A number of research tasks solved for practice, in which we use advanced machines and equipment available to the department.
CNC machining
Department has several software packages for programming and control of CNC machines such as Siemens Sinumerik, Heidenhain, Mach3, SolidCAM, Siemens NX and many more.
3D printing
3D printing or Rapid Prototyping is one of the most revolutionary technologies in recent years, which is predicted to have a significant position in the industry. This technology has been in our department for several years and we have been pioneers of this technology throughout the faculty.
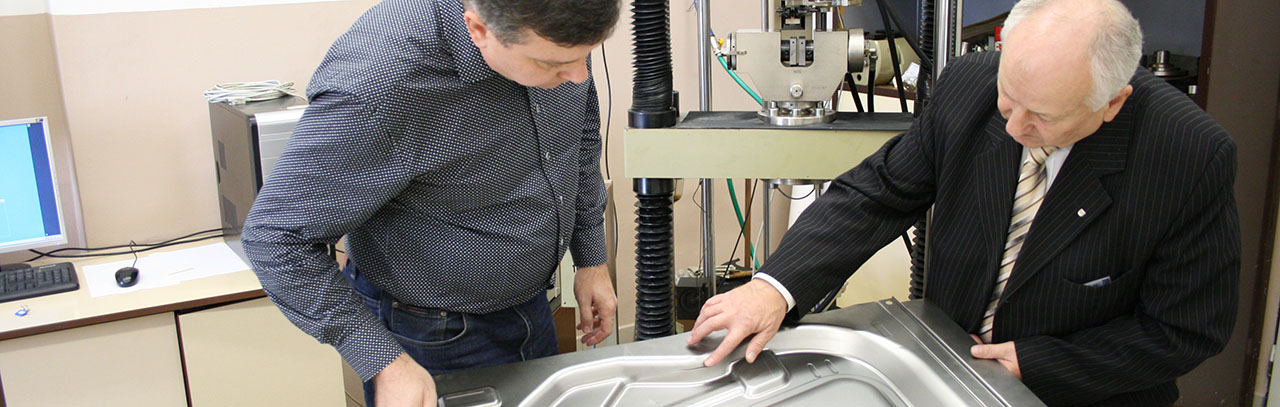
Forming
The most modern equipment for the research of forming is largely used in teaching process, where students get acquainted not only with theoretical knowledge but also with their practical application.
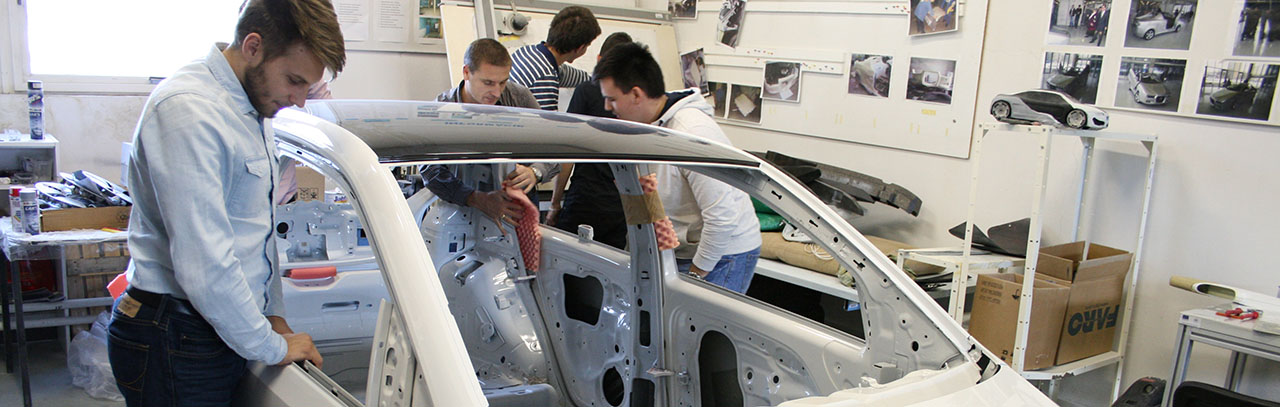
Practical teaching
We are not just "tough theorists", but we offer you to participate together in solving projects within research teams working in various technological fields.
CERTIFICATION
Solidworks:
Certification exams for students.
CAX SIMULATION
We use several CAx systems in teaching, researching and solving problems for practice.
Department of Technology, Materials and Computer-Aided Technologies is part of the Institute of Technological and Materials Engineering, Faculty of Mechanical Engineering, Technical University in Košice. At present, the teaching area at our department is focused on available conventional and progressive technologies for the production of components in mechanical engineering as well as on the use of CAx technologies in designing and optimizing production processes. The content of the subjects is the theory and technology of machining, sheet metal forming a bulk forming, plastics processing, welding and surface treatment.
The content of subjects includes design of technological processes, production technology, design and construction of the tools, experimental methods in engineering technology, progressive methods of product production, design and construction of the molds for plastic moldings, simulation of melt flow into the mold cavity, mechanization and production automation. Within the application of individual methods and designs in various technological processes, we use CAD/CAM/CAE systems, simulation programs such as PAM-STAMP, SolidCAM, Moldex 3D and others. Within our workplace, we develop or participate in research in the field of forming, welding, machining, plastics processing, surface treatment, thin layers and many others in order to support the industrial environment and ensure its sustainable economic development. We always try to be accommodating and open to possible opportunities for new cooperation. In case of any information, please contact us.
Come to us to studyprogressive study programs.
Technologies, management and innovations in mechanical engineering
Передумовою успішно реалізованого технологічного процесу поверхневої обробки є належна підготовка поверхні. Технології попередньої обробки поверхні займають важливе місце в антикорозійному захисті деталей машин. Їх мета - очистити і якісно підготувати поверхню, щоб подальша обробка поверхні могла досягти необхідних властивостей і могла в достатній мірі виконувати свою функцію. Технології попередньої обробки поверхні поділяються на:
-механічні;
-хімічні.
Механічна попередня обробка поверхні
Метою механічної попередньої обробки поверхні є:
-видалення сторонніх і природних забруднень шляхом механічного руйнування їх зв'язку з основою під дією відповідного засобу;
-усунути будь-які поверхневі та структурні дефекти поверхні;
-збільшити фактичну площу поверхні;
-активізувати поверхню.
Сюди відносяться наступні методи попередньої обробки:
-шліфування;
-полірування;
-браширування;
-протравлювання;
-дробоструменева обробка
Попередня обробка поверхні шліфуванням, поліруванням, очищенням щіткою.
Ці методи попередньої обробки поверхні виконуються вручну або механізовано.
Шліфування - поверхня шліфується твердим абразивом, видаляються нерівності (окалина, підсилення зварних швів) і вирівнюється площинність поверхні, рис. 22. Полірування – виконується вслід за шліфуванням, знижує шорсткість і забезпечує блиск поверхні, також може застосовуватися, як частина фінішної обробки (повторне полірування покриттів).
Браширування - механічне стирання поверхні, яке не дозволяє досягти 100% чистоти поверхні, не видаляє мастило. Інструмент - щітка.
Попередня обробка поверхні
Шліфування - це широко розповсюджений спосіб попередньої обробки поверхні, при якому партія виробів, переважно виливків, прес-форм невеликих розмірів, здійснює обертальний, вібраційний або комбінований рух в барабані, рис. 23. Воно може здійснюватися в сухому вигляді або з додаванням рідин із знежирювальним ефектом або з додаванням інгібіторів корозії. За необхідності в барабан додають тіла з різних матеріалів (пісок, сталевий гранулят, галька, корундові тіла, пластикові тіла, наповнені абразивом і т.д.) і різної форми.
Попередня обробка поверхні піскоструменевою обробкою
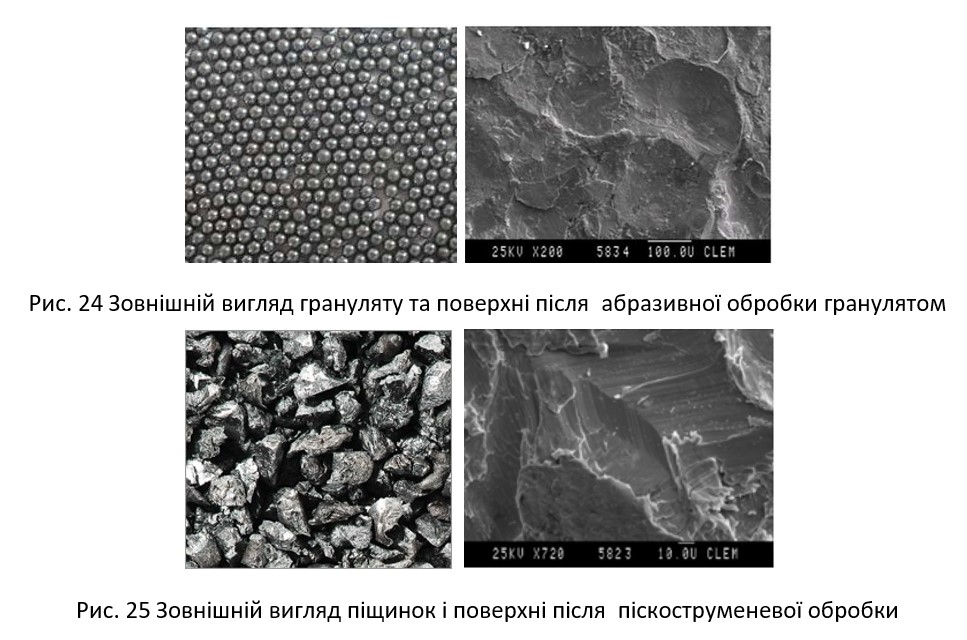
Абразивоструменева обробка - це продуктивний метод очищення, видалення окалини та продуктів корозії з одночасним створенням відповідної мікрогеометрії та зміцненням поверхні. Інструмент являє собою піскоструменеві зерна з різнорозмірних частинок матеріалів різної природи, що мають круглу форму - гранулят, рис. 24, або гострокінцеву - пісок, рис. 25. Гострогранульований абразив призначений в основному для зняття матеріалу, а круглий - для зміцнення і видалення задирок з матеріалу.
Способи абразивної обробки та абразивоструменеве обладнання
За способом подачі абразивоструменевої суміші дробоструменеве обладнання поділяється на:
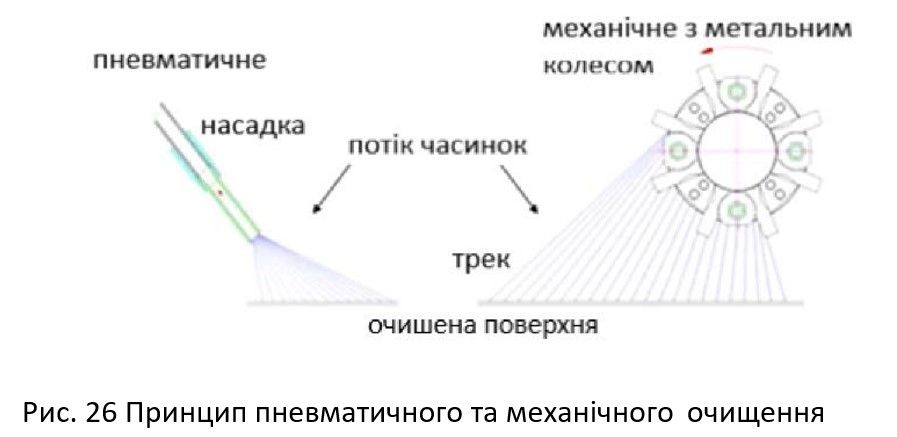
- механічне обладнання - з дробоструменевими колесами, де абразивоструменеве середовище подається на внутрішній кінець лопаті колеса, що швидко обертається. Потім вона захоплюється лопаттю і за рахунок відцентрової сили під час обертання витікає на зовнішній кінець лопаті, де зі значною швидкістю покидає її і потрапляє на поверхню, що очищається, рис. 26;
- пневмоструменеве обладнання - використовує градієнт тиску повітря, яке розширюється при проходженні через сопло і набуває високої швидкості на виході, рис. 26;
- гідроабразивоструменеве обладнання - в якому, окрім зерен абразиву, в інжектор гідроабразивоструменевого обладнання під тиском подається рідкий компонент абразиву або полірувальна паста - для поліпшення ефекту абразивоструменевої обробки. Розпилена суспензія потрапляє в пастку і після очищення повертається в процес абразивоструменевої обробки;
- нетрадиційне обладнання для абразивної обробки.
Хімічна попередня обробка поверхні
Метою хіміко-фізичної попередньої обробки поверхні є:
- видалення сторонніх і природних забруднень шляхом хімічного або хіміко- фізичного руйнування їх зв'язку з поверхнею під дією відповідного інструменту;
- усунути будь-які поверхневі дефекти та структурні дефекти поверхні;
- збільшити фактичну площу поверхні;
- активізувати поверхню.
Сюди відносяться наступні методи попередньої обробки:
- знежирення;
- травлення;
- видалення накипу;
- видалення іржі.
Знежирення - це видалення сторонніх забруднень, що налипли до поверхні (жирів, мастила, парафіну, охолоджуючих рідин), а саме:
- водним способом - лужні, тензидні або емульсійні речовини емульгують або диспергують забруднення, органічні мастила омилюють, неорганічні емульгують (не підходить для шарнірних деталей і виливків);
- органічні засоби - просте та ефективне знежирення шляхом розчинення мастила бензином, керосином, не підходить для вологих поверхонь, необхідно дотримуватися суворих заходів безпеки, тільки ручне нанесення;
- електрохімічне знежирення - відповідає високим вимогам до чистоти, недоліком є ризик парафінування засобу в катодній частині, засіб вмикають як анод або катод, або навпаки - спочатку як катод, потім як анод, таким чином зменшуючи ризик парафінування;
- парове знежирення - поєднання впливу високої температури і знежирюючого агента.
З точки зору способу нанесення знежирювача, знежирення може бути здійснене:
- зануренням - найпростіший і найдешевший метод. В основному використовується, коли поверхня злегка забруднена;
- розпиленням - при помірних забрудненнях;
- ультразвукове знежирення - необхідно використовувати ультразвукову енергію, рис.27;
- електролітичне знежирення - видаляє з поверхні останні залишки мастила та інших забруднень. Застосовується там, де до чистоти поверхні пред'являються високі вимоги. Це процес знежирення, підсилений проходженням струму, заснований на принципі електролізу;
- комбіновані методи - поєднують переваги окремих засобів і методів знежирення.
Травлення - використовується для видалення оксидів з поверхні шляхом розчинення (відшаровування і травлення) в кислотах. Найчастіше в HCl, H2SO4, HNO3.
Декапірування - використовується для видалення тонких шарів оксидів та активації поверхні перед безпосередньою обробкою поверхні.
Видалення іржі - використовується для очищення предметів, які піддалися корозії під час використання або зберігання. Також використовується як попередня обробка перед нанесенням покриття або як частина відновлення та реставрації.
Нанесення органічних покриттів на поверхню деталей є одним з найпоширеніших методів захисту від атмосферних впливів. Вони використовуються для захисту металевих виробів і конструкцій від корозії, особливо від впливу атмосфери і води. Якість покриттів включає в себе їх захисну силу і збереження зовнішнього вигляду. Захисна здатність є результатом двох взаємопов'язаних функцій покриттів - бар'єрного механізму і здатності блокувати поверхню металу. Органічні покриття - це органічні речовини, які перебувають у стані напівтекучості або рідини. Після нанесення і висихання покриття на поверхні деталі утворюється суцільне механічно міцне покриття.
Класифікація органічних покриттів:
- покриття, виготовлені з фарбувальних речовин
- покриття з полімерних матеріалів;
- покриття для тимчасового захисту.
Покриття з фарбувальних речовин
Впливає на захисну ефективність покриттів, виготовлених з лакофарбових речовин:
- якість і чистота базового матеріалу;
- антикорозійні властивості базових покриттів;
- проникність покриття для іонів, кисню та води;
- адгезія покриття;
- стійкість верхніх покриттів до атмосферних впливів.
Покривна речовина складається з таких основних компонентів:
Плівкоутворююча речовина (зв'язуюча, пластифікатор) – матеріал, що є носієм, який утворює власну рідку (нелетючу) частину. Природа плівкоутворювача впливає на властивості покриття. Зв'язуюча речовина разом з летючими компонентами найчастіше утворює розчин, так званий базовий шар, який без додавання пігментів утворював би прозору, безбарвну плівку для покриття.
Пігменти, наповнювачі та барвники - дрібні нерозчинні частинки, дисперговані в середовищі. Це кольорові порошки, нерозчинні у в'яжучих речовинах і розчинниках, які надають покриттям колірного відтінку, непрозорості, світлостійкості та деяких спеціальних властивостей (здатність до пасивації, електропровідність тощо),
Леткі компоненти - розчинники, що змінюють в'язкість плівкоутворювальної речовини для конкретного способу нанесення. Розчинники, зазвичай, є сумішшю двох типів розчинників, які слугують засобом зниження в'язкості ЛФМ для забезпечення можливості їх нанесення обраним способом.
Інші добавки - різноманітні добавки, за допомогою яких досягається краща і швидша дисперсія пігментів у покривній речовині, запобігається її спінювання, обмежується осадження пігменту.
Способи нанесення покриттів з фарбувальних речовин
Може бути реалізовано наступними способами:
- нанесення щіткою - це проста, універсальна технологія, яка дозволяє наносити покриття на об'єкти будь-якого розміру та форми. Підходить для нанесення базових покриттів. Втрати при нанесенні мінімальні, 4-6%. Недоліком є висока трудомісткість і низька продуктивність на одного працівника, тому цей метод використовується переважно в одиничному виробництві. Для фарбування використовуються різні типи щіток, також для спеціальних робіт застосовуються спеціалізовані щітки;
- нанесення валиком - використовується для великих гладких поверхонь. Це простий спосіб нанесення, порівняно з фарбуванням щіткою продуктивність у 2-2,5 рази вища. Втрати фарби невеликі, 4-6%, робота з валиком дуже зручна. Валик використовується для нанесення покриттів, що повільно сохнуть. Конструкція валика може бути з піддоном для фарби або без нього;
- роликове покриття - метод механічного нанесення, при якому набір роликів наносить фарбу з резервуара на рухому поверхню. Покриття можна наносити на гладкі та плоскі вироби;
- занурення - це метод нанесення покриття, при якому вироби занурюються в резервуар з фарбою, з якого їх виймають з рівномірною швидкістю. Коли виріб виймають з ємності, надлишок лакофарбової речовини стікає з поверхні виробу, а решта лакофарбової речовини утворює власне покриття;
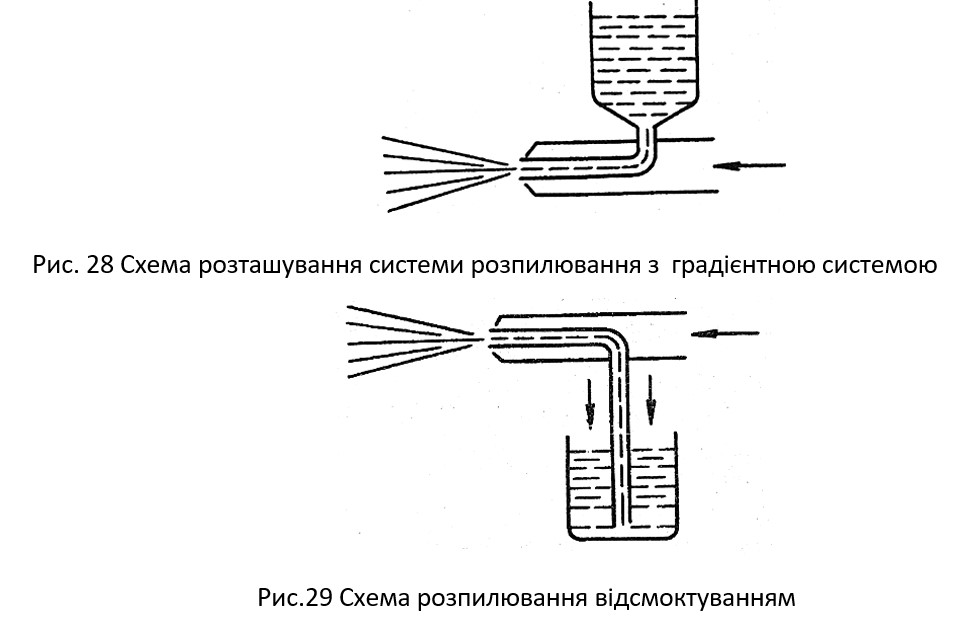
- напилювальне покриття - принцип напилювального покриття полягає в утворенні макроскопічних частинок - крапель, які розбризкуються на поверхню. Внаслідок свого рідкого стану краплі з'єднуються і сплавляються одна з одною при зіткненні з поверхнею за рахунок адгезії і поверхневого натягу, утворюючи гладкий, безперервний захисний шар покриття.
- пневматичне напилення - застосування цієї технології універсальне, як в штучному, так і в масовому виробництві. Можливе нанесення всіх типів покриттів, за винятком покриттів, пігментованих свинцем або іншими токсичними речовинами.
Розпилювачі, що використовуються при застосуванні цієї технології:
- з верхнім контейнером (низхідним), рис. 28;
- з нижнім контейнером (всмоктувальним), рис. 29;
- з подачею матеріалу під тиском з напірного резервуара.
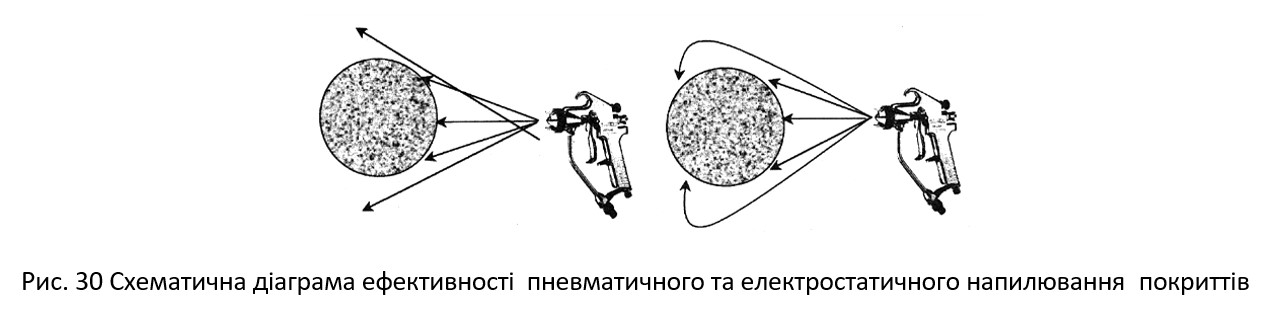
- електростатичне нанесення покриттів - в основі лежить фундаментальне фізичне явище - взаємне притягання частинок з різним електричним зарядом. Дрібнорозпилені частинки речовини покриття в спеціальному пристрої, підключеному до негативного полюса генератора високої напруги, набувають негативного заряду і дрейфують уздовж силових ліній електричного поля до заземленого об'єкта, рис. 30. Вони передають свій заряд і за рахунок сил адгезії утримуються на поверхні об'єкта, де утворюють суцільну систему покриття.
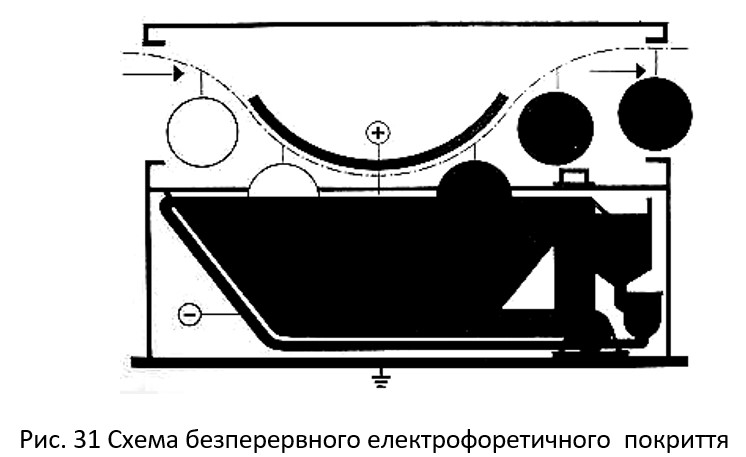
- електрофоретичне нанесення покриттів - принцип полягає в зануренні струмопровідного об'єкта у ванну зі спеціальною речовиною для нанесення покриттів, що розчиняється у воді. Об'єкт з'єднується з анодом, ванна або допоміжні електроди, розміщені у ванні, з'єднуються з катодом. Під дією постійного струму між виробом і допоміжним електродом створюється електричне поле. Негативно заряджені частинки сухої речовини покриття рухаються вздовж силових ліній електричного поля у ванні до анода. Вони осідають на виробі і утворюють покриття, рис. 31.
Покриття з полімерних матеріалів
Полімерні покриття випускаються у вигляді дуже дрібнодисперсного порошку з середнім розміром зерен 40-50 мкм. Після нанесення на заздалегідь підготовлену металеву підкладку необхідно нагріти нанесений матеріал у печі, щоб досягти компактного покриття. Крім базової системи смоли з затверджувачем (сполучною речовиною/ затверджувачем), до складу порошкової фарби, що утворюється в результаті, входять:
- пігменти - впливають на колір і непрозорість порошкових покриттів;
- наповнювачі («філлери») - знижують вартість вихідних матеріалів і сприяють застосування їх властивостей;
- добавки - сприяють покращенню корисних властивостей (розтікання плівки, формування текстури та структури).
Їх основні екологічні переваги полягають у тому, що:
- не містять розчинників;
- мають 100% вміст твердих речовин;
- пігменти не містять небезпечних важких металів (свинець, кадмій);
- проста система переробки та утилізації порошкових відходів.
Нанесення порошкових покриттів з полімерних матеріалів на матеріал бази може бути реалізовано:
- напиленням - на попередньо нагрітий об'єкт напилюють порошковий матеріал, який під впливом тепла плавиться і сплавляється з утворенням однорідного покриття;
- флюїдизацією - використовується ванна, рис. 32, яка має подвійне дно, а внутрішнє дно є пористим. Повітря подається в простір між двома днищами і проникає в порошковий пластик через пористе дно. Порошок набуває властивостей, подібних до властивостей рідини. У підготовлений таким чином порошок занурюють металевий компонент і попередньо нагрівають, утворюючи таким чином суцільний шар пластику;
- напилення в електростатичному полі - «коагуляція». Порошкове покриття наноситься шляхом розпилення за допомогою електростатичного пістолета в електростатичному полі, а потім обпалюється;
- напилення в електричному полі - в спеціально пристосованому пістолеті- розпилювачі порошок, що розпилюється, отримує електричний заряд і притягується до заземленого об'єкта вздовж силових ліній електричного поля. Під впливом електричного заряду порошок прилипає до об'єкта, а потім може транспортуватися в камеру випалу, де порошок розплавляється і відливається в суцільний шар;
- розпилення - форсунки використовуються там, де прямий контакт полум'я з частинками пластику обмежений, а розпилення здійснюється при більш низьких температурах навколишнього середовища, так що плавляться тільки поверхневі шари частинок. Загальне плавлення і сплавлення покриття відбувається за рахунок тепла попередньо нагрітого об'єкта і впливу полум'я пістолета.
Покриття для тимчасового захисту
Тимчасовий антикорозійний захист - це захист від атмосферної корозії як незахищених металевих поверхонь виробів або обладнання (тобто поверхонь без постійного антикорозійного захисту системами покриттів або гальванічним способом), так і поверхонь з постійним антикорозійним захистом на період їх зберігання або транспортування від виробника до споживача. Тимчасовий антикорозійний захист захищає вироби від корозійних пошкоджень тільки на певний період часу до фактичного використання виробів, тобто під час їх зберігання і транспортування.
Покриття шляхом занурення в розплав металу у порівнянні з гальванічним є значно швидшим і економнішим методом нанесення. Покриття, що утворюються на поверхні основного металу, мають більшу товщину, практично непористі, але володіють гіршими властивостями. Процеси нанесення покриттів зануренням широко поширені завдяки своїм перевагам, а саме простоті виробничих процедур, дешевому та швидкому отриманню відповідних металевих покриттів (у порівнянні, наприклад, з гальванічним цинкуванням, час нанесення покриттів скорочується у 12 разів), простоті обладнання, при цьому механічні властивості основного матеріалу вони не змінюють. Покриття зануренням обмежується застосуванням металів з низькою температурою плавлення, тобто цинку, олова, свинцю, а останнім часом і алюмінію. Воно використовується для безперервного формування покриттів на сталевих листах і смугах, дроті, а також для покриття окремих і також сильно фрагментованих виробів. Певним недоліком імерсійних технологій є значна розчинність заліза в розплаві, що зумовлює зменшення маси осаджуваного матеріалу та збагачення розплаву залізом. Це призводить до утворення товстих шарів покриття сплаву, особливо при високих температурах, і погіршення механічних та антикорозійних властивостей. Принцип гарячого гальванування полягає в зануренні сталі у розплавлений гальванічний метал, що створює ряд шарів сплаву - фаз на основному матеріалі, як основу для верхнього шару захисного металу. Дифузійні прошарки важливі з точки зору адгезії шарів і повинні бути якомога тоншими, оскільки вони тверді, крихкі та погіршують механічні властивості. На товщину проміжного шару впливає уповільнення дифузії шляхом легування ванни для покриття.
Гаряче цинкування
Цинкування є найважливішим і найпоширенішим методом захисту поверхні сталі завдяки значній стійкості цинку до дії різних типів атмосфер. Термін експлуатації цинкових покриттів в атмосферних умовах становить до 60 років і може бути додатково збільшений шляхом нанесення покриттів. Цинк добре піддається литтю, температура його плавлення 420°C. Цинк та його сплави на повітрі покриваються шаром основного карбонату 4 Zn(OH)2CO2 сірого кольору, який дуже мало розчиняється у воді і є хорошим захистом від окислення. Він стійкий у морській воді, деякі органічні речовини (бензин, нафта, спирт) не руйнують цинк. Цинк руйнується дистильованою водою, водяною парою, кислотами і лугами. Він легко піддається електрохімічній корозії у вологому стані при контакті з іншими металами - анодному розчиненню.
Товщини цинкових покриттів, наведені в г.м-2, вибираються відповідно до вимог покриття та агресивності середовища:
Необхідною умовою для реакції між сталлю та розплавленим цинком є металева чиста поверхня без оксидів.
Технологічний порядок наступний:
-знежирення поверхні;
-травлення;
-промивання;
-видалення залишкових домішок у флюсі;
-занурення у ванну з розплавленим цинком;
-завершальні операції.
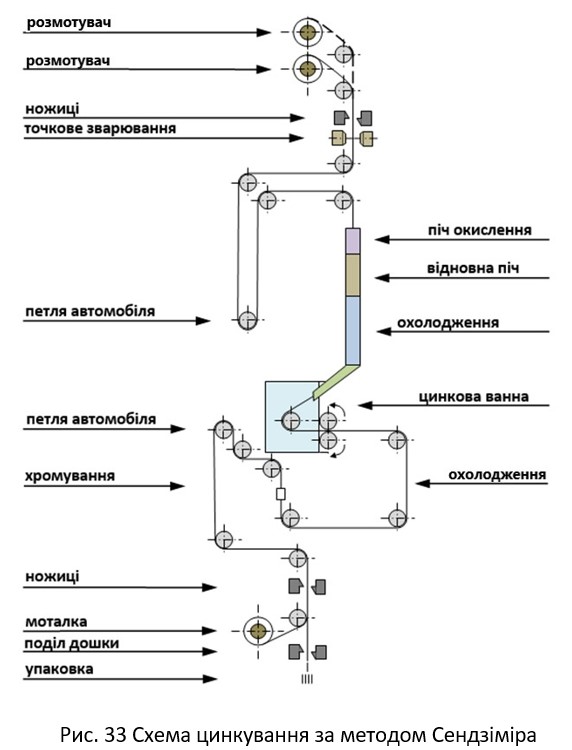
На зовнішній вигляд цинкових покриттів впливають деякі дефекти поверхні. Найвідомішим є «біла іржа», яка пошкоджує усі покриття при зберіганні у вологому середовищі, особливо, якщо воно містить хлориди або пари кислот. Цьому можна запобігти пасивацією. Метод за Сендзіміром, рис. 33, відноситься до найбільш сучасного і ефективного способу гарячого цинкування, який використовує спеціальний метод поверхневої активації для безперервного цинкування холоднокатаних смуг.
Гаряче цинкування, в основному, використовується для листів, смуг, труб і дроту, дрібних монтажних елементів, гвинтів, гайок тощо. Гарячеоцинковані листи добре ріжуться і гнуться без порушення шару, для глибокої витяжки вони не підходять. Вони широко використовуються, наприклад, у виробництві систем кондиціонування.
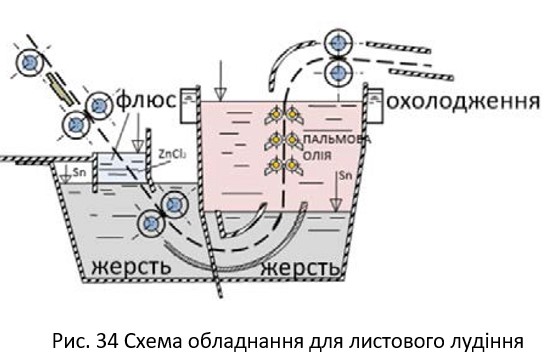
Лудіння
Обробка поверхні шляхом лудіння в основному підходить для пакувальних матеріалів у харчовій промисловості. В даний час через відсутність олова на світовому ринку ця технологія покриття замінюється гальванічним лудінням, при якому використовується у 3-6 разів менше олова. Одночасно розробляються нові способи застосування олова, головним чином з урахуванням його економії. Для захисту поверхні від корозії товщина покриття становить не менше 23 - 37 г.м-2 з обох сторін, тобто, 0,0015 - 0,0025 мм. Оскільки олов'яне покриття є катодним покриттям, воно має бути непористим. За певних умов воно може мати анодний характер, тобто, залізо благородніше, ніж олово, і олово розчиняється, наприклад, за наявності органічних кислот, що утворюють з оловом комплексні аніони - лимонну кислоту. . Використовувати його небезпечно з точки зору антикорозійного захисту, тому що водень і корозія можуть утворюватися при розкладанні іржі. У олов'яному покритті присутність фази FeSn2 є причиною пористості покриття.
Ця фаза дуже тонка – 0,8% від загальної товщини покриття, тому не впливає на його механічні властивості. Саме лудіння зануренням полягає в зануренні вологого металевого листа з металево чистою поверхнею через флюс у ванну з розплавленим оловом і виході металевого листа з ванни через шар пальмової олії, рис. 34.
З точки зору використання листів у харчовій промисловості дуже важливим є питання їх стійкості до корозії. Для лудіння використовується рафіноване олово вищої чистоти, без наявності шкідливих домішок. Для ідеального захисту поверхні необхідне непористе покриття. Захист листової жерсті в середовищах, що мають особливо агресивну дію на олово (фруктові соки, лимонна кислота, водне середовище NaCl, органічні та неорганічні сполуки сірки та ін.), можна підвищити шляхом їх фарбування.
Гаряче свинцювання
Гаряче свинцювання металу застосовують при роботі в дуже агресивному середовищі, де сталь вступає в контакт, наприклад, з кислотами та їх парами. Також підходить для захисту поверхонь від атмосферної корозії, оскільки на поверхні покриття швидко утворюється шар оксиду свинцю і основних карбонатів, який добре протистоїть дії корозійних агентів. Механічні властивості свинцю незначні, температура рекристалізації нижча нормальної, він володіє інтенсивною текучістю навіть при невеликих навантаженнях. На поверхні, при контакті з повітрям утворюється оксид свинцю, а за вологості — лужний карбонат свинцю. На повітрі, що містить сполуки сірки, утворюється шар сульфіду свинцю.
У дистильованій воді, що містить повітря, або у воді, що містить вуглекислий газ, свинець відносно легко розкладається. Свинець нерозчинний у сірчаній кислоті, азотній кислоті, фтористому водні, але менш стійкий до фосфорної кислоти, хлористого водню та морської води. При виведенні з чистої свинцевої ванни свинець не утворює суцільного покриття на поверхні сталі, а формується в краплі високопористого покриття. Ця властивість є результатом нерозчинності свинцю у залізі. Звідси випливає, що інтерметалічні сполуки не утворюються, адгезія покриттів має суто механічний характер. Пористість покриттів знижує його корозійну стійкість. Для усунення цих несприятливих властивостей використовують ванни, леговані різними металами, які утворюють із залізом інтерметалічні сполуки. В основному, це олово, сурма, миш'як, а також ртуть, фосфор, алюміній, вісмут, цинк і кадмій. Найбільш поширеним способом легування є сплавлення з 12- 15% (50%) олова. При легуванні сурмою 2-6% поліпшуються механічні властивості покриттів. Обладнання, що використовується для занурення, таке ж, як і для гальванізації та лудіння.
Алюмінування
Завдяки надзвичайно хорошим корозійно-стійким властивостям алюмінію та тому факту, що алюмінієві покриття не можуть бути створені електролітичним шляхом, метод занурення, особливо при безперервній алюмінізації, має важливе значення. Механічні властивості алюмінію порівняно з іншими технічними металами низькі, але вищі, ніж у свинцю, олова і цинку. Температура плавлення алюмінію 660 °С. Алюміній стійкий на повітрі завдяки компактному суцільному добре зчепленому тонкому (0,1 мкм) шару оксиду алюмінію. Алюміній добре протистоїть морській воді, сольовому розчину концентрованої азотної кислоти, частково розчиняється у сірчаній кислоті. Особливої уваги потребує підготовка поверхні перед алюмінуванням. Навіть найменші забруднення запобігають утворенню алюмінізованних плям. Подібним чином тонкий, невидимий неозброєним оком шар оксидів, який утворився при контакті металевої чистої сталевої поверхні з киснем, запобігає реакції між рідким алюмінієм і сталлю. Крім того, оксид алюмінію, що утворюється на поверхні ванни, перешкоджає ідеальній алюмінізації. Ідеальна алюмінізація досягається шляхом видалення оксидів з поверхні ванни в точці занурення сталі або хімічними процесами. Найпоширенішим методом є використання флюсів, які перетворюють важкоплавкі оксиди в сполуки, які мають такі хімічні властивості, що легко видаляються з поверхні сталі та алюмінію. Флюси застосовують у вигляді водного розчину бури і хлористого амонію або розплавів солей.
Дифузійне покриття
Загальною рисою термічної обробки поверхні (гарячого занурення, металізації, термооброблених гальванічних і металізованих покриттів, самодифузійних покриттів) є процес дифузії між покриттям і основним матеріалом.
Дифузійні процеси за способом застосування або станів, в яких відбувається дифузія, поділяються на:
- дифузія в твердих фазах;
- покриття;
- термічно оброблені металізовані покриття;
- порошкові покриття;
- дифузія з рідкої фази в тверду
- покриття, отримані методом термічного занурення;
- наплавлені гальванічні покриття;
- алюмінієві покриття;
- дифузія з газової фази в тверду
- покриття, утворені випаровуванням;
- напиленням у вакуумі.
Покриття, створені дифузійним методом, створюють неоднорідне металеве покриття, яке характеризується підвищеною концентрацією дифундуючого металу в поверхневих шарах основного матеріалу.
On 04.03.2025, an event called Katedrovica was held for our students from the PPSV Ing. 1st and 2nd year study programme. We would like to take this opportunity to thank you for the awesome atmosphere and great fun.
From 02 to 05.11.2024 the KSIT 2024 conference was held in Tály, Slovakia. It brought together experts from metallurgy, metallurgy and industry from Slovakia, the Czech Republic, Poland and Romania. The event was also a celebration of the thirtieth anniversary of the scientific journal Acta Metallurgica Slovaca.
Ing. Samuel Vilkovský took part in a one-month Erasmus+ Traineeship at the Faculty of Mechanical Engineering, University of Ljubljana, Slovenia, which broadened his knowledge with additional academic opportunities. Within the framework of the above-mentioned stay at this faculty, he also focused on future scientific cooperation with this university in the field of forming under the guidance of prof. Pepelnjak. He extended his previous knowledge in the field of simulation of forming processes by the possibilities of using Neural Network and Random Forest methods, which contributed to a new insight into new modern research techniques and methodologies. His further experience from his stay at the University of Ljubljana Mr. Ing. Vilkovský can be read by clicking on the link below.
On 21.05.2024 company Sumitomo DEMAG representatives visited the Institute of Technological and Materials Engineering at the Faculty of Mechanical Engineering of TUKE. This company presented cutting-edge solutions in the field of plastic injection moulding technology, including a real demonstration on an injection moulding machine. The presentation was intended for employees of the Institute of Technological and Materials Engineering, as well as for students and representatives of various companies from KE and the surrounding area. With her expertise in the field of plastic injection moulding, she pointed out the latest trends, tools as well as functions and control panels showing the entire injection moulding process. One of the many features was an introduction to the so-called activeMeltControl function, which adapts the injection moulding process to changes in material (including regranulate), automatic pressure adjustment, or correction of moulding weight fluctuations.
On 14.02.2024 Volvo Cars visited the Institute of Technological and Materials Engineering at the Faculty of Mechanical Engineering, TUKE. They were interested in study programs oriented on the issue of automotive production, scientific and research activities and possibilities of further cooperation. There was a discussion about the possibility of applying our graduates within the company. A number of study programmes of our faculty offer a wide range of graduates who can find employment in the newly created company in Valaliky Industrial park. In the coming period, representatives of Volvo Cars will visit the laboratories and workplaces of the Faculty of Mechanical Engineering.
On 27.06.2023 an excursion was held for the students of the PPSV Ing. studies in the company RF Elements in their development and production centre at the city of Humenne.
As part of the CEEPUS scholarship program, KTMaPPV students completed a study stay at Politechnika Svietokrzyska in KIelce, Poland. As part of their two-week stay, they had the opportunity to take interesting lectures, visit the laser technology center, several laboratories, but also get to know the city and its surroundings in free time. As part of the summer school, they also visited the 25th year of the exhibition PLASTPOL
The students of the 2nd year of engineering studies of the PPSV study program completed a study stay at the University Politechnika Świętokrzyska in Kielce, Poland, within the CEEPUS scholarship program. During the two-week stay, they had the opportunity to attend interesting lectures, visit the laser technology center, but also get to know the city and its surroundings in their free time.
An international scientific conference will take place in Herľany from 15 to 17 September 2019. All interested parties from Slovakia and abroad are invited. More information can be found at:
On March 20, 2019, an event entitled ,,Open Day" was held in the University Library of the Technical University in Košice, which was attended by the general scientific and lay public as well as students and teachers of secondary schools. As part of the Open Day event, employees of the technologies and materials informed about the possibilities of studying the Bachelors study program Technology, Management nad Innovation of Mechanical Engineering as well as about the knowledge that students can acquire and then apply in practice after studying other study programs at KSTaM.
On February 25-26, 2019, a management meeting and workshop was held at KSTaM within the international project NEWEX entitled „Research and development of a new generation of machines for processing composite and nanocomposite materials“, where the design and production of a new innovative extruder is concerned. The implementation of this project supports real cooperation between industry and education, which is of key importance for the European research development strategy.
STEEL Park
Kreatívna fabrika At our department under the leadership of prof. Ing. Emila Spišáka, CSc. and Ing. Juraja Hudáka, CSc. as well as the other educators, employees and students and the guarantor of the project U.S. Steel Košice was gradually prepared and realized one of the exhibits - the production of a toy car from sheet steel.
On March 19, 2015, a competition of FME TU students in CNC machine programming took place. It was prepared by the Department of Computer Aided Technologies and the Department of Mechanical Engineering Technologies and Materials under the auspices of the Dean of the Faculty of Mechanical Engineering Dr.h.c. mult. prof. Ing. Františka TREBUŇU, CSc.
Conference
On 7 and 9 October 2015, the international scientific conference Pro-tech-ma 2015 and Surface Engineering 2015 took place, organized by the Department of Mechanical Engineering Technologies and Materials in cooperation with the universities of the Rzeszow University of Technology and Polish University of Technology. The conference took place at the Hotel Hubert in Gerlachov in the High Tatras.
EUR-ACE European Accreditation of Engineering Programmes
With EUR-ACE accreditation, the university receives the EUR-ACE label, which allows it to be among the leading European universities and colleges that have already received this label. It gives students the assurance that by completing a EUR-ACE accredited degree, they will meet the most exacting criteria set for graduates in European business practice. The EUR-ACE label guarantees that the holder meets demanding criteria, not only in terms of organisation but also in terms of the content and outcomes of the study programme.
Calendar
No event in the calendar
July 2024
Mon
Tue
Wed
Thu
Fri
Sat
Sun
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
Welding school
"Ideas alone have little worth. The value of innovation lies in its practical implementation"
Werner von Siemens (in letter to his brother Carl, 1865)
Mäsiarska 74 040 01 Košice - Old town Slovak Republic
Contact
Department of Technology, Materials and Computer-Aided Technologies Institute of Technology and Materials Engineering Faculty of Mechanical Engineering Technical University of Košice
Head of the department and director of the institute: prof. Ing. Emil Spišák, CSc. phone: 055/602 3502 e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
Secretariat: Ing.Eva Krupárová phone: 055/602 3502 e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.























{kind=link}