


ЗВАРЮВАННЯ ПЛАВКИМ ЕЛЕКТРОДОМ В АТМОСФЕРІ ЗАХИСНОГО ГАЗУ
Зварювання плавким електродом в атмосфері захисного газу або технологія, що позначається абревіатурами (MIG - Metal Inert Gas,) / (MAG - Metal Active Gas), або (GMAW - газове дугове зварювання) і на кресленнях згідно з STN EN ISO 4063 як метод 131, або 135 та для трубчастих дротів 136 є технологією зварювання плавленням. Електрична дуга горить між кінцем безперервного електрода, що плавиться, і основним матеріалом у захисній атмосфері інертного газу, або активного газу. (Рис. 13).
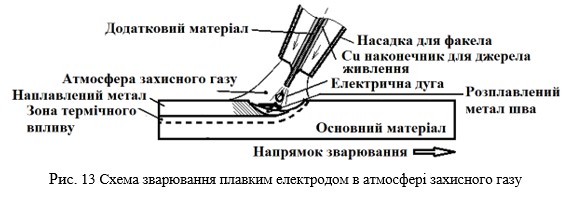
В електричній дузі в першу чергу відбувається іонізація парів металу з основного і додаткового матеріалу і, у другу чергу, дисоціація та іонізація захисних газів.
Металургія MIG/MAG зварювання
Вид використовуваної захисної газової атмосфери істотно впливає на якість зварних з'єднань і металургійних процесів при зварюванні. Якщо в методі MIG в зоні зварювання є інертна атмосфера, яка не бере участі в металургійних (окисно-відновних) процесах, а газ виконує виняткову функцію захисту металу шва від негативного впливу навколишньої атмосфери, то в MAG зварюванні газ бере активну участь у металургійних процесах зварювання. Активним газом, що використовується в методі MAG, є CO2, який має найсильніший окислювальний ефект.
Вуглекислий газ дисоціює в області високих температур, при цьому передбачається наявність вільних атомів кисню. Ступінь дисоціації залежить від температури. Повна дисоціація відбувається при температурі 6500º К. Газ, який контактує з краплями розплавленого металу, має нижчу температуру, тому відбувається лише часткова дисоціація. Вільний кисень реагує з краплями розплавленого металу, виділяючи тепло. У зоні дуги також є волога, яка викликає утворення водяної пари.
У рідкому металі процеси окислення в електричній дузі протікають інтенсивніше, ніж у розплавленому металі шва. Під час цих процесів елементи спалюються відповідно до їх спорідненості до кисню. Залежно від спорідненості до кисню хімічні елементи в присадках можна поділити на активні та стабільні. Активними (швидкореагуючими) є C, Zr, Ti, Al, V, Si, Mn. Стійкі (повільно реагують) Cr, Fe, Mo, Ni, Cu.
Швидкість затвердіння наплавленого металу повинна дозволяти CO виходити з розплавленого зварювального металу. До додаткових матеріалів додають розкислювачі Mn, Si та Al, що забезпечує дрібнозернисту структуру, особливо при зварюванні дрібнозернистих сталей.
Під час зварювання MAG у чистому CO2 вигорає до 50% початкового вмісту таких елементів, як Zr, Ti, Al.
Параметри зварювання MIG/MAG
Зварювальний струм - при зварюванні використовується постійний струм. Зі збільшенням струму збільшується глибина зварного шва, висота шва, ширина валика і коефіцієнт плавлення. Змінний струм використовується для зварювання Al і його сплавів, де застосовується очищаюча дія струму. Величина зварювального струму прямо пропорційна швидкості плавлення дроту.
Полярність Під час зварювання в захисній атмосфері MIG, MAG використовується непряма полярність (+ полюс на зварювальному дроті). При прямій полярності (- полюс на зварювальному дроті) менший є витік, більше розбризкування і менша стабільність електричної дуги, яка непридатна для зварювання.
Напруга дуги - зі збільшенням дуги збільшується довжина дуги та ефект оточуючих газів на стовп дуги та на анодну пляму. Інтенсифікуються хімічні реакції та частота капання. Зі збільшенням напруги дуги кількість домішок у зварювальній ванні також збільшується, зварний шов стає меншим, валик ширшим, а коефіцієнт плавлення зменшується. Низька напруга дуги викликає підвищення переходу зварного шва до основного матеріалу.
Швидкість зварювання - впливає на форму кратера у зварювальній ванні, напругу, деформації та ширину зварювального валика. При ручному зварюванні швидкість зварювання знаходиться в межах від 100 до 600 мм.хв-1, при автоматизованому способі до 1200 мм.хв-1.
Відстань зварювального дроту - це відстань дроту від його виходу з контактної клеми до дуги. Різкі зміни розташування електродів під час зварювання негативно впливають на стабільність процесу зварювання. Великий виступ дроту негативно впливає на ефективність захисної газової атмосфери. Невелике подовження дроту викликає перегрів і забруднення сопла пальника бризками металу шва.
Відстань сопла пальника (газового сопла) при зварюванні знаходиться в межах від 15 до 25 мм.
Кут нахилу, який становить вісь пальника з напрямком руху пальника.
Кут відхилення площини рухомого факела від вертикальної площини.
Захисний газ складається з багатоатомних молекул, які охолоджують дугу. У безпосередній близькості від нього відбувається дислокація молекул на атоми, і для цього потрібна велика кількість тепла, яке відбирається від дуги. Тип захисного газу впливає на форму та розміри зварного шва. Потік газу повинен бути ламінарним (не турбулентним), щоб не засмоктувати повітря в захисну атмосферу. Зі збільшенням швидкості потоку коефіцієнт плавлення зменшується. Захисні гази для зварювання класифікуються відповідно до STN EN ISO 14175.
Поверхня зварюваного матеріалу вимагає такої ж чистоти, як і при інших технологіях зварювання. Поверхні зварних швів готують шляхом механічної обробки металу. Форма та розміри зварних поверхонь, залежно від товщини зварних швів, встановлені стандартом STN EN ISO 9692-1.
При ручному зварюванні, як і при зварюванні полум’ям, використовується лівостороннє зварювання (вперед), якщо кут нахилу пальника перевищує 90º, і правостороннє зварювання (назад), якщо кут нахилу пальника менше 90º. , підходить для зварювання тонких листів короткою дугою в горизонтальному положенні зверху (PA - STN ISO 6947). Для довгої дуги застосовуються обидва способи зварювання.
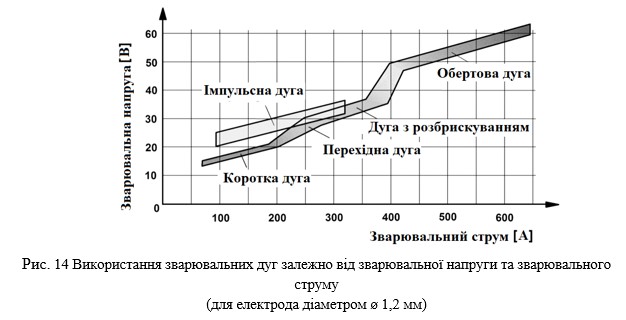
За рахунок зміни зварювального струму і зварювальної напруги відбувається зміна зварювальної дуги, а також перенесення розплавленого присадочного матеріалу. який представлений на рис. 14. Передача металу залежить від зварювального струму, густоти струму, напруги дуги, роду зварювального струму, полярності, типу та діаметра електрода та виду захисного газу.
Тип зварювальної дуги залежить від типу використовуваного захисного газу, товщини зварюваного листа та положення зварного шва.
Перенесення металу при зварюванні постійним струмом з непрямою полярністю може бути:
- - Перенесенням короткого замикання - (так звана передача зануренням), або передача короткої дуги відбувається при зварювальній напрузі від 14 до 20 V. Використовується для зварювання тонких листів, зварювання в положеннях і зварювання кореня. Перехід матеріалу відбувається при короткому замиканні по дузі довжиною прибл. 3 мм з невеликими бризками. Розділення металевих крапель відбувається в т.зв щипковим ефектом.
- - Перенесенням напівкороткого замикання відбувається при зварювальній напрузі від 18 до 28 V. Більш висока тепловіддача дуги забезпечує більшу зварювальну ванну і краще формування зварного шва в порівнянні з передачею короткого замикання.
- Перенесенням вільного прольоту (так звана передача без короткого замикання) відбувається при зварювальній напрузі від 25 до 35 V з довжиною дуги прибл. 6 мм. Розміри і частота крапель плавленого додаткового матреіалу залежать від величини зварювального струму, хімічного складу матеріалу, захисного газу і діаметра
- електрода. Перенесення у вільному польоті поділяють, залежно від щільності струму, на:
- краплинний перенос металу, що відбувається при густині струму, нижчій за граничну густину струму внаслідок дії сил гравітації. Використовується для зварювання листів алюмінію та його сплавів великої товщини в атмосфері інертного газу.
- комбінований краплинно-розбрискувальний перенос відбувається при граничних значеннях густини струму. Це найбільш часто використовуваний тип трансмісії при зварюванні сталевих листів.
- передача розбрискуванням відбувається при високій щільності струму за рахунок дії електромагнітних сил. Перенесення металу відбувається з великою швидкістю крапель невеликих розмірів. Він підходить для зварювання більшої товщини в захисній атмосфері змішаних газів і Ar. Це непрактично в захисній атмосфері CO2.
- передача імпульсом відбувається пульсуючим струмом. При змінному основному та імпульсному струмі. Розмір крапель залежить від частоти, яка знаходиться в діапазоні від 25 до 300 Гц. Перевагою його використання є висока стабільність горіння дуги, дрібне розбризкування. Він придатний для зварювання тонких листів, зварювання в позиціях і кореневих зварних швів. Використання імпульсної дуги в захисній атмосфері CO2 неможливе.
- - перенесення металу по обертовій дузі (також відоме як T.I.M.E. відбувається при використанні великих зварювальних струмів (понад 450 А) і зварювальної напруги понад 48 V. Характеризується високою продуктивністю плавлення. Застосовується при зварюванні матеріалів великої товщини. і зварювання в захисній атмосфері змішаних газів з гелієм.
Зварювальне обладнання для зварювання плавким електродом в атмосфері захисного газу складається з джерела зварювального струму, яким є випрямлячі та інвертори, що подають постійний струм або трансформатори змінного струму. З конструктивної точки зору вони можуть бути обертовими і необертовими. Для механізованих способів зварювання ділянка має вольт-амперну характеристику. Пристрій складається з резервуара додаткового матеріалу, де додатковий матеріал намотується на змійовик, сталевих балонів під тиском із захисним газом, регулюючих клапанів, механізму подачі додаткового матеріалу, блоку управління, що забезпечує робочий цикл, блоку охолодження, що забезпечує охолодження зварювального пальника (газовий, водяний), зварювального пальника, зварювальних дротів, шлангу для подачі газу та охолоджувального середовища до пальника.
Додаткові матеріали для зварювання
Зварювальні дроти для зварювання в захисних атмосферах поставляються намотаними в бухтах від 1 до 50 кг. З точки зору обробки поверхні, необхідно, щоб зварювальний дріт не мав іржі, жиру і не був пошкоджений, що могло б викликати зменшення якості в процесі зварювання. Суцільні дроти поставляються діаметрами f 0,6; 0,8; 1; 1.2; 1,4; 1,6; 1,8; 2,0; 2.2; 2,4 мм. При зварюванні в атмосфері захисних газів все ширше застосовуються трубчасті дроти, що дозволяє підвищити продуктивність зварювання, поліпшити формування шва, а шар шлаку на поверхні шва уповільнює його охолодження. Додаткові матеріали для зварювання в захисній атмосфері стандартизовані відповідно до STN EN ISO 14341.
Технологія зварювання в захисних газових середовищах плавленим електродом широко використовується в машинобудуванні. Це автоматизований спосіб зварювання, перевагою якого є безперервність процесу зварювання завдяки намотаним на котушки додатковим матеріалам, що забезпечує його автоматизацію та високу якість зварних швів. Дозволяє зварювати тонкий і товстий лист нелегованої, а також високолегованої сталі, в тому числі кольорових металів.










