


Smalty
Sú to povlaky na báze silikátových skie, ktoré sa aplikujú na ochranu kovových materiálov. Nanášajú sa väčšinou vo forme vodných suspenzií sklovitých fáz (mokré smaltovanie), alebo vo forme prášku. Pri následnom vypaľovaní vznikne súvislý sklovitý povlak, ktorý je prostredníctvom adhéznej medzivrstvy pevne spojený s podkladom.
Základom štruktúry smaltu je sklo, čo je amorfná pevná látka, ktorá vzniká spravidla stuhnutím taveniny bez kryštalizácie. Na rozdiel od kryštalických látok (napr. keramiky) štruktúra skla nemá pravidelné usporiadanie na dlhšie vzdialenosti. Sklo vznikne ochladzovaním východiskovej látky z kvapalného stavu takou rýchlosťou, že sa nestihne vytvoriť pravidelná štruktúrna mriežka.
Sklo sa dá vytvoriť z rôznych anorganických i organických látok:
prvky: S, Se, Te, P
oxidy: B2O3, SiO2, GeO2, P2O5, As2O3 a ďalšie
boridy, kremičitany: Na2B4O7, Na2Si2O5 a iné
iné zlúčeniny: BeF2, AlF3, ZnCl2 a iné.
1.1 Druhy smaltových povlakov
Základnou zložkou na prípravu smaltového povlaku je smaltárska frita (brečka). Je to sklovitý anorganický materiál, ktorý vzniká tavením zmesi smaltárskych surovín a prudkým ochladením. Ochladenie sa realizuje odliatím taveniny do vody, alebo medzi valce chladené vodou. Chemické zloženie frity ovplyvňuje väčšinu vlastností smaltového povlaku.
Z hľadiska vrstiev sa smalty delia na:
- základné,
- krycie,
- jednovrstvové
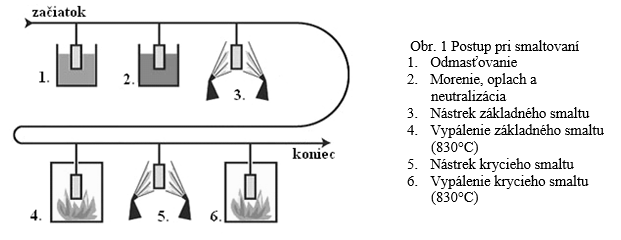
Úlohou základných smaltov je vytvoriť adhéznu medzivrstvu medzi kovom a vrchným smaltovým povlakom. Základný smalt nie je možné použiť ako funkčný povlak. Po nanesení a vypálení základného smaltu sa naňho nanesie krycí smalt a opäť sa vypáli, obr. 1.
Krycí smalt je funkčný povlak, ktorý je nositeľom požadovaných vlastností povlaku. Podľa vzhľadových vlastností krycie smalty môžu byť:
- zakalené, biele alebo farebné,
- polotransparentné,
- transparentné.
Jednovrstvové smalty sú špeciálnym typom základných alebo krycích smaltov, u ktorých je zloženie frity upravené tak, aby pri nanášaní priamo na oceľový plech bola zaistená dostatočná adhézia ku kovu a požadované funkčné vlastnosti zodpovedali požiadavkám na povlak.
Rozdelenie smaltov podľa spôsobu nanášania:
- smalty nanášané mokrou cestou, t.j. ponorením výrobku do frity, ktorá sa po nanesení suší a potom vypaľuje,
- smalty vo forme práškovej frity nanášané v elektrickom poli vysokého napätia, následne sa bez sušenia sa vypáli,
- smalty pre elektroforézne nanášanie, kedy sa vrstva smaltu nanesie galvanickou cestou z vodného roztoku.
Adhézia základného smaltu na oceľovom plechu súvisí s tvorbou oxidov železa, ktoré sprostredkujú spojenie medzi sklom a železom.
1.2 Technologický postup smaltovania
Predúprava povrchu – odmastenie, morenie.
Nanášanie smaltu:
Máčaním – používa sa pri výrobkoch menších rozmerov prevažne na aplikáciu základného smaltu. Rovnomernosť nanesenia smaltu na podklad závisí od reologických vlastností brečky.
Polievaním – sa používa najčastejšie pri aplikácii krycích smaltov, zväčša u tvarovo náročných výrobkov.
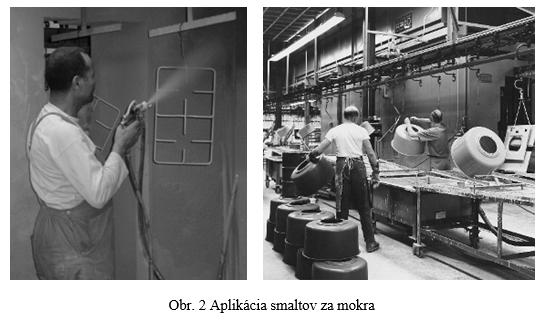
Striekaním – je rozšírená metóda nanášania smaltov predovšetkým na rozmerné a tvarovo náročné výrobky. Táto metóda sa dá dobre mechanizovať, automatizovať a robotizovať. Hlavnou nevýhodou je vysoký odpad smaltu prestrekom.
Elektroforetickým nanášaním – máčanie výrobkov, kedy elektricky nabité častice v smalte vo vodnom prostredí sa pohybujú smerom k povlakovanému výrobku s opačným nábojom. Pracuje bez strát smaltov a dosahuje sa vysoká kvalita povlakov.
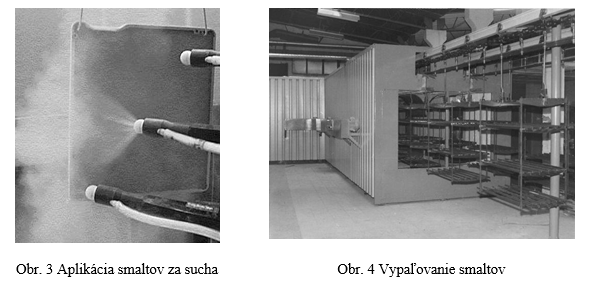
Nanášanie v elektrickom poli vysokého napätia – využíva elektrické pole, v ktorom častice smaltu získajú elektrický náboj a pohybujú sa k výrobku s opačným nábojom. Táto metóda sa masívne využíva pre suché i mokré smaltovanie.
Sušenie smaltu sa týka mokrého smaltovania. Pred vypálením sa musí vrstva smaltu vysušiť, aby počas vypaľovania nedochádzalo k masívnemu odparovaniu kvapalnej zložky smaltu a vzniku pľuzgierov. Suší sa pri teplotách 80-100°C v komorách alebo kontinuálnych sušiarňach.
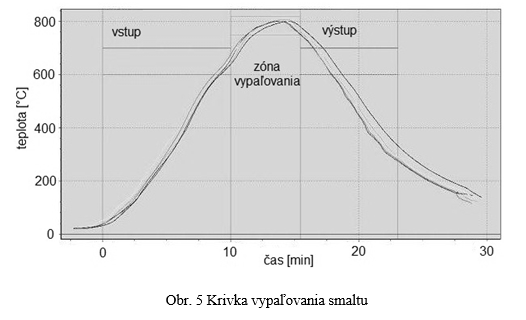
Vypaľovanie smaltu. Suchá vrstva smaltu sa vypaľuje pri teplotách 800-900°C, kedy vznikne sklovitá vrstva s dobrou priľnavosťou ku kovu.
Ukážka práce pri anášaní smaltu za mokra, za sucha, proces vypaľovania smaltu v peci a krivka vypaľovania smaltu sú uvedené na obr. 2-4.
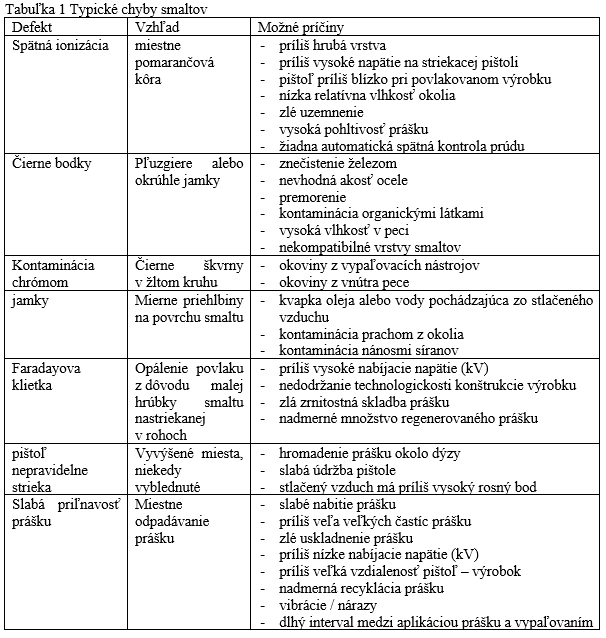
1.3 Chyby smaltových povlakov
Typické chyby vznikajúce v smaltových povlakoch sú uvedené v tab. 1.
1.3 Vlastnosti smaltových povlakov
Korózne vlastnosti
Vysoká chemická odolnosť patrí medzi základné priaznivé vlastnosti smaltov. Smaltový povlak veľmi dobre odoláva atmosferickej korózii. Výrazne vyššiu koróznu odolnosť majú smaltové povlaky, ktoré obsahujú v sklovitej fáze určitý podiel kryštalickej fázy.
Vysoká chemická odolnosť patrí medzi základné priaznivé vlastnosti smaltov. Smaltový povlak veľmi dobre odoláva atmosferickej korózii. Výrazne vyššiu koróznu odolnosť majú smaltové povlaky, ktoré obsahujú v sklovitej fáze určitý podiel kryštalickej fázy.
Tepelné vlastnosti smaltov
Tepelná vodivosť smaltov pri teplote 313 K je 0,093 – 0,114 W.m-1.K-1 a závisí na množstve pórov v povlaku. Dôležitou vlastnosťou smaltu je jeho tepelná rozťažnosť. Tepelná rozťažnosť smaltu musí byť nižšia ako rozťažnosť podkladového kovu, čím sa vylúčia ťahové napätia v smaltovom povlaku.
Bežné smalty znášajú dlhodobo teploty 400-500°C. Pre špeciálne aplikácie v energetike, leteckej a kozmickej technike sú určené žiaruvzdorné smalty, ktoré odolávajú teplotám 900-1100°C.
Mechanické vlastnosti smaltov
Väzby medzi atómami v smaltoch sú smerového charakteru (iónová, kovalentná). Podiel kryštalickej a sklovitej fázy značne ovplyvňuje mechanické vlastnosti smaltu. Veľký vplyv má aj pórovitosť povlaku. Pevnosť smaltov v ťahu je 70 – 90 MPa a je podstatne nižšia ako pevnosť v tlaku, ktorá je 700-1300 MPa. Tvrdosť smaltov zodpovedá minerálom podľa Mohsovej stupnice 5 - 7. Z tvrdosti smaltu vyplýva jeho značná odolnosť voči abrazívnemu opotrebeniu.
Smalty sú charakteristické nízkou lomovou húževnatosťou. Odolnosť voči mechanickým rázom sa stanovuje ako kinetická energia, pri pôsobení ktorej smalt ešte ostane celistvý.
1.4 Podkladové materiály pre smaltovanie a požiadavky na ich vlastnosti
Najčastejšie sa smaltujú:
- oceľové plechy
- sivá liatina
- neželezné kovy (hliník, meď)
Oceľové plechy.
Bežná oceľ na smaltovanie patrí k podeutektoidným nízkouhlíkovým oceliam. Zvláštna pozornosť sa venuje uhlíku, lebo pri vypaľovaní smaltu na fázovom rozhraní kov – smalt prebiehajú reakcie, pri ktorých vznikajú plynné produkty (H2, CO, CO2, CH4), ktoré spôsobujú chyby povlaku. Uhlík tiež znižuje teplotu alotropickej premeny železa, čím dochádza k objemovým zmenám a deformácii výrobkov. Preto by obsah uhlíka v oceli určenej na smaltovanie nemal prekročiť hodnotu 0,1 %, obsah Mn do 0,35 %, Si do 0,1-0,2 %, P do 0,3-0,4 %, S do 0,03-0,04 %, Al do 0,008-0,01 %, Cu 0,01 %. Na smaltovateľnosť ocelí veľmi priaznivo pôsobí nikel.
Vo feritickej štruktúre nízkouhlíkovej ocele by mal byť cementit v globulárnej forme rovnomerne rozložený v základnej matrici.
Sivá liatina. Na smaltovanie sa používa iba sivá liatina s perlitickou matricou, ktorá sa pri vypaľovaní smaltu mení na feritickú štruktúru s rovnomerne rozdeleným lamelárnym grafitom. Sivá liatina musí byť bez pórov, trhlín a ďalších necelistvostí. Po otryskaní musí mať stredne drsný rovnomerný povrch.










