


Zváranie taviacou sa elektródou v ochranných atmosférach plynov
Zváranie taviacou sa elektródou v ochranných atmosférach plynov, alebo tiež technológia označovaná skratkami (MIG - Metal Inert Gas,) / (MAG - Metal Active Gas), resp. (GMAW - Gas Metal Arc Welding) a na výkresoch podľa STN EN ISO 4063 ako metóda 131, resp. 135 a pre rúrkové drôty 136 je tavnou technológiou zvárania. Elektrický oblúk horí medzi koncom kontinuálne podávanej taviacej sa elektródy a základným materiálom v ochrannej atmosfére inertného plynu, resp. aktívneho plynu. (obr. 13).
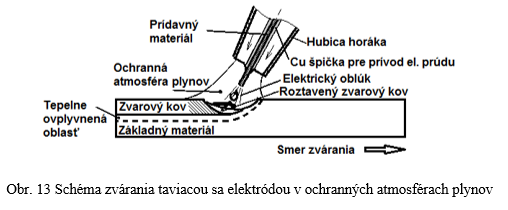
V elektrickom oblúku dochádza primárne k ionizácii kovových výparov zo základného a prídavného materiálu a až sekundárne k disociácii a ionizácii ochranných plynov.
Metalurgia zvárania MIG/MAG
Použitý druh ochrannej atmosféry plynov významnou mierou vplýva na kvalitu zvarových spojov a metalurgické deje počas zvárania. Kým pri metóde MIG sa v oblasti zvaru nachádza inertná atmosféra nepodlieľajúca sa na metalurgických (oxidačno -redukčných) procesoch a plyn plní výlučne ochrannú funkciu zvarového kovu pred negatívnym vplyvom okolitej atmosféry, pri metóde MAG sa plyn aktívne podieľa na metalurgických procesoch zvárania. Aktívnym plynom používaným pri metóde MAG je CO2, ktorý má najsilnejší oxidačný účinok.
Oxid uhličitý v oblasti vysokých teplôt disociuje, pričom sa predpokladá existencia voľných atómov kyslíka. Stupeň disociácie závisí od teploty. Úplná disociácia nastáva pri teplote 6500° K. Plyn v styku s kvapkami má nižšiu teplotu preto nastáva iba čiastočná disociácia. Voľný kyslík reaguje s kvapkami roztaveného kovu, pričom sa uvoľňuje teplo. V oblasti oblúka sa nachádza aj vlhkosť ktorá spôsobuje vznik vodných pár.
V tekutom kove prebiehajú oxidačné procesy intenzívnejšie v elektrickom oblúku ako v roztavenom zvarovom kove. Pri týchto procesoch dochádza k vypaľovaniu prvkov podľa ich afinity ku kyslíku. V závislosti od afinity ku kyslíku sa je možné chemické prvky v prídavných materiáloch rozdeliť na aktívne a stabilné. Aktívne (rýchlo reagujúce) sú C, Zr, Ti, Al, V, Si, Mn. Stabilnými (pomaly reagujúcimi) sú Cr, Fe, Mo, Ni, Cu.
Rýchlosť tuhnutia zvarového kovu by mala umožniť uniknúť CO z roztaveného zvarového kovu. Dezoxidačnými činidlami pridávanými do prídavných materiálov sú Mn, Si a Al, ktoré zabezpečuje jemnozrnnosť štruktúry najmä pri zváraní jemnozrnných ocelí.
Pri MAG zváraní v čistom CO2 dochádza až k 50% prepalu pôvodného obsahu u prvkov ako Zr, Ti, Al.
Parametre zvárania MIG/MAG
Zvárací prúd - pri zváraní sa používa jednosmerný prúd. So zvyšujúcim prúdom sa zväčšuje hĺbka prievaru, prevýšenie zvaru, šírka húsenice a súčiniteľ roztavenia. Pre zváranie Al a jeho zliatin sa používa striedavý prúd, kde sa uplatňuje čistiaci účinok prúdu. Veľkosť zváracieho prúdu je priamo úmerná rýchlosti odtavovania drôtu.
Polarita pri zváraní v ochranných atmosférach MIG, MAG sa používa nepriama polarita (+ pól na zváracom drôte). Pri priamej polarite (- pól na zváracom drôte) je menší prievar, väčší rozstrek a menšia stabilita elektrického oblúka, čo je pre zváranie nevhodné.
Napätie oblúka - pri zvyšovaní oblúka rastie dĺžka oblúka a kontrakčný účinok okolitých plynov na oblúkový stĺpec a anódovú škvrnu. Zintenzívňujú sa chemické reakcie a frekvencia odkvapkávania. So zvyšovaním napätia oblúka sa zvyšuje aj množstvo nečistôt vo zvarovom kúpeli, zvar je menší, húsenica širšia a súčiniteľ roztavenia klesá. Nízke napätie oblúka spôsobuje prevýšenie prechodu zvar - základný materiál.
Rýchlosť zvárania - vplýva na tvar kráteru vo zvarovom kúpeli, napätia, deformácie a šírku zvarovej húsenice. Pri ručnom zváraní je rýchlosť zvárania v rozsahu 100 až 600 mm.min-1, pri automatizovanom spôsobe až 1200 mm.min-1.
Vyloženie zváracieho drôtu je vzdialenosť drôtu od jeho výstupu z kontaktnej koncovky po oblúk. Náhle zmeny vyloženia elektródy počas zvárania vplývajú nepriaznivo na stabilitu zváracieho procesu. Veľké vyloženie drôtu má negatívny vplyv na efektívnosť ochrannej atmosféry plynov. Malé vyloženie drôtu spôsobuje prehrievanie a znečistenie hubice horáka rozstrekom zvarového kovu.
Vzdialenosť hubice horáka (plynovej dýzy) je pri zváraní v rozsahu 15 až 25 mm.
Uhol sklonu, ktorý zviera os horáka so smerom pohybu horáka.
Uhol odklonu, ktorý zviera rovina pohybujúceho sa horáka s vertikálnou rovinou.
Ochranný plyn sa skladá z viacatomových molekúl, ktoré oblúk ochladzujú. V jeho bezprostrednej blízkosti nastáva dislokácia molekúl na atómy a k tomu je potrebné veľké množstvo tepla, ktoré sa odoberá z oblúka. Druh ochranného plynu vplýva na tvar a rozmery zvaru. Výtok plynu má byť laminárny (nie turbulentný), aby neprisával vzduch do ochrannej atmosféry. Pri zvyšovaní prietoku klesá súčiniteľ roztavenia. Ochranné plyny pre zváranie sú klasifikované v zmysle STN EN ISO 14175.
Povrch zváraného materiálu vyžaduje rovnakú čistotu ako pri iných technológiách zvárania. Zvarové plochy sú pripravené trieskovým obrábaním. Tvar a rozmery zvarových plôch v závislosti od zváraných hrúbok predpisuje STN EN ISO 9692-1.
Pri ručnom zváraní sa tak ako pri zváraní plameňom používa ľavosmerné zváranie (dopredu), ak je uhol sklonu horáka väčší ako 90º a pravosmerné zváranie (dozadu), kde uhol sklonu horáka je menší ako 90º, vhodné pre zváranie tenkých plechov krátkym oblúkom vo vodorovnej polohe zhora (PA - STN ISO 6947). Pri dlhom oblúku sa aplikujú oba spôsoby zvárania.
Zmenou zváracieho prúdu a zváracieho napätia dochádza k zmene zváracieho oblúka, tiež prenosu roztaveného prídavného materiálu. čo je prezentované na obr. 14. Prenos kovu závisí od zváracieho prúdu, prúdovej hustoty, napätí v oblúku, druhu zváracieho prúdu, polarity, druhu a priemeru elektródy a druhu ochranného plynu.
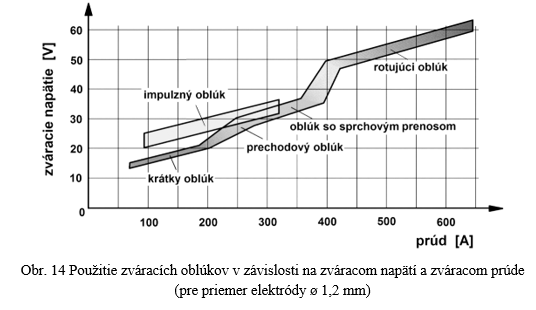
Na druh zváracieho oblúka vplýva, druh použitého ochranného plynu, hrúbka zváraného plechu a pozícia zvaru.
Prenos kovu pri zváraní jednosmerným prúdom nepriamou polaritou môže byť:
- - skratový prenos - (tzv. máčavý prenos), alebo prenos krátkym oblúkom prebieha pri zváracom napätí od 14 do 20 V. Používa sa pri zváraní tenkých plechov, zváraní v polohách a zváraní koreňa. Prechod materiálu nastáva v skrate v oblúku o dĺžke cca. 3mm s nepatrným rozstrekom. K oddeľovaniu kvapiek kovu dochádza tzv. pinch-efektom.
- - poloskratový prenos vzniká pri zváracom napätí od 18 do 28 V. Vyšší tepelný výkon oblúka poskytuje väčší zvarový kúpeľ a lepšie formovanie zvaru v porovnaní so skratovým prenosom.
- - prenos voľným letom (tzv. bezskratový prenos) prebieha pri zváracom napätí od 25 do 35 V pri dĺžke oblúka cca. 6 mm. Rozmery a frekvencia kvapiek taviacého sa prídavného materiálu závisia na veľkosti zváracieho prúdu, chemickom zložení materiálu, ochrannom plyne a priemere elektródy. Prenos voľným letom sa v závislosti na prúdovej hustote delí na:
- kvapkový prenos kovu prebiehajúci pri prúdovej hustote nižšej ako je medzná prúdová hustota pôsobením gravitačných síl. Používa sa pri zváraní väčších hrúbok plechov z Al a jeho zliatin v inertných atmosférach plynov.
- kombinovaný kvapkový a sprchový prenos prebieha pri hodnotách medznej prúdovej hustoty. Je najčastejšie používaným typom prenosu pri zváraní oceľových plechov.
- sprchový prenos prebieha pri vysokej prúdovej hustote vďaka pôsobeniu elektromagnetických síl. Prenos kovu prebieha veľkou rýchlosťou kvapiek malých rozmerov. Je vhodný pri zváraní väčších hrúbok v ochranných atmosférach zmesných plynov a Ar. V ochrannej atmosfére CO2 je neuskutočniteľný.
- impulzný prenos vzniká pri pulzujúcom prúde. Pri striedaní základného a impulzného prúdu. Veľkosť kvapiek závisí od frekvencie, ktorá je v rozsahu 25 až 300 Hz. Výhodou jeho použitia je vysoká stabilita horenia oblúka, malý rozstrek. Je vhodný pre zváranie tenkých plechov, zváranie v polohách a koreňových zvarov. Použitie impulzného oblúka v ochrannej atmosfére CO2 nie je možné.
- - prenos kovu rotujúcim oblúkom (označovaný tiež ako T.I.M.E vzniká pri použití vysokých zváracích prúdov (nad 450 A) a zváracieho napätia nad 48 V. Je charakteristický vysokým odtavovacím výkonom. Aplikuje sa pri zváraní materiálov veľkých hrúbok a naváraní v ochranných atmosférach zmesných plynov s héliom.
Zváracie zariadenie pre zváranie taviacou sa elektródou v ochranných atmosférach plynov pozostáva so zdroja zváracieho prúdu, ktorým sú usmerňovače a invertory dodávajúce jednosmerný prúd resp. transformátory pre striedavý prúd. Z konštrukčného hľadiska môžu byť točivé a častejšie používané netočivé. Pre mechanizované spôsoby zvárania majú plochu voltampérovú charakteristiku. Zariadenie sa skladá zo zásobníka prídavného materiálu, kde je prídavný materiál navinutý na cievke, oceľových tlakových fliaš s ochranným plynom, regulačných ventilov, mechanizmu pre podávanie prídavného materiálu, riadiacej jednotky zabezpečujúcej pracovný cyklus, chladiacej jednotky zabezpečujúcej chladenie zváracieho horáka (plynom, vodou), zváracieho horáka, zváracích vodičov, hadíc na prívod plynu a chladiaceho média do horáka.
Prídavné materiály pre zváranie
Zváracie drôty pre zváranie v ochranných atmosférach sú dodávané navinuté na cievkach od 1do 50 kg. Z hľadiska povrchovej úpravy je potrebné, aby zvárací drôt nemal na povrchu hrdzu, mastnoty po ťahaní a nebol poškodený, čo by mohlo spôsobovať výkyvy v procese zvárania. Plné drôty sú dodávané v priemeroch f 0,6; 0,8; 1; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,4 mm. Pri zváraní v ochranných atmosférach plynov sa v čoraz väčšej miere uplatňujú rúrkové drôty umožňujúce vyššiu produktivitu zvárania, zlepšujú formovanie zvaru a vrstva trosky na povrchu zvaru spomaľuje jeho ochladzovanie. Prídavné materiály pre zváranie v ochranných atmosférach sú normalizované podľa STN EN ISO 14341. Technológia zvárania v ochranných atmosférach plynov taviacou sa elektródou má v strojárskom priemysle široké uplatnenie. Jedná sa o automatizovaný spôsob zvárania, ktorého výhodou je kontinuita procesu zvárania vďaka prídavným materiálom navinutých na cievkach umožňujúca jeho automatizáciu a vysoká kvalita zvarov. Umožňuje zváranie tenkých aj hrubých nelegovaných, ale aj vysokolegovaných oceľových plechov, tiež neželezných kovov.










