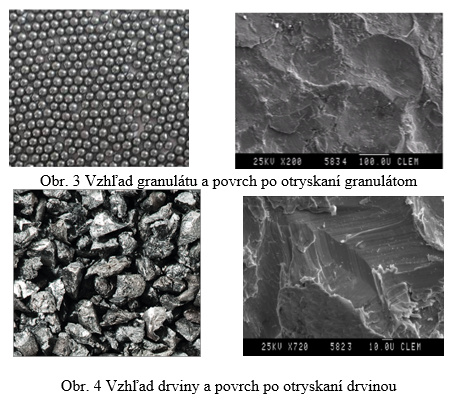
Predúprava povrchu tryskaním
Tryskanie je produktívny spôsob čistenia, odstraňovanie okovín a koróznych splodín pri súčasnom vytvorení vhodnej mikrogeometrie a spevnení povrchu. Nástrojom je tryskací prostriedok – tvorený rôzne veľkými časticami z materiálov rôzneho charakteru, tvaru guľatého – granulát, obr. 3 alebo ostrohranného – drvina, obr. 4. Ostrohranný tryskací prostriedok je určený najmä pre úber materiálu, guľatý na spevňovanie a odokoviňovanie materiálu.
Spôsoby tryskania a tryskacie zariadena
Podľa spôsobu unášania tryskacieho prostriedku rozdeľujeme tryskacie zariadenia na:
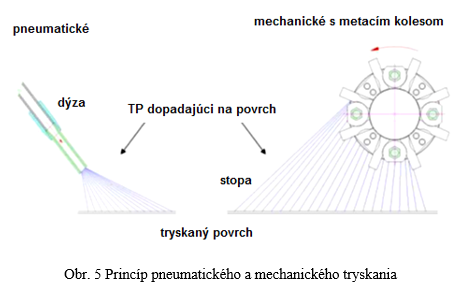
- mechanické tryskacie zariadenia – s metacími kolesami, kde na vnútorný koniec rýchlo rotujúcej lopatky kolesa sa privádza tryskací prostriedok. Následne je lopatkou unášaný a vplyvom odstredivej sily pri rotácii prúdi k vonkajšiemu koncu lopatky, kde ju opúšťa značnou rýchlosťou a dopadá na otryskávaný povrch, obr. 5,
- pneumatické tryskacie zariadenia – využívajú tlakový spád vzduchu, ktorý prechodom cez trysku expanduje a získava vysokú výstupnú rýchlosť, obr. 5,
- hydraulické tryskacie zariadenia - pri ktorých sa v hydraulickom tryskacom zariadení okrem zŕn tryskacieho prostriedku do tryskacieho injektora natlakuje tekutá zložka a to buď brúsna alebo leštiaca pasta, ktorá vylepšuje účinok tryskania. Vystriekaná suspenzia steká do lapača a po vyčistení sa opäť vracia do technologického procesu,
- netradičné tryskacie zariadenia.
b) Chemické predúpravy povrchu
Cieľom chemicko-fyzikálnych predúprav povrchu je:
- odstrániť cudzie i vlastné nečistoty chemickým, resp. chemicko-fyzikálnym narušením ich väzby k podkladu účinkom vhodného nástroja,
- odstrániť prípadné defekty povrchu a štruktúrne nedostatky povrchu,
- zväčšiť skutočnú plochu povrchu,
- aktivovať povrch.
Patria sem nasledujúce metódy predúprav:
- odmasťovanie
- morenie
- dekapovanie
- odhrdzovanie
Odmasťovanie – je odstránenie cudzích nečistôt priľnutých k povrchu (tuky, oleje, vosky, chladiace kvapaliny, vazelíny), a to:
- vodnými prostriedkami – alkalické, tenzidové alebo emulzné prípravky emulgujú alebo dispergujú nečistoty, organické mastnoty sa zmydelňujú, anorganické mastnoty sa emulgujú (nie je vhodné pre členité diely a odliatky),
- organickými prostriedkami - jednoduché a účinné odmastenie rozpustením mastnôt pomocou benzínu, petroleja, nevhodné pre vlhké plochy, potreba dodržiavať prísne bezpečnostné opatrenia, len ručná práca
- elektrochemické odmasťovanie – spĺňa vysoké požiadavky na čistotu, nevýhodou je riziko navoskovania výrobku v katodickej časti, výrobok sa zapája ako anóda alebo katóda, alebo reverzne – najprv ako katóda, potom ako anóda, čím sa zníži riziko navoskovania,
- odmasťovanie parou - kombinácia účinku vysokej teploty a odmasťujúceho prípravku
-
Z hľadiska spôsobu nanášania odmasťovadla sa odmasťovanie môže realizovať:
- ponorom - najjednoduchší a najlacnejší spôsob. Využíva sa hlavne pri miernom znečistení povrchu.
- postrekom - pri stredne silnom znečistení,
- odmasťovanie ultrazvukové - je nevyhnutné využiť ultrazvukovú energiu, obr.6,
- elektrolytické odmasťovanie - odstraňuje z povrchu posledné zvyšky mastnôt a iných nečistôt. Je vhodný tam, kde sa na čistotu povrchu kladú veľké požiadavky. Ide o odmasťovanie zintenzívnené prechodom prúdu, založené na princípe elektrolýzy.
- Kombinované spôsoby - spojujú výhody jednotlivých odmasťovacích prostriedkov a spôsobov.

Morenie – slúži na odstránenie oxidov z povrchu rozpúšťaním (odlupovaním a odleptávaním) v kyselinách. Najčastejšie v HCl, H2SO4, HNO3.
Dekapovanie – slúži na odstraňovanie tenkých oxidických vrstiev a aktiváciu povrchu pred vlastnou povrchovou úpravou.
Odhrdzovanie – slúži na čistenie predmetov, ktoré skorodovali počas používania alebo skladovania. Používa sa tiež ako predúprava pred vlastnou povrchovou úpravou alebo v rámci renovácií a obnovy povrchovej úpravy.
Organické povlaky
Aplikácia organických povlakov na povrch súčiastok patrí medzi najbežnejší spôsob ochrany proti atmosférickým vplyvom. Používajú sa na ochranu kovových výrobkov a konštrukcií pred koróziou, predovšetkým proti účinkom atmosféry a vody. Akosť povlakov zahrňuje ich ochrannú účinnosť a vzhľadovú stálosť. Ochranná účinnosť je výslednicou dvoch vzájomne sprevádzaných funkcií povlakov - bariérového mechanizmu a schopnosti blokovať povrch kovu.
Organické povlaky sú organické látky, ktoré sú v stave polotekutosti alebo tekutosti. Po nanesení a zaschnutí náteru na povrchu súčiastky vzniká neprerušovaný mechanický trvanlivý povlak.
Rozdelenie organických povlakov:
- povlaky z náterových látok
- povlaky z polymérnych materiálov
- povlaky pre dočasnú ochranu
a) Povlaky z náterových látok
Ochranná účinnosť povlakov z náterových látok je ovplyvnená:
- akosťou a čistotou základného materiálu,
- antikoróznymi vlastnosťami základných náterov,
- priepustnosťou povlaku pre ióny, kyslík a vodu,
- adhéziou náteru,
Náterová látka je zložená z nasledujúcich základných zložiek:
- filmotvorná látka (spojivo, zmäkčovadlo) - nosné médium, ktoré tvorí vlastnú kvapalnú (neprchavú) časť. Charakter filmotvornej látky má vplyv na vlastnosti náteru. Spojivo spoločne s prchavými zložkami tvorí najčastejšie roztok, tzv. základný lak, ktorý by bez pridania pigmentov vytvoril priehľadný transparentný náterový film.
- pigmenty, plnidlá a farbivá - malé nerozpustné čiastočky rozptýlené v médiu. Sú to farebné prášky nerozpustné v spojivách a rozpúšťadlách, ktoré dodávajú náterovým látkam farebný odtieň, kryciu schopnosť, svetelnú stálosť a niektoré špeciálne vlastnosti (pasivačnú schopnosť, elektrickú vodivosť a pod.).
- prchavé zložky – rozpúšťadlá, riedidlá - upravujú viskozitu filmotvornej látky pre určitý spôsob nanášania. Riedidlá sú obvykle zmesou pravých a nepravých rozpúšťadiel, ktoré slúžia ako prostriedok pre zníženie viskozity náterových látok, aby bola umožnená ich aplikácia zvoleným spôsobom.
- ostatné prísady - rôzne aditíva – pomocou nich sa dosahuje lepšia a rýchlejšia dispergácia pigmentov v náterovej látke, zabraňuje sa jej peneniu, obmedzuje sa usadzovaniu pigmentov.
Spôsoby nanášania povlakov z náterových látok
Môže sa realizovať nasledovnými spôsobmi:
- Nanášanie štetcom - je to jednoduchá, univerzálna technológia, ktorá umožňuje natieranie predmetov ľubovoľnej veľkosti a tvarov. Je vhodná pri realizácii základných náterov. Straty pri nanášaní sú minimálne, 4-6 %. Nevýhodou je veľká prácnosť a malý výkon na pracovníka, preto sa tento spôsob využíva prevažne v kusovej výrobe. K natieraniu sa používajú rôzne druhy štetcov, pre špeciálne práce tiež jednoúčelové štetce.
- Nanášanie valčekom - používa sa pri nanášaní veľkých hladkých plôch. Je to jednoduchý spôsob nanášania, v porovnaní s natieraním štetcom je výkonnosť 2-2,5 krát vyššia. Straty náterovej látky sú malé, 4-6 %, manipulácia veľmi jednoduchá. Valčekom sa nanášajú pomaly zasychajúce náterové hmoty. Prevedením valčeky sú buď so zásobníkom na farbu alebo bez zásobníka.
- Nanášanie náterových látok navaľovaním - spôsob mechanického nanášania, kde sústava valcov nanáša náterovú látku zo zásobníka na pohybujúcu sa plochu. Navaľovaním je možné nanášať náterové látky na hladké a ploché výrobky.
- Nanášanie náterových látok máčaním - je to spôsob nanášania, pri ktorom sa výrobky ponárajú do nádrže s náterovou látkou, z ktorej sa potom rovnomernou rýchlosťou vynárajú. Pri vynáraní výrobku z nádrže prebytočné množstvo náterovej látky z povrchu výrobku stečie a ostávajúci povlak vytvára vlastný náter.
- Nanášanie náterových hmôt striekaním - princíp striekania je vo vytvorení makroskopických čiastočiek - kvapôčok, ktoré sú vrhané na povrch. Následkom tekutého stavu sa kvapôčky po dopade na povrch adhéziou a účinkom povrchového napätia navzájom spojujú a zlievajú, a vytvárajú hladkú, súvislú náterovú vrstvu.
-
Pneumatické striekanie – použitie tejto technológie je univerzálne, ako v kusovej tak aj v hromadnej výrobe. Je možné ním nanášať všetky druhy náterových hmôt, okrem náterových hmôt pigmentovaných olovom alebo inými toxickými látkami.
Striekacie pištole, používané pri aplikácii tejto technológie, poznáme:
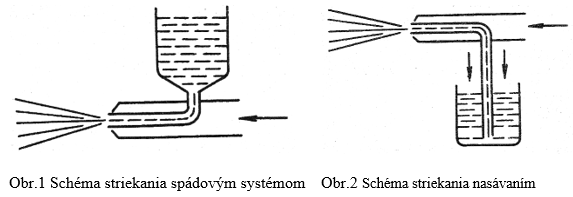
- s hornou nádobkou (spádové), obr.1,
- so spodnou nádobkou (nasávacie), obr.2,
- s tlakovým prívodom náteru z tlakového zásobníka.
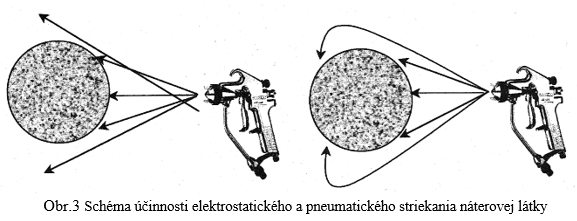
- Elektrostatické nanášanie náterových látok - podstatou je základný fyzikálny jav - vzájomné priťahovanie častíc s rozdielnym elektrickým nábojom. Jemne rozprášené čiastočky náterovej látky v špeciálnom zariadení, pripojenom na záporný pól generátora vysokého napätia, získavajú záporný náboj a sú unášané po silokrivkách elektrického poľa na uzemnený predmet, obr.3. Odovzdajú svoj náboj a adhéznymi silami zostávajú priľnuté na povrchu predmetu, kde vytvárajú súvislý náterový systém.
- Nanášanie náterových hmôt elektroforeticky - princíp spočíva v ponorení vodivého predmetu do kúpeľa so špeciálnou vodouriediteľnou náterovou látkou. Predmet je pripojený na anódu, vaňa alebo pomocné elektródy uložené vo vani na katódu. Pôsobením jednosmerného prúdu sa vytvára medzi výrobkom a pomocnou elektródou elektrické pole. Záporné nabité častice sušiny náterovej látky sa pohybujú po siločiarach elektrického poľa v kúpeli smerom k anóde. Na výrobku sa vylučujú a vytvárajú povlak obr.4.

b) Povlaky z polymérnych materiálov
Povlaky z polymérnych materiálov sú vyrábané vo forme veľmi jemného prášku s priemernou hodnotou veľkosti zrna 40-50 µm. Po aplikácii na predupravený kovový substrát je nevyhnutné nanesený materiál ohriať v peci za účelom dosiahnutia kompaktného povlaku.
Okrem základného systému živice s vytvrdzovacím činidlom (spojivo/tvrdidlo) výslednú práškovú náterovú hmotu tvoria:
- pigmenty - prispievajú k farebným a krycím vlastnostiam práškových náterov,
- plnidlá (výplne) - znižujú cenu východiskových surovín a dávajú aplikáciám ich vlastnosti.
- prísady - napomáhajú užitočným vlastnostiam (rozliv filmu, tvorba textúry a štruktúry).
Ich hlavnými ekologickými výhodami sú:
- neobsahujú rozpúšťadlá,
- majú 100 % pevný podiel,
- pigmenty sú bez nebezpečných ťažkých kovov (olova, kadmia),
- minimum odpadového materiálu (prakticky bezodpadová technológia),
- ich systém recyklácie a jednoduché zneškodnenie práškového odpadu.
Nanášanie práškových povlakov z polymérnych materiálov na základný materiál je možné realizovať:
- naprašovaním - predohriaty predmet sa popráši pomocou práškovou náterovou hmotou, ktorá sa vplyvom tepla nataví a zliatím vytvorí homogénny povlak,
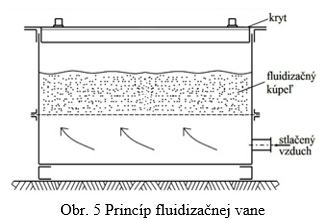
- fluidizáciou - používa sa vaňa, obr. 5, ktorá má dvojité dno a vnútorné dno je pórovité. Do priestoru medzi dnami je privádzaný vzduch, ktorý sa šíri do práškového plastu pórovitým dnom. Prášok nadobúda vlastnosti podobné vlastnostiam kvapaliny. Do takto pripraveného prášku sa ponorí kovová súčiastka, ktorá je predhriata, čím vzniká natavenie súvislej vrstvy plastu,
- striekaním v elektrostatickom poli - „komaxitovanie“. Práškový povlak je nanášaný striekaním pomocou elektrostatickej pištole v elektrostatickom poli a následne sa vypaľuje.
- striekaním v elektrickom poli - v špeciálne upravenej striekacej pištoli dostáva prúdiaci prášok elektrický náboj a po siločiarach elektrického poľa je priťahovaný na uzemnený predmet. Prášok priľne k predmetu vplyvom elektrického náboja, potom môže byť prepravovaný do vypaľovacej komory, kde sa prášok nataví a zleje do súvislej vrstvy.
- žiarovým striekaním – používajú sa trysky, kde je obmedzený priamy kontakt plameňa s plastovými časticami a strieka sa pri nižších teplotách nosného prostredia tak, že natavujú sa iba povrchové vrstvy častíc. Celkové dotavenie a zliatie povlaku nastáva účinkom tepla predohriateho predmetu a vplyvom plameňa pištole.
c) Povlaky pre dočasnú ochranu
Dočasná protikorózna ochrana je ochrana proti atmosférickej korózii ako nechránených kovových povrchov výrobkov či zariadení (tzn. povrchov bez trvalej, protikoróznej ochrany náterovými systémami, alebo galvanicky pokovovanými), tak povrchov s trvalými protikoróznymi ochranami po dobu ich skladovania či prepravy od výrobcu k užívateľovi. Dočasná protikorózna ochrana zabezpečuje výrobky pred koróznym poškodením iba po určité obdobie, než dôjde k vlastnému používaniu výrobkov, t.j. v priebehu ich skladovania a prepravy.Kritériom pre výber prostriedkov dočasnej ochrany je požadovaná doba ochrany, ktorá môže byť:
- medzioperačná (do jedného mesiaca),
- krátkodobá (do šiestich mesiacov),
- strednodobá (max. do 2 rokov),
- dlhodobá (až do 10 rokov – špeciálne prípady: vojenská technika, technika pre prípady katastrof a pod.).
ГАЗОВЕ ЗВАРЮВАННЯ
Газове зварювання (за способом 311) - це зварювання плавленням, при якому джерелом тепла для плавлення зварюваного матеріалу і присадочного матеріалу є полум'я, в якому горить суміш горючого газу і газу, що підтримує горіння.
Гази, що використовуються для зварювання
а) горючі гази
b) гази, що підтримують горіння
Легкозаймисті (горючі) гази - це гази, які горять у присутності повітря або кисню. Крім водню та оксиду вуглецю, горючими газами є вуглеводні, найвідоміші з яких представлені в таблиці 4.1.
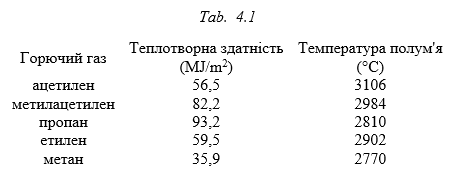
Ацетилен(C2H2) — горючий вуглеводневий газ із характерним запахом. Це безбарвний, неотруйний газ, легший за повітря. На практиці цей газ найчастіше використовують для зварювання, через найвищу температуру полум'я. З киснем і повітрям утворює вибухову суміш у широкому діапазоні концентрацій. Його температура спалаху становить 305°C. Його отримують шляхом розкладання карбіду кальцію під дією води в проявниках. Молекула ацетилену не дуже стабільна. У разі пожежі або удару тиску він розкладається на вуглець і водень. Зростання об'єму при розкладанні призводить до вибухової реакції з можливими руйнівними наслідками.
Він поставляється розчиненим в ацетоні в пляшках як кисень. На відміну від кисню, балони не порожні всередині, а наповнені пористою речовиною, яка зупиняє можливе розкладання ацетилену. У 40-літрову пляшку додають 18 кг ацетону або диметилформаміду, які служать розчинником. Пляшки наповнюють під тиском 1,8 МПа. Максимальний робочий тиск ацетилену може становити 150 кПа.
Гази, що підтримують горіння, це повітря і кисень
Повітря являє собою суміш азоту, кисню, інертних газів і вуглекислого газу. Основними компонентами є азот (78%) і кисень (21%). Температура полум'я суміші горючого газу і повітря недостатня для зварювання, але вона широко використовується при пайці і нагріванні матеріалів.
Кисень O2 є безбарвним, без смаку і запаху, нетоксичним газом, що підтримує горіння. Його отримують шляхом поділу зрідженого повітря за допомогою низькотемпературної ректифікації та електролізу води. Кисень зріджується при температурі -183 °C. Він переходить у твердий стан при -218,9 °C.
Найважливішою властивістю кисню є його реакційна здатність. Є кілька елементів, з якими кисень не зв'язується. У збагаченому киснем середовищі процеси окислення і горіння відбуваються значно швидше, ніж на повітрі. Через сильний окислювальний ефект він не повинен контактувати з жирами органічного походження. Радикальне окислення жирів може призвести до їх займання і вибуху. Поставляється в газоподібному або рідкому вигляді. У газі подається в сталевих балонах об'ємом 6 м3 під тиском 15 МПа.
Процес газового зварювання
Під час зварювання основний (зварюваний) матеріал і додатковий матеріал повинні бути розплавлені теплом. Необхідне тепло для зварювання виробляється спалюванням горючого газу (ацетилену) з киснем.
У полум'ї відбуваються наступні екзотермічні первинні та вторинні хімічні реакції.
Первинне горіння суміші ацетилену і кисню
C2H2 + O2 = 2CO + H2 + 21134,2 kJ.m-3 (4.4)
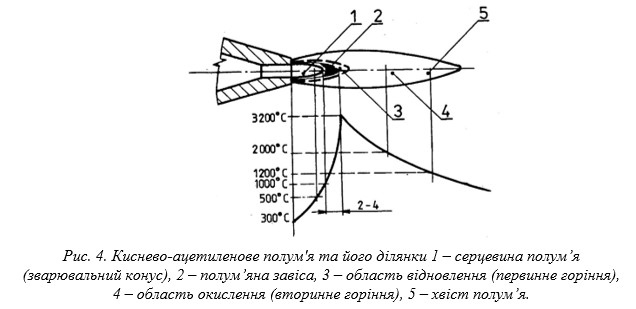
Первинна фаза горіння - т. зв неповне згоряння. Він проходить навколо поверхні конічної серцевини полум’я. На відстані до 10 мм від верхньої частини серцевини є зона полум’я з негативним редукційним впливом на зварювальну ванну. Ця зона редукції захищає зварювальну ванну від атмосферного кисню.
Вторинні хімічні реакції з навколишнім середовищем, які створюють зовнішню область полум’я:
CO + ½ O2 + 2N2 = CO2 + 2N2 + Q (4.5)
H2 + ½ O2 + 2N2 = H2O + 2N2 + Q (4.6)
C + ½ O2 + 2N2 = CO + 2N2 + Q (4.7)
Усі ці реакції є екзотермічними.
Вторинна стадія горіння - досконале згоряння. Він оточує зону редукції полум'я. Щоб спалити відходи з цієї області, вона отримує необхідний кисень з навколишньої атмосфери. ЇЇ також називають областю окислення полум'я. Він утворює хвіст полум'я і надає окислювальну дію на зварювальну ванну.
4.5.1 Види киснево-ацетиленового полум'я
Ми поділяємо киснево-ацетиленове полум'я за двома основними аспектами:
- за співвідношенням суміші газів, або за кількістю O2 і C2H2 в суміші
- за швидкістю виходу суміші O2 і C2H2 з пальника
За співвідношенням суміші газів:
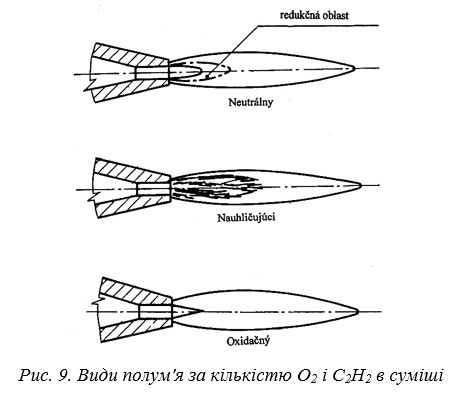
Нейтральне полум'я - має співвідношення газів O2:C2H2 1-1,2: 1. Зварювальний конус різко виражений із закругленим кінцем. Найбільш поширене його застосування для звичайного зварювання. Не змінює хімічний склад наплавленого металу.
Редукційне (цементаційне) полум'я - при надлишку ацетилену зварювальний конус покривається білою вуалю. Довжина вуалі залежить від надлишку ацетилену. Полум'я цементує наплавлений метал. Зварний шов крихкий, твердий і пористий. Застосовується для зварювання алюмінію, магнію та їх сплавів, також використовується для зварювання твердих металів і для цементування.
Окислювальне полум'я - при надлишку кисню зварювальний конус коротший і при надлишку кисню забарвлюється в синьо-фіолетовий колір. Надлишок кисню вже спалює CO до вуглекислого газу, а область редукції звужується, доки вона повністю не зникне, і полум’я стає окислювальним. Застосовується для зварювання латуні і деяких видів бронзи.
За швидкістю виходу полум'я:
Мяке - вихідна швидкість 70 – 100 м.с-1, нестабільне, схильне до збивання, використовується мінімально.
Середнє - вихідна швидкість 100 – 120 м.с-1, стабільне, має достатній динамічний ефект, гарантує хорошу якість зварювання та достатню продуктивність.
Гостре - вихідна швидкість > 120 м.с-1, має великий динамічний вплив полум'я на зварювальну ванну і на збільшення теплового впливу. Вища продуктивність зварювання відбувається за рахунок якості зварювання.
4.5.2 Способи газового зварювання
За способом направлення пальника і додаткового матеріалу в залежності від напрямку зварювання розрізняють:
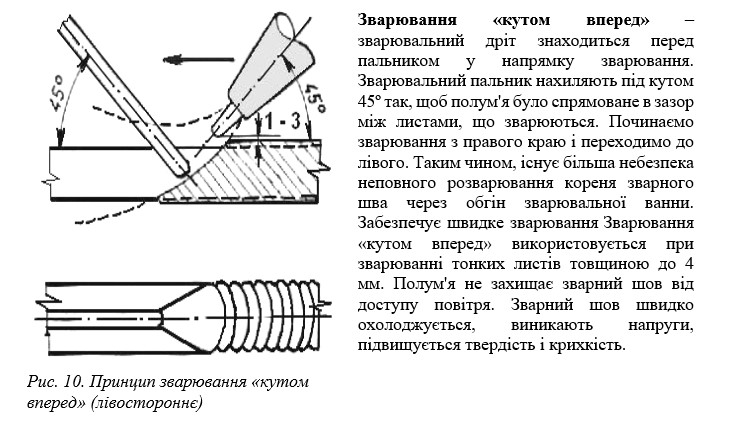
- Зварювання «кутом вперед» (лівостороннє) obr. 10
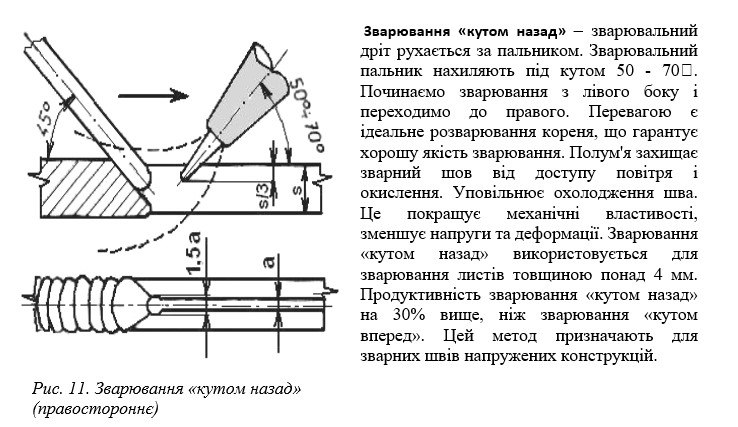
- Зварювання «кутом назад» (правостороннє) obr. 11
Підготовка зварних поверхонь до газового зварювання
На якість зварних з'єднань істотно впливає також попередня обробка зварних поверхонь. Підготовка передбачає очищення поверхні в місці зварювання та відповідну обробку зварних поверхонь залежно від товщини матеріалу. Очищення зварних поверхонь проводять механічним і хімічним методами.
Підготовка зварних поверхонь передбачена стандартом STN EN ISO 9692-1.
Додаткові матеріали для газового зварювання визначаються згідно з STN EN 12536
Для газового зварювання використовуються додаткові матеріали у вигляді дроту, що поставляється в метрових бухтах або прутків діаметром ø 1,6; 2; 2,5; 3.15; 4; 5, 6 і 8 мм.
Діаметр додаткового дроту залежить від товщини основного матеріалу, що зварюється.
Додатковий матеріал вказано напр. : дріт EN 12536 – O III
O = позначення дроту для газового зварювання
III = символ хімічного складу дроту / від I до VI /










Mäsiarska 74
040 01 Košice - staré mesto
Slovenská republika
Kontakt
Katedra technológií, materiálov a počítačovej podpory výroby
Ústav technologického a materiálového inžinierstva
Strojnícka fakulta
Technická univerzita v Košiciach
Vedúci katedry a riaditel ústavu: prof. Ing. Emil Spišák, CSc.
tel.: 055/602 3502
e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.
Sekretariát: Ing. Eva Krupárová
tel.: 055/602 3502
e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.
https://www.facebook.com/KatPPT
