


Газове зварювання
Газове зварювання (за способом 311 - марковані відповідно до EN ISO 4063) - це зварювання плавленням, при якому джерелом тепла для плавлення зварюваного і присадкового матеріалу є полум'я, в якому горить суміш горючого газу і газу, що підтримує горіння.
Гази, що використовуються для зварювання:
- горючі гази,
- гази, що підтримують горіння.
Легкозаймисті (горючі) гази - це гази, які горять за наявності повітря або кисню. Окрім водню та оксиду вуглецю, горючими газами є вуглеводні, найвідоміші з яких представлені в таблиці 1.
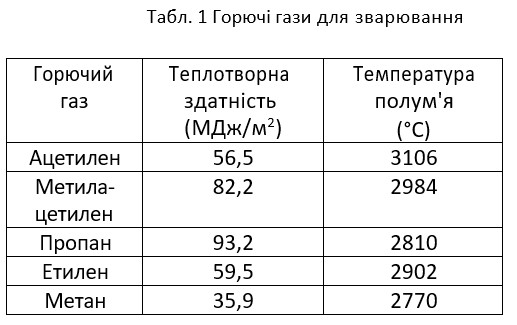
Ацетилен(C2H2) — горючий вуглеводневий газ із характерним запахом. Це безбарвний, неотруйний газ, легший за повітря. На практиці цей газ найчастіше використовують для зварювання, через найвищу температуру полум'я. З киснем і повітрям утворює вибухову суміш у широкому діапазоні концентрацій. Температура його спалахування становить 305°C. Його отримують шляхом розкладання карбіду кальцію під дією води у ацетиленових генераторах. Молекула ацетилену не дуже стабільна. У разі пожежі або удару тиску він розкладається на вуглець і водень. Збільшення об'єму при розкладанні призводить до вибухової реакції з можливими руйнівними наслідками.
Він поставляється розчиненим в ацетоні в балонах, як кисень. На відміну від кисню, балони не порожні всередині, а наповнені пористою речовиною, яка зупиняє можливе розкладання ацетилену. У 50-літровий балон додають 18 кг ацетону або диметилформаміду, які служать розчинниками. Вміст ацетилену в балоні становить 10 кг. Балони наповнюють під тиском 1,8 МПа. Максимальний робочий тиск ацетилену може становити 150 кПа.
Газами, що підтримують горіння, є повітря і кисень.
Повітря являє собою суміш азоту, кисню, інертних газів і вуглекислого газу. Основними компонентами є азот (78%) і кисень (21%). Температура полум'я, суміші горючого газу і повітря недостатня для зварювання, але вона широко використовується при паянні і нагріванні матеріалів.
Кисень O2 є безбарвним, без смаку і запаху, нетоксичним газом, що підтримує горіння. Його отримують шляхом поділу зрідженого повітря за допомогою низькотемпературної ректифікації та електролізу води. Кисень зріджується при температурі -183 °C. Він переходить у твердий стан при -218,9 °C. Найважливішою властивістю кисню є його реакційна здатність. Є кілька елементів, з якими кисень не зв'язується. У збагаченому киснем середовищі процеси окислення і горіння відбуваються значно швидше, ніж на повітрі.Через сильний окислювальний ефект він не повинен контактувати з мастилами органічного походження. Радикальне окислення мастил може призвести до їх займання і вибуху.Постачається газ у газоподібному або рідкому вигляді в сталевих балонах об'ємом 6 м3 під тиском 20 МПа.
Процес газового зварювання
Під час зварювання основний (зварюваний) матеріал і додатковий матеріал повинні бути розплавлені теплом. Необхідне тепло для зварювання виділяється спалюванням горючого газу (ацетилену) з киснем.
У полум'ї відбуваються наступні екзотермічні первинні та вторинні хімічні реакції.
Первинне горіння суміші ацетилену і кисню:
C2H2 + O2 = 2CO + H2 + 21134,2 кДж.м-3 (4.1)
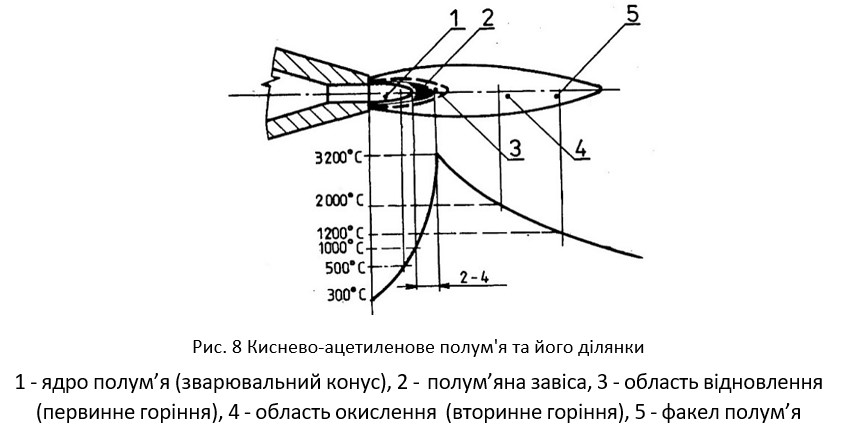
Первинна фаза горіння - так зване неповне згоряння. Воно проходить навколо поверхні конічної серцевини полум’я. На відстані до 10 мм від верхньої частини серцевини є зона полум’я з негативним відновлювальним впливом на зварювальну ванну. Ця зона відновлення захищає зварювальну ванну від атмосферного кисню.
Вторинні хімічні реакції з навколишнім середовищем, які створюють зовнішню область полум’я:
CO + ½ O2 + 2N2 = CO2 + 2N2 + Q (4.2)
H2 + ½ O2 + 2N2 = H2O + 2N2 + Q (4.3)
C + ½ O2 + 2N2 = CO + 2N2 + Q (4.4)
Усі ці реакції є екзотермічними.
Вторинна стадія горіння - повне згоряння. Вона оточує зону відновлення полум'я. Для спалювання продуктів з цієї області, використовується кисень з навколишньої атмосфери. Її також називають областю окислення полум'я. Вона утворює факел полум'я і здійснює окислювальну дію на зварювальну ванну.
Види киснево-ацетиленового полум'я
Ми поділяємо киснево-ацетиленове полум'я за двома основними аспектами
- за співвідношенням суміші газів, або за кількістю O2 і C2H2 в суміші
- за швидкістю виходу суміші O2 і C2H2 з пальника.
За співвідношенням суміші газів:
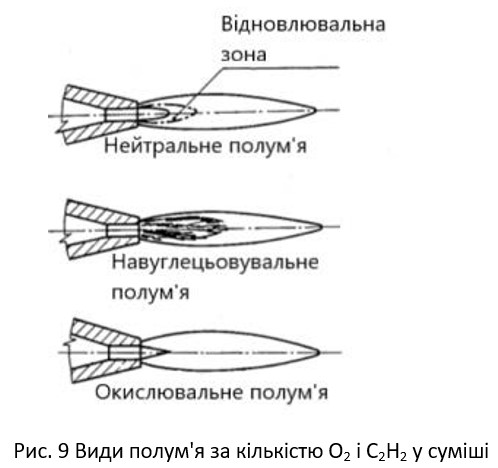
Нейтральне полум'я - має співвідношення газів O2:C2H2 1-1,2: 1. Зварювальний конус різко виражений із закругленим кінцем. Найбільш поширене його застосування для звичайного зварювання. Не змінює хімічний склад зварюваного металу.
Навуглецьовувальне полум'я - при надлишку ацетилену зварювальний конус покривається білою вуалю. Довжина вуалі залежить від надлишку ацетилену. Полум'я навуглецьовує розплавлений метал. Зварний шов крихкий, твердий і пористий. Застосовується для зварювання алюмінію, магнію та їх сплавів, також використовується для зварювання твердих металів і для навуглецьовування.
Окислювальне полум'я - при надлишку кисню зварювальний конус коротший і при надлишку кисню забарвлюється в синьо-фіолетовий колір. Надлишок кисню спалює CO до вуглекислого газу, а область відновлення звужується, доки вона повністю не зникне, і полум’я стає окислювальним. Застосовується для зварювання латуні і деяких видів бронзи.
За швидкістю виходу полум'я:
М'яке - вихідна швидкість 70 – 100 м.с-1, нестабільне, схильне до затухання, використовується мінімально.
Середнє - вихідна швидкість 100 – 120 м.с-1, стабільне, має достатній динамічний ефект, гарантує хорошу якість зварювання та достатню продуктивність.
Гостре - вихідна швидкість > 120 м.с-1, полум'я має великий динамічний вплив на зварювальну ванну і на збільшення теплового впливу. Вища продуктивність зварювання відбувається за рахунок якості зварювання.
Способи газового зварювання
За способом направлення пальника і додаткового матеріалу в залежності від напрямку зварювання розрізняють:
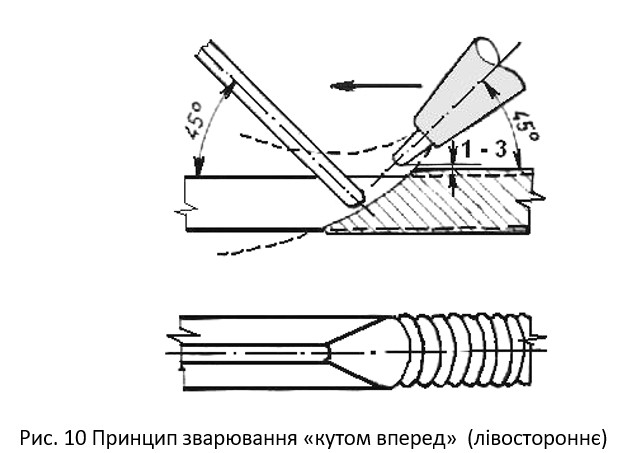
- зварювання «кутом вперед» (лівостороннє), рис. 10;
- зварювання «кутом назад» (правостороннє), рис. 11.
Зварювання «кутом вперед
зварювальний дріт знаходиться перед пальником у напрямку зварювання. Зварювальний пальник нахиляють під кутом 45º так, щоб полум'я було спрямоване в зазор між листами, що зварюються. Розпочинаємо зварювання з правого краю і переходимо до лівого. Таким чином, існує більша небезпека неповного проплавлення кореня зварного шва через обтікання зварювальної ванни, виконується швидке зварювання. Зварювання «кутом вперед» використовується при зварюванні тонких листів товщиною до 4 мм. Полум'я не захищає зварний шов від доступу повітря. Зварний шов швидко охолоджується, виникають напруження, підвищується твердість і крихкість.
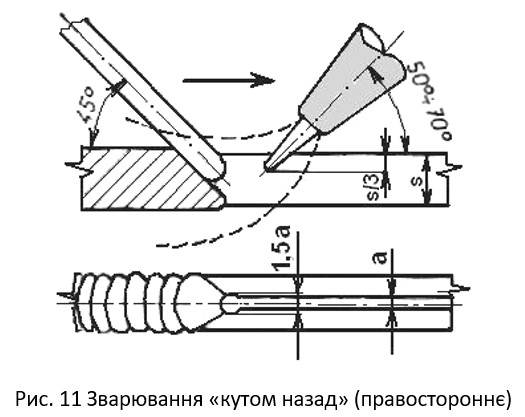
Зварювання «кутом назад
зварювальний дріт рухається за пальником. Зварювальний пальник нахиляють під кутом 50 - 70º. Розпочинаємо зварювання з лівого боку і переходимо до правого. Перевагою є повне проплавлення кореня, що гарантує хорошу якість зварювання. Полум'я захищає зварний шов від доступу повітря і окислення, уповільнює охолодження шва. Це покращує механічні властивості, зменшує напруження та деформації. Зварювання «кутом назад» використовується для зварювання листів товщиною понад 4 мм. Продуктивність зварювання
- кутом назад» на 30% вища, ніж при зварюванні
- кутом вперед». Цей метод призначають для зварних швів напружених конструкцій.
Підготовка зварних поверхонь до газового зварювання
На якість зварних з'єднань істотно впливає також попередня обробка зварних поверхонь. Підготовка передбачає очищення поверхні в місці зварювання та відповідну обробку зварних поверхонь в залежності від товщини матеріалу. Очищення зварних поверхонь проводять механічним і хімічними методами. Підготовка зварних поверхонь передбачена стандартом STN EN ISO 9692-1.
Додаткові матеріали для газового зварювання визначаються згідно з STN EN ISO 20378.
Для газового зварювання використовуються присадні матеріали у вигляді дроту, що постачається в прутками діаметром ø 1,6; 2; 2,5; 3.15; 4; 5, 6 і 8 мм. Діаметр присадкового дроту залежить від товщини основного матеріалу, що зварюється.
Додатковий матеріал вказано напр. : дріт STN EN ISO 20378 – O III:
O = позначення дроту для газового зварювання;
III = символ хімічного складу дроту / від I до VI /.










