Konverzné povlaky
Konverzné povlaky vznikajú reakciou kovového povrchu s prostredím, v ktorom sa kov počas povrchovej úpravy nachádza. Upravovaný kov sa teda zúčastňuje chemickej reakcie, a z toho vyplýva aj zloženie príslušného konverzného povlaku. Takýto povlak obsahuje aj chemické zlúčeniny, ktoré vznikli z upravovaného kovu a jednej alebo viacerých zložiek použitého kúpeľa. Konverzné povlaky sa vyznačujú pomerme veľkým elektrickým odporom, čo sa využíva najmä v protikoróznej ochrane kovových povrchov. Konverzné povlaky sa ďalej vyznačujú vysokou priľnavosťou k základnému kovu a nerozpustnosťou vo vode a iných rozpúšťadlách.
1.2 Fosfátovanie
Fosfátovanie je chemický proces, pri ktorom ponorením alebo postrekom vzniká z roztokov kyseliny fosforečnej alebo fosforečnanov kovov na kovovom povrchu tenká, jemne kryštalická vrstva nerozpustných fosforečnanov kovov. Pretože vrstvy sú značne pórovité, a teda nasiakavé, plnia rad funkcií:
- vytvárajú protikoróznu ochranu kovových súčiastok,
- zlepšujú priľnavosť náterovej látky k povrchu kovu a zabraňujú podhrdzaveniu náteru,
- zmenšujú trecie sily,
- zlepšujú priľnavosť mazadla,
- slúžia ako elektroizolačná vrstva.
Fosfátovacie roztoky sú v podstate dihydrogénfosforečnany, obr. 1:
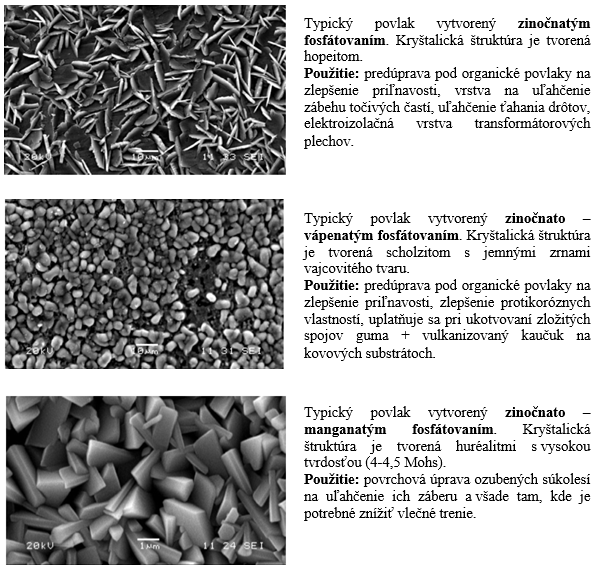
- zinočnaté
- mangánaté
- vápenato-zinočnaté
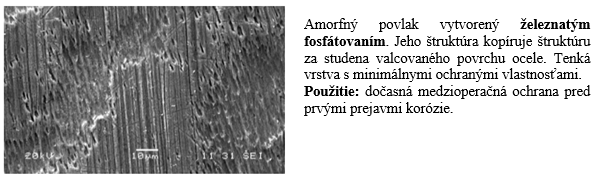
- železnaté
- vápenaté
Fosfátovací prípravok na báze fosforečnanu zinočnatého obsahuje ako základnú látku voľnú kyselinu fosforečnú H3PO4 a dihydrogénfosforečnan zinočnatý Zn(H2PO4), ktorý je v rovnováhe s hydrogénfosforečnanom a fosforečnanom, ako aj s kyselinou fosforečnou. Vytvorenie kvalitného fosfátového povlaku vyžaduje zabezpečenie čistého kovového povrchu dokonalým odmastením, odstránením korózych produktov, okovín a iných nečistôt z upravovaného povrchu. Fosfátovacie prostriedky sa aplikujú buď ponorovým procesom alebo postrekom. Kvalita fosfátových povlakov sa vyjadruje ako plošná hmotnosť povlaku (g.m-2). Povlaky s malou plošnou hmotnosťou (0,3 až 6 g.m-2) sa používajú na úpravu povrchu pod nátery a povlaky s veľkou plošnou hmotnosťou (6 až 30 g.m-2) majú veľmi dobrú odolnosť proti korózii.
12.10.2 Chromátovanie
Chromátové vrstvy sa vytvárajú oxidačno - redukčnými procesmi na povrchu neželezných kovov, najmä zinku, kadmia, hliníka, horčíka, medi, mosadze, cínu, striebra z roztokov zlúčenín šesťmocného chrómu. Vrstva je amorfná a obsahuje komplexy trojmocného a šesťmocného chrómu. Chromátovanie sa používa ako ochranná a dekoratívna úprava, alebo sa ním vytvára medzivrstva pod nanášané nátery.
Chromátovú vrstvu predstavuje zložitá sústava chromátov chrómu a chrómanu zinočnatého. Uvedené reakcie sú sprevádzané zvyšovaním pH roztoku v blízkosti povrchu zinku, čo spôsobuje vznik ťažko rozpustných hydroxidov zinku, trojmocného chrómu a ich solí. Tieto zlúčeniny zapĺňajú póry chromátovej vrstvy, v dôsledku čoho vzniká na povrchu zinku bariérová vrstva, ktorá chráni povrch zinku pred koróziou. Na kvalitu chromátovej vrstvy má okrem zloženia roztoku a pracovných podmienok chromátovania vplyv tiež teplota sušenia chromátovej vrstvy, ktorá nesmie prekročiť 60 až 70°C.
Zatiaľ čo predtým sa používali chromátovacie roztoky s relatívne vysokou koncentráciou CrCO3 alebo chrómanov - 100 g.l-1, dnes sa používajú prípravky, ktoré majú nízke koncentrácie Cr03 1 až 10 g.l-1. Chromátovanie sa realizuje pri teplote okolia, čas sa pohybuje od 1 do 5 min. Väčšina v súčasnosti používaných chromátovacích roztokov na báze chrómu je zložená zo zmesi Cr3+ a Cr6+, kyseliny dusičnej, niektorých inhibítorov korózie a tiež prísad, ktoré zlepšujú štruktúru chromátových vrstiev. Farba chromátovej vrstvy závisí od chemického zloženia roztoku a môže sa meniť od svetlomodrej cez olivovú až po čiernu. Farebné chromátové vrstvy (zložené predovšetkým zo zmesi solí a hydroxidov Cr3+ a Cr6+) majú oveľa lepšie ochranné vlastnosti ako bezfarebné alebo svetlomodré chromátové vrstvy, ktorých základom sú hydroxidy Cr3+ a zinku. Z environmentálneho hľadiska sú najprijateľnejšie chromátovacie roztoky, ktoré obsahujú chróm len vo forme Cr3+. V poslednom období sa začínajú používať kombinované ochranné vrstvy - chromát a polymér (acetáty, mikromnožstvá polyoxietylénalkylfenolov a organosilikátov).
1.3 Eloxované povlaky
Medzi najvýznamnejšie povrchové úpravy hliníka a jeho zliatin patrí anodická oxidácia (eloxovanie). Eloxované povlaky vynikajú vysokou koróznou odolnosťou, značnou tvrdosťou a oteruvzdomosťou. Sú veľmi dobrými elektrickými izolátormi. Eloxované povlaky hliníka a jeho zliatin sa využívajú v architektúre, v automobilovom priemysle, v doprave, v elektrotechnike, ale aj na výrobky dennej potreby.
Pri anodickej oxidácii sa vytvára na povrchu hliníka vo vhodných kúpeľoch povlak oxidu hlinitého pôsobením jednosmerného alebo striedavého prúdu. Upravovaný predmet je upevnený na závesoch ako anódy, katódy tvorí hliník, olovo, titán alebo nehrdzavejúca oceľ.
Zjednodušene možno reakčný mechanizmus tvorby anodického povlaku v kúpeli s kyselinou sírovou opísať týmito reakciami:
Anóda: 2 Al + 3 SO42- + 3 H2O - 6 e- → Al2O3 + 3 H2SO4
Al2O3 + 3 H2SO4 → Al2(SO4)3 + 3 H2O
Katóda: 2 H3O+ + 2 e- → H2 + 2 H2O
Reakcia Al2O3 + 3 H2SO4 → Al2(SO4)3 + 3 H2O je nežiaduca, pretože rozpúšťa vytvorený oxid hlinitý a zároveň viaže voľnú kyselinu sírovú, čím sa znižuje vodivosť oxidačného kúpeľa. Spätné rozpúšťanie vytvoreného povlaku prebieha tým rýchlejšie, čím je vyššia teplota a koncentrácia kyseliny v elektrolyte. Dobré chladenie a miešanie kúpeľa významne potláča rozpúšťanie vytvoreného povlaku. Pri bežnej anodickej oxidácii v kyseline sírovej a pri použití jednosmerného prúdu je zvyčajná anódová prúdová hustota jA = 1 až 1,5 A.dm-2, teplota 18 až 20°C a počas 40 až 60 min sa dosiahne hrúbka povlakov 10 až 20 μm. Tvrdé anodické povlaky vznikajú v chladených a intenzívne miešaných kúpeľoch. Pracovná teplota je -5 až +5°C, anódová prúdová hustota jA = 2,5 až 5 A.dm-2. Ich hrúbka býva 30 až 75 μm.
Okrem kyseliny sírovej sa používajú na anodickú oxidáciu aj iné kúpele, a to roztoky obsahujúce kyselinu šťaveľovú, fosforečnú, a roztoky, ktoré obsahujú oxid chrómový.
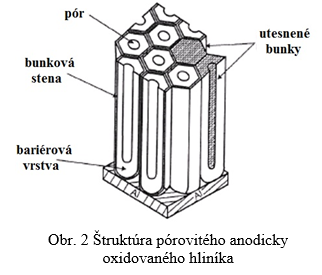
Štruktúru anodicky oxidovanej vrstvy Al2O3 tvorí bezpórovitá veľmi tenká bariérová vrstva na rozhraní s kovom a vonkajšia podstatne hrubšia pórovitá časť povlaku. Často sa vychádza z predstavy o pravidelnej štruktúre vrstiev, ktoré pozostávajú z hexagonálnych buniek, ktorých stredom prechádzajú póry (obr. 2). Priemer pórov závisí od druhu použitého elektrolytu, hrúbka vrstvy od použitého napätia pri oxidácii.
Oxidová vrstva hliníka, vytvorená anodickou oxidáciou, sa môže ďalej vyfarbovať jednou z troch metód, ktoré sa odlišujú charakterom vyfarbujúcej látky a jej polohou v oxidovom filme.
Adsorpčné vyfarbovanie, pri ktorom organické farbivá alebo anorganické pigmenty vstupujú do otvorov pórov v oxidovom povlaku a sú adsorbované v oblasti susediacej s povrchom oxidového povlaku.
Elektrolytické integrálne vyfarbovanie spočíva v tom, že povrch hliníka je súčasne eloxovaný i vyfarbovaný. Farebný efekt sa dosiahne v dôsledku špeciálnej mikroštruktúry Al2O3 a superpozíciou jemných častíc zabudovaných priamo vo vnútri oxidovej vrstvy.
Elektrolytické vyfarbovanie, pri ktorom sa najprv v prvom stupni vytvorí oxidový film. V druhom stupni sa koloidné čiastočky kovu ireverzibilne ukladajú na dne pórov oxidového filmu pôsobením striedavého prúdu na roztok soli príslušného kovu. Podobne ako pri integrálnych farebných povlakoch, farebnosť sa dosiahne rozptylom svetla na kovových čiastočkách. Tento spôsob vyfarbovania anodicky oxidovaného hliníka našiel svoje uplatnenie vo výrobe selektívnych vrstiev pre solárne kolektory.
Utesňovanie pórov
Anodickou oxidáciou vytvorená pórovitá vrstva na hliníku a jeho zliatinách má veľký špecifický povrch. Ak sa tieto póry nezaplnia (napr. vyfarbovaním) alebo neuzavrú, potom bude mať anodicky oxidovaný povlak menšiu koróznu odolnosť a vyššiu navlhavosť. Medzi používané spôsoby utesňovania eloxovaného hliníka patrí napr. utesňovanie horúcou destilovanou alebo deionizovanou vodou (hydro termálny spôsob), vodnou parou, organickými roztokmi, anorganickými pigmentami alebo studeným utesňovaním v roztokoch, ktoré obsahujú katióny Ni2+ a anióny F-. Novou metódou je uzatváranie pórov metódou sól-gél.