A number of research tasks solved for practice, in which we use advanced machines and equipment available to the department.
CNC machining
Department has several software packages for programming and control of CNC machines such as Siemens Sinumerik, Heidenhain, Mach3, SolidCAM, Siemens NX and many more.
3D printing
3D printing or Rapid Prototyping is one of the most revolutionary technologies in recent years, which is predicted to have a significant position in the industry. This technology has been in our department for several years and we have been pioneers of this technology throughout the faculty.
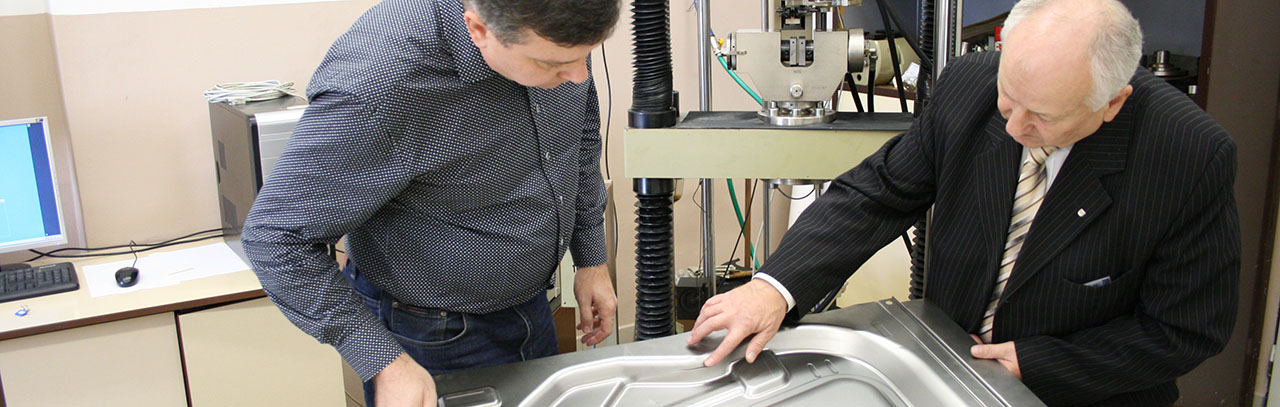
Forming
The most modern equipment for the research of forming is largely used in teaching process, where students get acquainted not only with theoretical knowledge but also with their practical application.
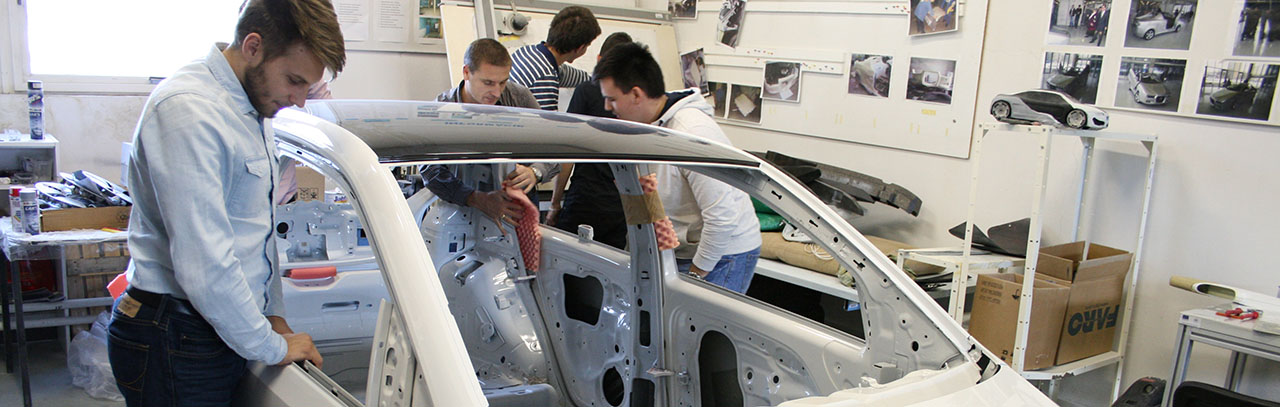
Practical teaching
We are not just "tough theorists", but we offer you to participate together in solving projects within research teams working in various technological fields.
CERTIFICATION
Solidworks:
Certification exams for students.
CAX SIMULATION
We use several CAx systems in teaching, researching and solving problems for practice.
Department of Technology, Materials and Computer-Aided Technologies is part of the Institute of Technological and Materials Engineering, Faculty of Mechanical Engineering, Technical University in Košice. At present, the teaching area at our department is focused on available conventional and progressive technologies for the production of components in mechanical engineering as well as on the use of CAx technologies in designing and optimizing production processes. The content of the subjects is the theory and technology of machining, sheet metal forming a bulk forming, plastics processing, welding and surface treatment.
The content of subjects includes design of technological processes, production technology, design and construction of the tools, experimental methods in engineering technology, progressive methods of product production, design and construction of the molds for plastic moldings, simulation of melt flow into the mold cavity, mechanization and production automation. Within the application of individual methods and designs in various technological processes, we use CAD/CAM/CAE systems, simulation programs such as PAM-STAMP, SolidCAM, Moldex 3D and others. Within our workplace, we develop or participate in research in the field of forming, welding, machining, plastics processing, surface treatment, thin layers and many others in order to support the industrial environment and ensure its sustainable economic development. We always try to be accommodating and open to possible opportunities for new cooperation. In case of any information, please contact us.
Come to us to studyprogressive study programs.
Technologies, management and innovations in mechanical engineering
Контактне зварювання - це процес термічного деформування, при якому зварне з'єднання утворюється сумісною дією тепла, що виділяється при проходженні електричного струму, необхідного для розплавлення зварюваних матеріалів, і тиску.
Контактне зварювання можна поділити на:
- точкове зварювання, (21);
- дельта-точкове зварювання, (21);
- шовне зварювання, (22);
- стикове зварювання, (23);
- контактне компресійне зварювання, (24);
- контактне зварювання плавленням, (25);
- зварювання високою частотою, (291).
При контактному зварюванні:
- тепло, необхідне для зварювання, виділяється безпосередньо в з'єднанні;
- для виконання зварного шва потрібне зусилля;
- не використовуються присадкові матеріали.
Процеси контактного зварювання регулюються законами Ома і Джоуля.
Закон Ома:
[A] (3)
- де: I – струм [A], U – напруга [V], R – електричний опір [Ω]
Напруга під час контактного зварювання зазвичай коливається від 3 до 20 В, тому ризик ураження електричним струмом відсутній.
Закон Джоуля:
Q = R . I2 . t [J] (4)
Кількість тепла в зварному шві буде тим більшою:
- чим більший зварювальний струм;
- чим довше буде протікати струм;
- чим більший опір зварного шва.
Точкове контактне зварювання
Точкове зварювання — це зварювання опором, при якому зварювані матеріали контактують та стискаються між електродами з мідного сплаву (рис. 16), замикаючи таким чином вторинне зварювальне коло. Через проходження електричного струму певний об’єм матеріалу плавиться на межі стиснутих матеріалів, який після відключення електричного струму кристалізується і утворює метал шва. Зварний шов має форму лінзи і утворюється без присадкового матеріалу.
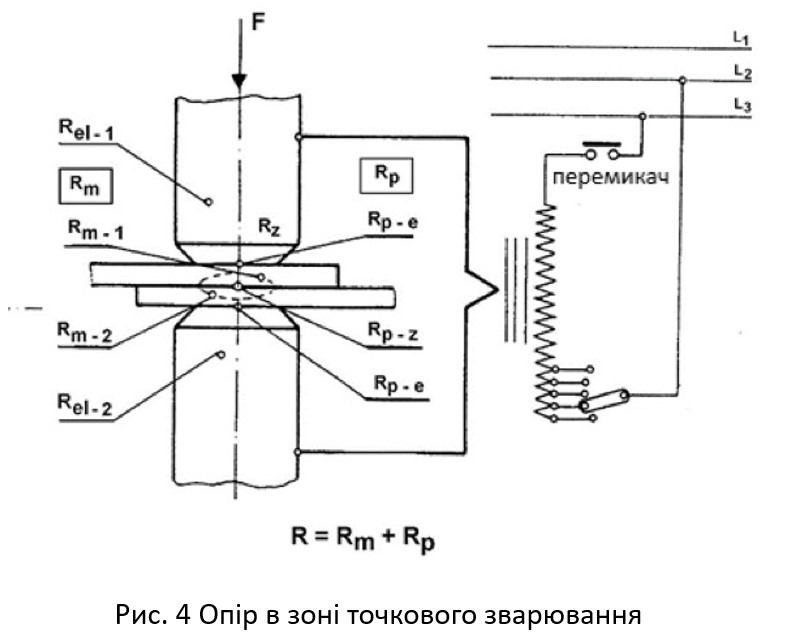
Опірпідчасточковогозварювання
Перехідні опори Rp виникають на межі розділу двох контактних матеріалів. При точковому зварюванні двох листів є три опори. Опір між верхнім електродом і верхньою пластиною, опір між звареними пластинами і опір між нижньою пластиною і нижнім електродом. З чого випливає:
Rp = Rp-e + Rp-z + Rp-e [Ω] (5)
Чим вища сила тиску, тим менший перехідний опір. На перехідний опір впливає провідність контактуючих металів.
Тепло, що виділяється між електродом і зварюваним матеріалом, залежить від чистоти і шорсткості контактних поверхонь, режиму зварювання та ефективності охолодження. Для досягнення високої якості зварних швів необхідно зменшити перехідний опір між електродом і зварювальним матеріалом до мінімуму, тобто, ретельно очистити поверхні зварюваних матеріалів.
Опір матеріалу Rm визначається фізичними властивостями - провідністю матеріалу, або опором зварюваного матеріалу і зварювальних електродів. (Провідність є величиною, зворотною опору).
Велику роль відіграє також товщина зварюваних листів, кількість листів і переріз шляху потоку.
Rm = Rm-1 + Rel-1 + Rm-2 + Rel-2 [Ω] (6)
Загальний опір R є сумою опорів переходу та матеріалу в зоні зварювання:
R = Rp + Rm [Ω] (7)
Під час зварювання величина всіх опорів буде змінюватися. Опір зростає при поступовому нагріванні.
Індуктивний опір також відіграє важливу роль у контактному зварюванні. Він залежить від розміру, відстані і розташування зварювального контуру, частоти зварювального струму та розміру магнітопроводу зварювального контуру. Зі зменшенням частоти індуктивний опір зменшується. Завдяки зменшенню зварювального контуру, зменшенню частоти та виключенню магнітного матеріалу до зварного шва може надходити більше енергії, що робить можливим зварювання матеріалів більшої товщини.
Металургійні процеси при точковому зварюванні
Утворення точкового шва характеризується швидким нагріванням до температури плавлення і подальшим швидким охолодженням. Стиснуті електродами листи починають плавитися в місці контакту. Після розплавлення відбувається швидке охолодження шва із ділянкою зони термічного впливу. Найвища температура досягається в центрі розплавленого ядра. Розплавлений метал кристалізується у формі ядра з характерною дендритною (ливарною) структурою (рис. 17).
Основні параметри контактного зварювання
Сила зварювання може бути постійною або змінною. Сила зварювання має електричну (впливає на опір переходу) і металургійну функцію (запобігає розширенню розплавленого ядра, а також впливає на ріст зерна під час кристалізації). Зусилля зварювання знаходяться в діапазоні від 100 Н до 50 кН, для контакторів від 50 Н до 1000 Н.
Зварювальний струм і час зварювання в поєднанні один з одним є вирішальними факторами, що впливають на виділення тепла в зварному шві. Зварювальний струм може бути постійним під час зварювання або змінюватися за циклограмою. Оскільки сила струму зведена в квадрат (закон Джоуля), подвоєння сили струму теоретично збільшує тепло в чотири рази. Зварювальний струм знаходиться в діапазоні від 100 А до 100 кА, а час зварювання знаходиться в діапазоні від 0,001 с до 2,0 с, для контакторів близько 10 с.
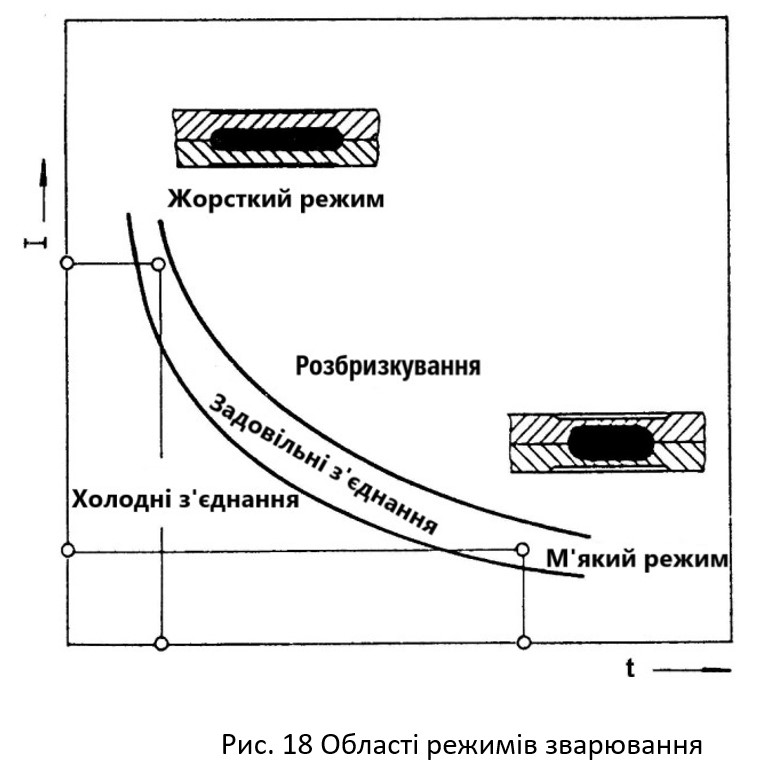
Ці параметри пов’язані між собою і тому ми говоримо про так званий м'який і жорсткий режим зварювання.
М'який режим зварювання: характеризується більшим тепловим впливом. Ядро має малий діаметр, велику висоту і крупнозернисту структуру, що погіршує механічні властивості зварного шва. Зварювання виконується меншими струмами до 10 кА і більшою тривалістю від 20 до 100 періодів з меншим зварювальним зусиллям до 5 кН і з меншою кількістю точок на одиницю часу. В цьому режимі є менші вимоги до приєднаної потужності, як правило, достатньо трифазної мережі струму 380 В з максимальним струмом до 63 А. Застосовується при зварюванні матеріалів, схильних до гартування. На поверхні зварюваних матеріалів внаслідок розм'якшення залишаються значні сліди від електродів. Термін експлуатації електродів менший в порівнянні з жорстким режимом.
Режим жорсткого зварювання: зварювальне ядро має більший діаметр, але меншу висоту, і зварювання є більш продуктивним. Механічні властивості зварних швів кращі в порівнянні зі швами, виконаними в м'якому режимі. Зварювання виконується великими струмами понад 10 кА, короткими періодами до 20 періодів з великим зусиллям зварювання 10 кН і більше, за більшої кількості точок за одиницю часу. У цьому режимі існують відносно високі вимоги до потужності підключення - системи розподілу понад 100 А з напругою мережі 380 В. Жорсткий режим не можна застосовувати для зварювання твердих матеріалів.
На практиці, зварювання виконується десь між цими режимами в області задовільних зварних швів - див. рис. 18.
Параметри контактного точкового зварювання наведено в табл. 2.
Окрім основних параметрів, необхідно також враховувати інші величини, що впливають на процес зварювання, такі як мінімальний розмір напустку, відстань від осі шва до краю листа, очікуваний діаметр ядра, мінімальна міцність з'єднання та ін.
Динаміка процесу зварювання
Під час зварювання змінюються опори в зоні шва (рис. 19). Загальний опір (R) спочатку зменшується через розм'якшення поверхонь, що спричиняє кращий контакт електродів. У міру формування ядра перехідний опір Rp-z починає зникати, але загальний опір все одно зростає. Збільшення нагрівання відіграє вирішальну роль - опір матеріалу зростає з температурою.
Поступово сформоване ядро (з розплавленого металу) має тенденцію до розширення. Розширення діє проти сили стискання та прагне виштовхнути електроди. Якщо сила стискання була недостатньою, розплавлений метал буде розбризкуватися
Зварювальні електроди
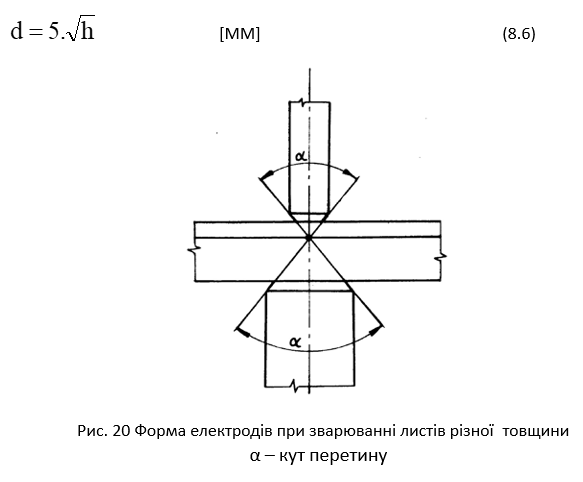
Зварювальні електроди безпосередньо впливають на якість зварного з'єднання. Вони подають електричний струм і одночасно зусилля до деталей, що зварюються. Під час зварювання вони нагріваються, тому їх необхідно інтенсивно охолоджувати. Всередині електродів є отвір для можливості їх охолодження рідиною. Вони повинні бути стійкими до зношування і мати достатню електропровідність. Електроди виготовляють з електролітичної міді або мідних сплавів і тугоплавких металевих сплавів. Найчастіше застосовують сплави CuCrZr, CuBeCo, CuCd, CuAg в залежності від зварюваних матеріалів. Зі збільшенням кількості легуючих елементів у міді зменшується її електропровідність, але підвищується міцність. На якість зварного з'єднання впливає також чистота контактних поверхонь зварювальних електродів. При зварюванні поверхнево оброблених листів відбувається їх забруднення, що призводить до зниження електропровідності. Тому необхідно очищати контактні поверхні електродів, наприклад, шліфуванням і токарною обробкою. Форма електродів залежить від подальшого використання. З того боку, де більший опір матеріалу, вибирають більший діаметр електроду (рис. 20). Діаметри електродів обернено пропорційні провідності матеріалу або прямо пропорційні його омічному опору. Діаметр електродів залежить від товщини зварюваних листів і визначається експериментально за співвідношенням:
Обладнання для контактного точкового зварювання
Зварювальні апарати можна поділити на:
- стаціонарні - /точкові- (одноточкові або багатоточкові)/;
- апарати для точкового зварювання середньої потужності - /від 20 до 250 кВА/;
- великі апарати точкового зварювання - /понад 250 кВА/.
Види і форми з'єднань
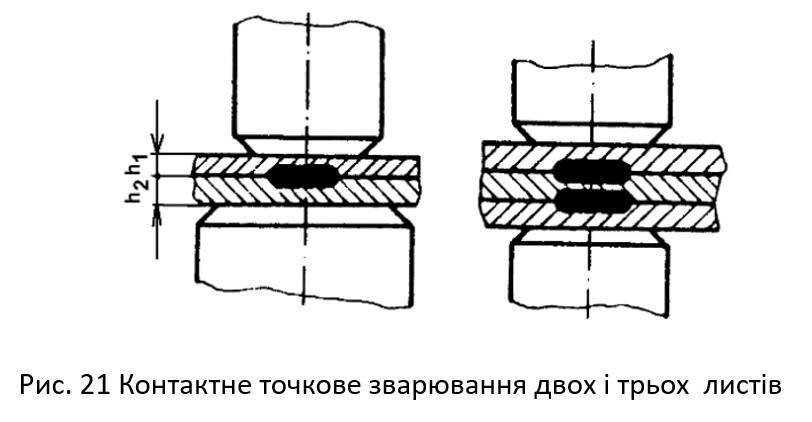
Зварні з'єднання виконують на з'єднаннях листового металу внапусток (рис. 21). За допомогою контактного точкового зварювання можна зварювати листовий метал товщиною від 0,6 мм до 10 мм, експериментальний до 25 мм. Точкове зварювання найчастіше застосовують в однорядному і, винятково, в дворядному розташуванні. Зварні з'єднання повинні бути спроектовані таким чином, щоб вони зазнавали напруження зсуву. Тоді вони витримують, приблизно, вдвічі більше зусилля, ніж коли їх напружують на розтяг.
Застосування контактного точкового зварювання
При зварюванні вуглецевих сталей якість зварного з'єднання залежить від вмісту вуглецю, який не повинен бути більше 0,22%. Аустенітні сталі зварюють в жорсткому режимі для запобігання утворенню карбідів Cr. Для зварювання алюмінію та його сплавів потрібні більші зварювальні струми через більш високу електропровідність і особливо теплопровідність у порівнянні зі сталями. Утворення Al2O3 на поверхні також є перешкодою для зварювання. Для зварювання міді необхідно використовувати конденсаторні зварювальні апарати. Зварювати можна тільки тонкі мідні листи. На зварювання негативно впливає висока електро- і теплопровідність міді, яку можна знизити додаванням домішок (Zn, Sn, Be та ін.). При зварюванні поверхнево оброблених листів, покриття (Zn, Sn та ін.) налипає на зварювальні електроди, які часто потребують механічного очищення, що знижує продуктивність зварювання та скорочує термін їх експлуатації. Обробку поверхні листового металу доцільно проводити тільки після зварювання. Контактне точкове зварювання є домінуючим методом зварювання, який використовується у виробництві кузовів в автомобільній промисловості. В середньому на автомобілях середнього класу є від 3000 до 5000 точкових зварних швів. Ця технологія широко використовується в авіаційній і космічній промисловості, при зварюванні листів з легких сплавів і титану.
On 04.03.2025, an event called Katedrovica was held for our students from the PPSV Ing. 1st and 2nd year study programme. We would like to take this opportunity to thank you for the awesome atmosphere and great fun.
From 02 to 05.11.2024 the KSIT 2024 conference was held in Tály, Slovakia. It brought together experts from metallurgy, metallurgy and industry from Slovakia, the Czech Republic, Poland and Romania. The event was also a celebration of the thirtieth anniversary of the scientific journal Acta Metallurgica Slovaca.
Ing. Samuel Vilkovský took part in a one-month Erasmus+ Traineeship at the Faculty of Mechanical Engineering, University of Ljubljana, Slovenia, which broadened his knowledge with additional academic opportunities. Within the framework of the above-mentioned stay at this faculty, he also focused on future scientific cooperation with this university in the field of forming under the guidance of prof. Pepelnjak. He extended his previous knowledge in the field of simulation of forming processes by the possibilities of using Neural Network and Random Forest methods, which contributed to a new insight into new modern research techniques and methodologies. His further experience from his stay at the University of Ljubljana Mr. Ing. Vilkovský can be read by clicking on the link below.
On 21.05.2024 company Sumitomo DEMAG representatives visited the Institute of Technological and Materials Engineering at the Faculty of Mechanical Engineering of TUKE. This company presented cutting-edge solutions in the field of plastic injection moulding technology, including a real demonstration on an injection moulding machine. The presentation was intended for employees of the Institute of Technological and Materials Engineering, as well as for students and representatives of various companies from KE and the surrounding area. With her expertise in the field of plastic injection moulding, she pointed out the latest trends, tools as well as functions and control panels showing the entire injection moulding process. One of the many features was an introduction to the so-called activeMeltControl function, which adapts the injection moulding process to changes in material (including regranulate), automatic pressure adjustment, or correction of moulding weight fluctuations.
On 14.02.2024 Volvo Cars visited the Institute of Technological and Materials Engineering at the Faculty of Mechanical Engineering, TUKE. They were interested in study programs oriented on the issue of automotive production, scientific and research activities and possibilities of further cooperation. There was a discussion about the possibility of applying our graduates within the company. A number of study programmes of our faculty offer a wide range of graduates who can find employment in the newly created company in Valaliky Industrial park. In the coming period, representatives of Volvo Cars will visit the laboratories and workplaces of the Faculty of Mechanical Engineering.
On 27.06.2023 an excursion was held for the students of the PPSV Ing. studies in the company RF Elements in their development and production centre at the city of Humenne.
As part of the CEEPUS scholarship program, KTMaPPV students completed a study stay at Politechnika Svietokrzyska in KIelce, Poland. As part of their two-week stay, they had the opportunity to take interesting lectures, visit the laser technology center, several laboratories, but also get to know the city and its surroundings in free time. As part of the summer school, they also visited the 25th year of the exhibition PLASTPOL
The students of the 2nd year of engineering studies of the PPSV study program completed a study stay at the University Politechnika Świętokrzyska in Kielce, Poland, within the CEEPUS scholarship program. During the two-week stay, they had the opportunity to attend interesting lectures, visit the laser technology center, but also get to know the city and its surroundings in their free time.
An international scientific conference will take place in Herľany from 15 to 17 September 2019. All interested parties from Slovakia and abroad are invited. More information can be found at:
On March 20, 2019, an event entitled ,,Open Day" was held in the University Library of the Technical University in Košice, which was attended by the general scientific and lay public as well as students and teachers of secondary schools. As part of the Open Day event, employees of the technologies and materials informed about the possibilities of studying the Bachelors study program Technology, Management nad Innovation of Mechanical Engineering as well as about the knowledge that students can acquire and then apply in practice after studying other study programs at KSTaM.
On February 25-26, 2019, a management meeting and workshop was held at KSTaM within the international project NEWEX entitled „Research and development of a new generation of machines for processing composite and nanocomposite materials“, where the design and production of a new innovative extruder is concerned. The implementation of this project supports real cooperation between industry and education, which is of key importance for the European research development strategy.
STEEL Park
Kreatívna fabrika At our department under the leadership of prof. Ing. Emila Spišáka, CSc. and Ing. Juraja Hudáka, CSc. as well as the other educators, employees and students and the guarantor of the project U.S. Steel Košice was gradually prepared and realized one of the exhibits - the production of a toy car from sheet steel.
On March 19, 2015, a competition of FME TU students in CNC machine programming took place. It was prepared by the Department of Computer Aided Technologies and the Department of Mechanical Engineering Technologies and Materials under the auspices of the Dean of the Faculty of Mechanical Engineering Dr.h.c. mult. prof. Ing. Františka TREBUŇU, CSc.
Conference
On 7 and 9 October 2015, the international scientific conference Pro-tech-ma 2015 and Surface Engineering 2015 took place, organized by the Department of Mechanical Engineering Technologies and Materials in cooperation with the universities of the Rzeszow University of Technology and Polish University of Technology. The conference took place at the Hotel Hubert in Gerlachov in the High Tatras.
EUR-ACE European Accreditation of Engineering Programmes
With EUR-ACE accreditation, the university receives the EUR-ACE label, which allows it to be among the leading European universities and colleges that have already received this label. It gives students the assurance that by completing a EUR-ACE accredited degree, they will meet the most exacting criteria set for graduates in European business practice. The EUR-ACE label guarantees that the holder meets demanding criteria, not only in terms of organisation but also in terms of the content and outcomes of the study programme.
Calendar
No event in the calendar
July 2025
Mon
Tue
Wed
Thu
Fri
Sat
Sun
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
Welding school
"Ideas alone have little worth. The value of innovation lies in its practical implementation"
Werner von Siemens (in letter to his brother Carl, 1865)
Mäsiarska 74 040 01 Košice - Old town Slovak Republic
Contact
Department of Technology, Materials and Computer-Aided Technologies Institute of Technology and Materials Engineering Faculty of Mechanical Engineering Technical University of Košice
Head of the department and director of the institute: prof. Ing. Emil Spišák, CSc. phone: 055/602 3502 e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
Secretariat: Ing.Eva Krupárová phone: 055/602 3502 e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.






















{kind=link}