Množstvo výskumných úloh riešených pre prax, pri ktorých využívame pokročilé stroje a zariadenia, ktorými katedra disponuje.
CNC obrábanie
Katedra disponuje viacerými softvérovými balíkmi pre programovanie a riadenie CNC strojov ako sú napr. Siemens Sinumerik, Heidenhain, Mach3, SolidCAM, Siemens NX a veľa ďalších.
3D tlač
3D tlač, alebo rapid prototyping je jednou z najrevolučnejších technológií posledných rokov, ktorej sa predpovedá významné postavenie v priemysle. Táto technológia je na našej katedre už niekoľko rokov a boli sme priekopníci tejto technológie v rámci celej fakulty.
Tvárnenie
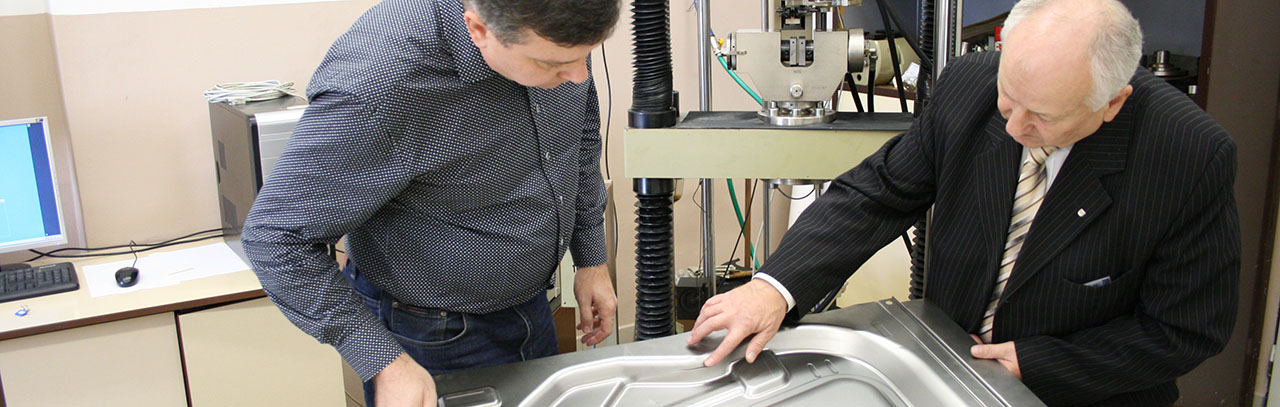
Najmodernejšie zariadenia pre výskum tvárnenia sa v značnej miere využívajú aj v procese výuky, kde sa študenti oboznamujú okrem teoretických znalostí aj s ich praktickou aplikáciou.
Praktické vyučovanie
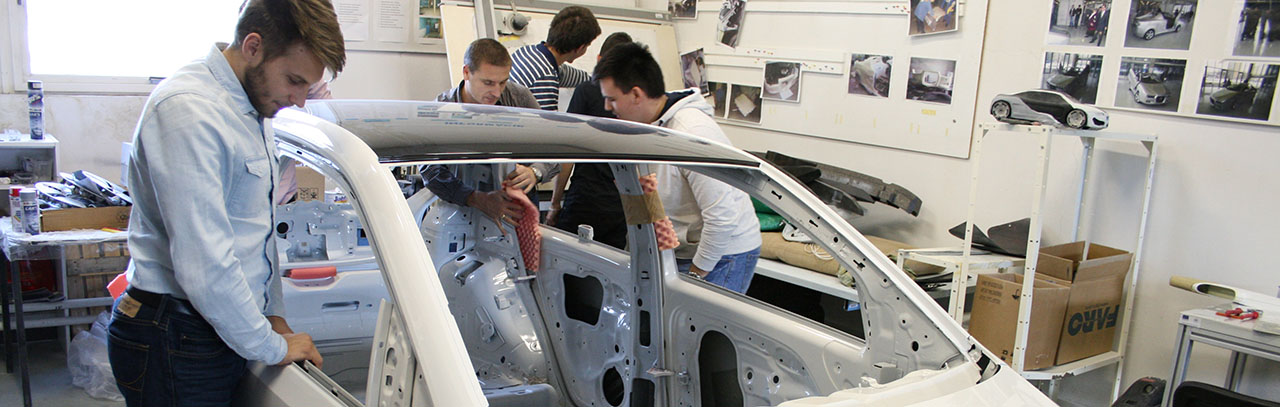
Nie sme len "tvrdými teoretikmi", ale ponúkame ti spoločne sa podieľať pri riešení projektov v rámci výskumných tímov pracujúcich v rôznych technologických oblastiach.
CERTIFIKÁCIA
Solidworks:
Certifikačné skúšky pre študentov
CAX SIMULÁCIE
Pri výučbe, výskume a riešení úloh pre prax využíváme viaceré CAx systémy.
Katedra technológií, materiálov a počítačovej podpory výroby je súčasťou Ústavu technologického a materiálového inžinierstva Strojníckej fakulty Technickej univerzity v Košiciach. V súčasnosti je oblasť výuky na našej katedre zameraná na dostupné konvenčné a progresívne technológie výroby súčiastok v strojárskej výrobe ako aj na využitie CAx technológií pri navrhovaní a optimalizovaní výrobných postupov. Náplňou predmetov je teória a technológia obrábania, plošného i objemového tvárnenia, spracovania plastov, zvárania a povrchových úprav. Obsah predmetov zahŕňa návrhy technologických postupov, výrobnej techniky, návrh a konštrukciu prípravkov a nástrojov, experimentálne metódy v strojárskej technológii, progresívne spôsoby výroby výrobkov, navrhovanie a konštrukciu foriem pre plastové výlisky, simulácie zatekania taveniny do dutiny formy, mechanizáciu a automatizáciu výroby. V rámci uplatňovania jednotlivých metód a návrhov pri rôznych technologických postupoch používame CAD/CAM/CAE systémy, simulačné programy ako napr. PAM-STAMP, SolidCAM, Moldex 3D a iné. V rámci nášho pracoviska vyvíjame, alebo sa podieľame na výskume v oblasti tvárnenia, zvárania, obrábania, spracovania plastov, povrchových úprav, tenkých vrstiev a množstva ďalších s cieľom podporiť priemyselné prostredie a zabezpečiť jeho trvalý udržateľný hospodársky rozvoj. Snažíme sa byť vždy ústretoví a otvorení možným príležitostiam pre novú spoluprácu. V prípade akýchkoľvek informácií nás prosím neváhajte kontaktovať.
Príďte k nám študovaťprogresívne študijné programy.
Technológie, manažment a inovácie strojárskej výroby
Sú to povlaky na báze silikátových skie, ktoré sa aplikujú na ochranu kovových materiálov. Nanášajú sa väčšinou vo forme vodných suspenzií sklovitých fáz (mokré smaltovanie), alebo vo forme prášku. Pri následnom vypaľovaní vznikne súvislý sklovitý povlak, ktorý je prostredníctvom adhéznej medzivrstvy pevne spojený s podkladom.
Základom štruktúry smaltu je sklo, čo je amorfná pevná látka, ktorá vzniká spravidla stuhnutím taveniny bez kryštalizácie. Na rozdiel od kryštalických látok (napr. keramiky) štruktúra skla nemá pravidelné usporiadanie na dlhšie vzdialenosti. Sklo vznikne ochladzovaním východiskovej látky z kvapalného stavu takou rýchlosťou, že sa nestihne vytvoriť pravidelná štruktúrna mriežka.
Sklo sa dá vytvoriť z rôznych anorganických i organických látok:
prvky: S, Se, Te, P
oxidy: B2O3, SiO2, GeO2, P2O5, As2O3 a ďalšie
boridy, kremičitany: Na2B4O7, Na2Si2O5 a iné
iné zlúčeniny: BeF2, AlF3, ZnCl2 a iné.
Druhy smaltových povlakov
Základnou zložkou na prípravu smaltového povlaku je smaltárska frita (brečka). Je to sklovitý anorganický materiál, ktorý vzniká tavením zmesi smaltárskych surovín a prudkým ochladením. Ochladenie sa realizuje odliatím taveniny do vody, alebo medzi valce chladené vodou. Chemické zloženie frity ovplyvňuje väčšinu vlastností smaltového povlaku.
Z hľadiska vrstiev sa smalty delia na:
základné,
krycie,
jednovrstvové
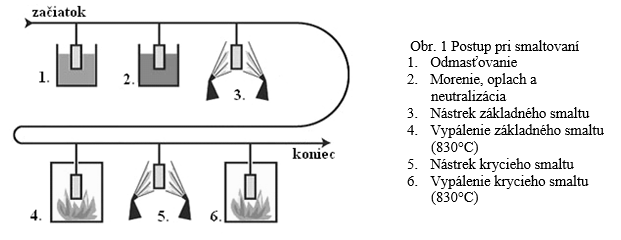
Úlohou základných smaltov je vytvoriť adhéznu medzivrstvu medzi kovom a vrchným smaltovým povlakom. Základný smalt nie je možné použiť ako funkčný povlak. Po nanesení a vypálení základného smaltu sa naňho nanesie krycí smalt a opäť sa vypáli, obr. 1.
Krycí smalt je funkčný povlak, ktorý je nositeľom požadovaných vlastností povlaku. Podľa vzhľadových vlastností krycie smalty môžu byť:
zakalené, biele alebo farebné,
polotransparentné,
transparentné.
Jednovrstvové smalty sú špeciálnym typom základných alebo krycích smaltov, u ktorých je zloženie frity upravené tak, aby pri nanášaní priamo na oceľový plech bola zaistená dostatočná adhézia ku kovu a požadované funkčné vlastnosti zodpovedali požiadavkám na povlak.
Rozdelenie smaltov podľa spôsobu nanášania:
smalty nanášané mokrou cestou, t.j. ponorením výrobku do frity, ktorá sa po nanesení suší a potom vypaľuje,
smalty vo forme práškovej frity nanášané v elektrickom poli vysokého napätia, následne sa bez sušenia sa vypáli,
smalty pre elektroforézne nanášanie, kedy sa vrstva smaltu nanesie galvanickou cestou z vodného roztoku. Adhézia základného smaltu na oceľovom plechu súvisí s tvorbou oxidov železa, ktoré sprostredkujú spojenie medzi sklom a železom.
Technologický postup smaltovania
Predúprava povrchu – odmastenie, morenie.
Nanášanie smaltu:
Máčaním – používa sa pri výrobkoch menších rozmerov prevažne na aplikáciu základného smaltu. Rovnomernosť nanesenia smaltu na podklad závisí od reologických vlastností brečky.
Polievaním – sa používa najčastejšie pri aplikácii krycích smaltov, zväčša u tvarovo náročných výrobkov.
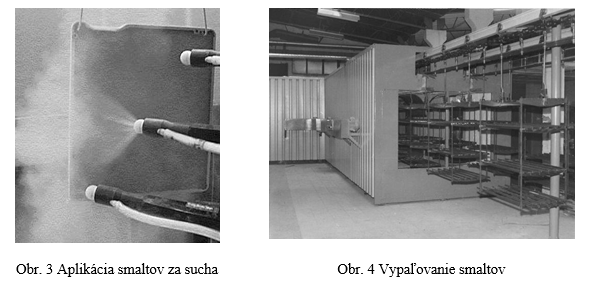
Striekaním – je rozšírená metóda nanášania smaltov predovšetkým na rozmerné a tvarovo náročné výrobky. Táto metóda sa dá dobre mechanizovať, automatizovať a robotizovať. Hlavnou nevýhodou je vysoký odpad smaltu prestrekom.
Elektroforetickým nanášaním – máčanie výrobkov, kedy elektricky nabité častice v smalte vo vodnom prostredí sa pohybujú smerom k povlakovanému výrobku s opačným nábojom. Pracuje bez strát smaltov a dosahuje sa vysoká kvalita povlakov.
Nanášanie v elektrickom poli vysokého napätia – využíva elektrické pole, v ktorom častice smaltu získajú elektrický náboj a pohybujú sa k výrobku s opačným nábojom. Táto metóda sa masívne využíva pre suché i mokré smaltovanie.
Sušenie smaltu sa týka mokrého smaltovania. Pred vypálením sa musí vrstva smaltu vysušiť, aby počas vypaľovania nedochádzalo k masívnemu odparovaniu kvapalnej zložky smaltu a vzniku pľuzgierov. Suší sa pri teplotách 80-100°C v komorách alebo kontinuálnych sušiarňach.
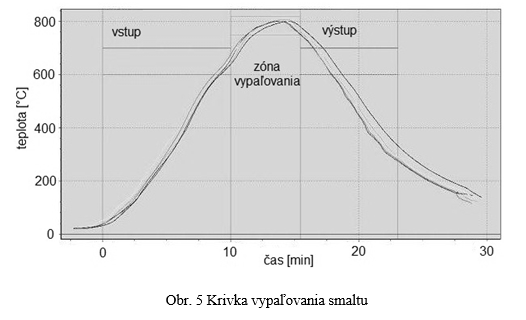
Vypaľovanie smaltu. Suchá vrstva smaltu sa vypaľuje pri teplotách 800-900°C, kedy vznikne sklovitá vrstva s dobrou priľnavosťou ku kovu.
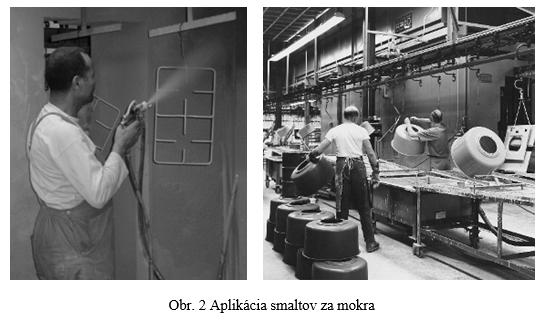
Ukážka práce pri anášaní smaltu za mokra, za sucha, proces vypaľovania smaltu v peci a krivka vypaľovania smaltu sú uvedené na obr. 2-4.
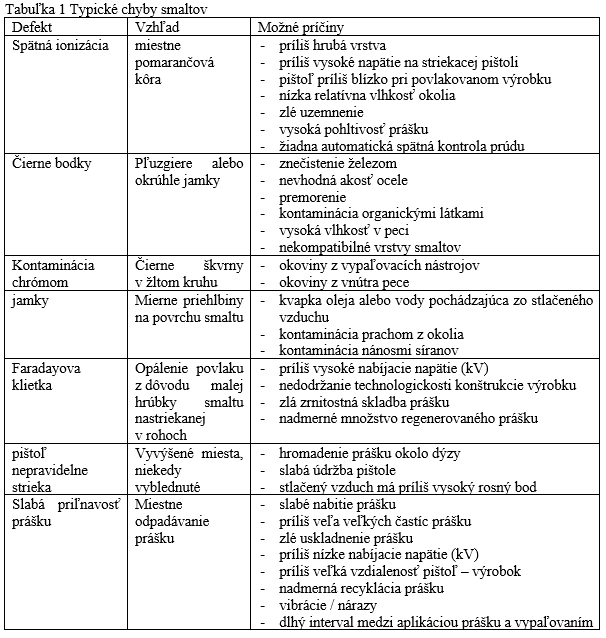
Chyby smaltových povlakov
Typické chyby vznikajúce v smaltových povlakoch sú uvedené v tab. 1.
Vlastnosti smaltových povlakov
Korózne vlastnosti
Vysoká chemická odolnosť patrí medzi základné priaznivé vlastnosti smaltov. Smaltový povlak veľmi dobre odoláva atmosferickej korózii. Výrazne vyššiu koróznu odolnosť majú smaltové povlaky, ktoré obsahujú v sklovitej fáze určitý podiel kryštalickej fázy.
Vysoká chemická odolnosť patrí medzi základné priaznivé vlastnosti smaltov. Smaltový povlak veľmi dobre odoláva atmosferickej korózii. Výrazne vyššiu koróznu odolnosť majú smaltové povlaky, ktoré obsahujú v sklovitej fáze určitý podiel kryštalickej fázy.
Tepelné vlastnosti smaltov
Tepelná vodivosť smaltov pri teplote 313 K je 0,093 – 0,114 W.m-1.K-1 a závisí na množstve pórov v povlaku. Dôležitou vlastnosťou smaltu je jeho tepelná rozťažnosť. Tepelná rozťažnosť smaltu musí byť nižšia ako rozťažnosť podkladového kovu, čím sa vylúčia ťahové napätia v smaltovom povlaku.
Bežné smalty znášajú dlhodobo teploty 400-500°C. Pre špeciálne aplikácie v energetike, leteckej a kozmickej technike sú určené žiaruvzdorné smalty, ktoré odolávajú teplotám 900-1100°C.
Mechanické vlastnosti smaltov
Väzby medzi atómami v smaltoch sú smerového charakteru (iónová, kovalentná). Podiel kryštalickej a sklovitej fázy značne ovplyvňuje mechanické vlastnosti smaltu. Veľký vplyv má aj pórovitosť povlaku. Pevnosť smaltov v ťahu je 70 – 90 MPa a je podstatne nižšia ako pevnosť v tlaku, ktorá je 700-1300 MPa. Tvrdosť smaltov zodpovedá minerálom podľa Mohsovej stupnice 5 - 7. Z tvrdosti smaltu vyplýva jeho značná odolnosť voči abrazívnemu opotrebeniu.
Smalty sú charakteristické nízkou lomovou húževnatosťou. Odolnosť voči mechanickým rázom sa stanovuje ako kinetická energia, pri pôsobení ktorej smalt ešte ostane celistvý.
Podkladové materiály pre smaltovanie a požiadavky na ich vlastnosti
Najčastejšie sa smaltujú:
- oceľové plechy
- sivá liatina
- neželezné kovy (hliník, meď)
Oceľové plechy.
Bežná oceľ na smaltovanie patrí k podeutektoidným nízkouhlíkovým oceliam. Zvláštna pozornosť sa venuje uhlíku, lebo pri vypaľovaní smaltu na fázovom rozhraní kov – smalt prebiehajú reakcie, pri ktorých vznikajú plynné produkty (H2, CO, CO2, CH4), ktoré spôsobujú chyby povlaku. Uhlík tiež znižuje teplotu alotropickej premeny železa, čím dochádza k objemovým zmenám a deformácii výrobkov. Preto by obsah uhlíka v oceli určenej na smaltovanie nemal prekročiť hodnotu 0,1 %, obsah Mn do 0,35 %, Si do 0,1-0,2 %, P do 0,3-0,4 %, S do 0,03-0,04 %, Al do 0,008-0,01 %, Cu 0,01 %. Na smaltovateľnosť ocelí veľmi priaznivo pôsobí nikel.
Vo feritickej štruktúre nízkouhlíkovej ocele by mal byť cementit v globulárnej forme rovnomerne rozložený v základnej matrici.
Sivá liatina.Na smaltovanie sa používa iba sivá liatina s perlitickou matricou, ktorá sa pri vypaľovaní smaltu mení na feritickú štruktúru s rovnomerne rozdeleným lamelárnym grafitom. Sivá liatina musí byť bez pórov, trhlín a ďalších necelistvostí. Po otryskaní musí mať stredne drsný rovnomerný povrch.
Aplikácia organických povlakov na povrch súčiastok patrí medzi najbežnejší spôsob ochrany proti atmosférickým vplyvom. Používajú sa na ochranu kovových výrobkov a konštrukcií pred koróziou, predovšetkým proti účinkom atmosféry a vody. Akosť povlakov zahrňuje ich ochrannú účinnosť a vzhľadovú stálosť. Ochranná účinnosť je výslednicou dvoch vzájomne sprevádzaných funkcií povlakov - bariérového mechanizmu a schopnosti blokovať povrch kovu.
Organické povlaky sú organické látky, ktoré sú v stave polotekutosti alebo tekutosti. Po nanesení a zaschnutí náteru na povrchu súčiastky vzniká neprerušovaný mechanický trvanlivý povlak.
Rozdelenie organických povlakov:
povlaky z náterových látok
povlaky z polymérnych materiálov
povlaky pre dočasnú ochranu
a) Povlaky z náterových látok
Ochranná účinnosť povlakov z náterových látok je ovplyvnená:
akosťou a čistotou základného materiálu,
antikoróznymi vlastnosťami základných náterov,
priepustnosťou povlaku pre ióny, kyslík a vodu,
adhéziou náteru,
Náterová látka je zložená z nasledujúcich základných zložiek:
filmotvorná látka (spojivo, zmäkčovadlo) - nosné médium, ktoré tvorí vlastnú kvapalnú (neprchavú) časť. Charakter filmotvornej látky má vplyv na vlastnosti náteru. Spojivo spoločne s prchavými zložkami tvorí najčastejšie roztok, tzv. základný lak, ktorý by bez pridania pigmentov vytvoril priehľadný transparentný náterový film.
pigmenty, plnidlá a farbivá - malé nerozpustné čiastočky rozptýlené v médiu. Sú to farebné prášky nerozpustné v spojivách a rozpúšťadlách, ktoré dodávajú náterovým látkam farebný odtieň, kryciu schopnosť, svetelnú stálosť a niektoré špeciálne vlastnosti (pasivačnú schopnosť, elektrickú vodivosť a pod.).
prchavé zložky – rozpúšťadlá, riedidlá - upravujú viskozitu filmotvornej látky pre určitý spôsob nanášania. Riedidlá sú obvykle zmesou pravých a nepravých rozpúšťadiel, ktoré slúžia ako prostriedok pre zníženie viskozity náterových látok, aby bola umožnená ich aplikácia zvoleným spôsobom.
ostatné prísady - rôzne aditíva – pomocou nich sa dosahuje lepšia a rýchlejšia dispergácia pigmentov v náterovej látke, zabraňuje sa jej peneniu, obmedzuje sa usadzovaniu pigmentov.
Spôsoby nanášania povlakov z náterových látok
Môže sa realizovať nasledovnými spôsobmi:
Nanášanie štetcom - je to jednoduchá, univerzálna technológia, ktorá umožňuje natieranie predmetov ľubovoľnej veľkosti a tvarov. Je vhodná pri realizácii základných náterov. Straty pri nanášaní sú minimálne, 4-6 %. Nevýhodou je veľká prácnosť a malý výkon na pracovníka, preto sa tento spôsob využíva prevažne v kusovej výrobe. K natieraniu sa používajú rôzne druhy štetcov, pre špeciálne práce tiež jednoúčelové štetce.
Nanášanie valčekom - používa sa pri nanášaní veľkých hladkých plôch. Je to jednoduchý spôsob nanášania, v porovnaní s natieraním štetcom je výkonnosť 2-2,5 krát vyššia. Straty náterovej látky sú malé, 4-6 %, manipulácia veľmi jednoduchá. Valčekom sa nanášajú pomaly zasychajúce náterové hmoty. Prevedením valčeky sú buď so zásobníkom na farbu alebo bez zásobníka.
Nanášanie náterových látok navaľovaním - spôsob mechanického nanášania, kde sústava valcov nanáša náterovú látku zo zásobníka na pohybujúcu sa plochu. Navaľovaním je možné nanášať náterové látky na hladké a ploché výrobky.
Nanášanie náterových látok máčaním - je to spôsob nanášania, pri ktorom sa výrobky ponárajú do nádrže s náterovou látkou, z ktorej sa potom rovnomernou rýchlosťou vynárajú. Pri vynáraní výrobku z nádrže prebytočné množstvo náterovej látky z povrchu výrobku stečie a ostávajúci povlak vytvára vlastný náter.
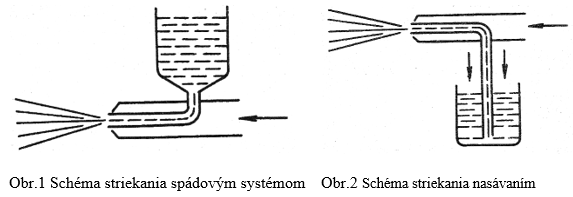
Nanášanie náterových hmôt striekaním - princíp striekania je vo vytvorení makroskopických čiastočiek - kvapôčok, ktoré sú vrhané na povrch. Následkom tekutého stavu sa kvapôčky po dopade na povrch adhéziou a účinkom povrchového napätia navzájom spojujú a zlievajú, a vytvárajú hladkú, súvislú náterovú vrstvu.
Pneumatické striekanie – použitie tejto technológie je univerzálne, ako v kusovej tak aj v hromadnej výrobe. Je možné ním nanášať všetky druhy náterových hmôt, okrem náterových hmôt pigmentovaných olovom alebo inými toxickými látkami.
Striekacie pištole, používané pri aplikácii tejto technológie, poznáme:
- s hornou nádobkou (spádové), obr.1,
- so spodnou nádobkou (nasávacie), obr.2,
- s tlakovým prívodom náteru z tlakového zásobníka.
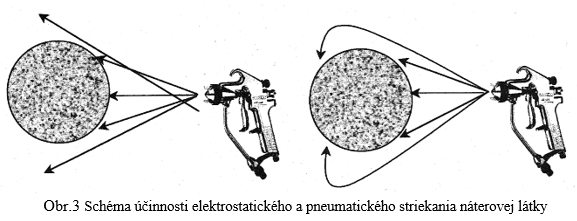
Elektrostatické nanášanie náterových látok - podstatou je základný fyzikálny jav - vzájomné priťahovanie častíc s rozdielnym elektrickým nábojom. Jemne rozprášené čiastočky náterovej látky v špeciálnom zariadení, pripojenom na záporný pól generátora vysokého napätia, získavajú záporný náboj a sú unášané po silokrivkách elektrického poľa na uzemnený predmet, obr.3. Odovzdajú svoj náboj a adhéznymi silami zostávajú priľnuté na povrchu predmetu, kde vytvárajú súvislý náterový systém.
Nanášanie náterových hmôt elektroforeticky - princíp spočíva v ponorení vodivého predmetu do kúpeľa so špeciálnou vodouriediteľnou náterovou látkou. Predmet je pripojený na anódu, vaňa alebo pomocné elektródy uložené vo vani na katódu. Pôsobením jednosmerného prúdu sa vytvára medzi výrobkom a pomocnou elektródou elektrické pole. Záporné nabité častice sušiny náterovej látky sa pohybujú po siločiarach elektrického poľa v kúpeli smerom k anóde. Na výrobku sa vylučujú a vytvárajú povlak obr.4.
b) Povlaky z polymérnych materiálov
Povlaky z polymérnych materiálov sú vyrábané vo forme veľmi jemného prášku s priemernou hodnotou veľkosti zrna 40-50 µm. Po aplikácii na predupravený kovový substrát je nevyhnutné nanesený materiál ohriať v peci za účelom dosiahnutia kompaktného povlaku.
Okrem základného systému živice s vytvrdzovacím činidlom (spojivo/tvrdidlo) výslednú práškovú náterovú hmotu tvoria:
- pigmenty - prispievajú k farebným a krycím vlastnostiam práškových náterov,
- plnidlá (výplne) - znižujú cenu východiskových surovín a dávajú aplikáciám ich vlastnosti.
- prísady - napomáhajú užitočným vlastnostiam (rozliv filmu, tvorba textúry a štruktúry).
Ich hlavnými ekologickými výhodami sú:
neobsahujú rozpúšťadlá,
majú 100 % pevný podiel,
pigmenty sú bez nebezpečných ťažkých kovov (olova, kadmia),
minimum odpadového materiálu (prakticky bezodpadová technológia),
ich systém recyklácie a jednoduché zneškodnenie práškového odpadu.
Nanášanie práškových povlakov z polymérnych materiálov na základný materiál je možné realizovať:
naprašovaním - predohriaty predmet sa popráši pomocou práškovou náterovou hmotou, ktorá sa vplyvom tepla nataví a zliatím vytvorí homogénny povlak,
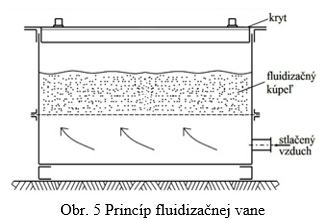
fluidizáciou - používa sa vaňa, obr. 5, ktorá má dvojité dno a vnútorné dno je pórovité. Do priestoru medzi dnami je privádzaný vzduch, ktorý sa šíri do práškového plastu pórovitým dnom. Prášok nadobúda vlastnosti podobné vlastnostiam kvapaliny. Do takto pripraveného prášku sa ponorí kovová súčiastka, ktorá je predhriata, čím vzniká natavenie súvislej vrstvy plastu,
striekaním v elektrostatickom poli - „komaxitovanie“. Práškový povlak je nanášaný striekaním pomocou elektrostatickej pištole v elektrostatickom poli a následne sa vypaľuje.
striekaním v elektrickom poli - v špeciálne upravenej striekacej pištoli dostáva prúdiaci prášok elektrický náboj a po siločiarach elektrického poľa je priťahovaný na uzemnený predmet. Prášok priľne k predmetu vplyvom elektrického náboja, potom môže byť prepravovaný do vypaľovacej komory, kde sa prášok nataví a zleje do súvislej vrstvy.
žiarovým striekaním – používajú sa trysky, kde je obmedzený priamy kontakt plameňa s plastovými časticami a strieka sa pri nižších teplotách nosného prostredia tak, že natavujú sa iba povrchové vrstvy častíc. Celkové dotavenie a zliatie povlaku nastáva účinkom tepla predohriateho predmetu a vplyvom plameňa pištole.
c) Povlaky pre dočasnú ochranu
Dočasná protikorózna ochrana je ochrana proti atmosférickej korózii ako nechránených kovových povrchov výrobkov či zariadení (tzn. povrchov bez trvalej, protikoróznej ochrany náterovými systémami, alebo galvanicky pokovovanými), tak povrchov s trvalými protikoróznymi ochranami po dobu ich skladovania či prepravy od výrobcu k užívateľovi. Dočasná protikorózna ochrana zabezpečuje výrobky pred koróznym poškodením iba po určité obdobie, než dôjde k vlastnému používaniu výrobkov, t.j. v priebehu ich skladovania a prepravy.Kritériom pre výber prostriedkov dočasnej ochrany je požadovaná doba ochrany, ktorá môže byť:
- medzioperačná (do jedného mesiaca),
- krátkodobá (do šiestich mesiacov),
- strednodobá (max. do 2 rokov),
- dlhodobá (až do 10 rokov – špeciálne prípady: vojenská technika, technika pre prípady katastrof a pod.).
Nevyhnutným predpokladom dobrého výsledku realizovaného technologického procesu pred povrchovou úpravou je správna príprava povrchu. Technológie predúprav povrchov zastávajú významné miesto v protikoróznej ochrane strojných súčiastok. Ich cieľom je vyčistiť a kvalitatívne pripraviť povrch tak, aby následná povrchová úprava mohla dosiahnuť požadované vlastnosti a mohla dostatočne plniť svoju funkciu.
Predúpravy povrchu delíme na:
-mechanické
-chemické
Mechanické predúpravy povrchu
Cieľom mechanických predúprav povrchu je:
-odstrániť cudzie i vlastné nečistoty mechanickým narušením ich väzby k podkladu účinkom vhodného nástroja,
-odstrániť prípadné defekty povrchu a štruktúrne nedostatky povrchu,
-zväčšiť skutočnú plochu povrchu,
-aktivovať povrch.
Patria sem nasledujúce metódy predúprav:
-brúsenie
-leštenie
-kefovanie
-omieľanie
-tryskanie
Predúprava povrchu brúsením, leštením , kefovaním
Tieto spôsoby predúprav povrchov sa realizujú ručne alebo strojovo.
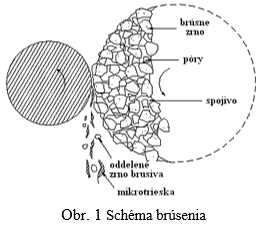
Brúsenie – povrch sa obrusuje tvrdým brusivom, odstraňujú sa nerovnosti (okoviny, zvary) a zjednocuje sa kvalita povrchu, obr. 1.
Leštenie – nasleduje po brúsení, zlepšuje drsnosť a lesk povrchu, môže sa aplikovať aj v rámci dokončovacích úprav (preleštenie povlakov).
Kefovanie – mechanické odieranie povrchu, ktorým nie je možné dosiahnuť 100 % čistotu povrchu, neodstraňuje mastnotu. Nástrojom je kefa.
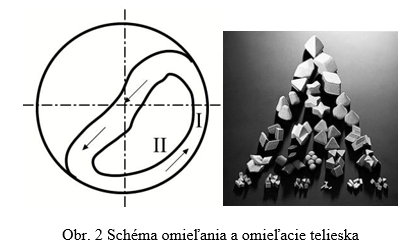
Predúprava povrchu omieľaním
Omieľanie je to hromadná predúprava povrchu, pri ktorej sa dávka výrobkov, zväčša odliatkov, výliskov menších rozmerov vzájomne otĺka v bubne, ktorý vykonáva rotačný, vibračný alebo kombinovaný pohyb, obr.2. Môže prebiehať za sucha, alebo s pridaním kvapalín s odmasťovacím účinkom alebo s prídavkom inhibítorov korózie. V prípade potreby sa do bubna pridávajú omieľacie telieska z rôznych materiálov (piesok, oceľový granulát, kamienky, korundové telieska, plastové telieska plnené abrazivom a pod.) a rôzneho tvaru.
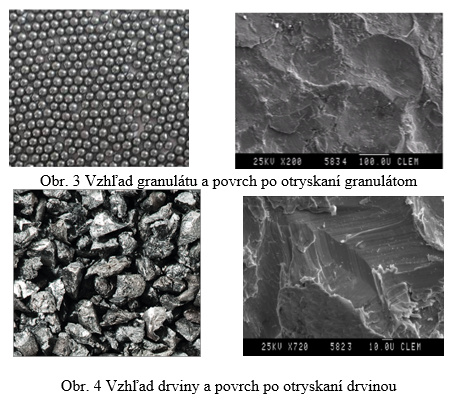
Predúprava povrchu tryskaním
Tryskanie je produktívny spôsob čistenia, odstraňovanie okovín a koróznych splodín pri súčasnom vytvorení vhodnej mikrogeometrie a spevnení povrchu. Nástrojom je tryskací prostriedok – tvorený rôzne veľkými časticami z materiálov rôzneho charakteru, tvaru guľatého – granulát, obr. 3 alebo ostrohranného – drvina, obr. 4. Ostrohranný tryskací prostriedok je určený najmä pre úber materiálu, guľatý na spevňovanie a odokoviňovanie materiálu.
Spôsoby tryskania a tryskacie zariadena
Podľa spôsobu unášania tryskacieho prostriedku rozdeľujeme tryskacie zariadenia na:
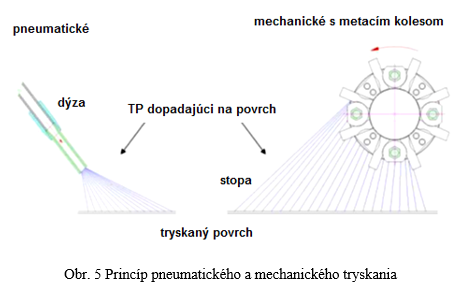
mechanické tryskacie zariadenia – s metacími kolesami, kde na vnútorný koniec rýchlo rotujúcej lopatky kolesa sa privádza tryskací prostriedok. Následne je lopatkou unášaný a vplyvom odstredivej sily pri rotácii prúdi k vonkajšiemu koncu lopatky, kde ju opúšťa značnou rýchlosťou a dopadá na otryskávaný povrch, obr. 5,
pneumatické tryskacie zariadenia – využívajú tlakový spád vzduchu, ktorý prechodom cez trysku expanduje a získava vysokú výstupnú rýchlosť, obr. 5,
hydraulické tryskacie zariadenia - pri ktorých sa v hydraulickom tryskacom zariadení okrem zŕn tryskacieho prostriedku do tryskacieho injektora natlakuje tekutá zložka a to buď brúsna alebo leštiaca pasta, ktorá vylepšuje účinok tryskania. Vystriekaná suspenzia steká do lapača a po vyčistení sa opäť vracia do technologického procesu,
netradičné tryskacie zariadenia.
b) Chemické predúpravy povrchu
Cieľom chemicko-fyzikálnych predúprav povrchu je:
- odstrániť cudzie i vlastné nečistoty chemickým, resp. chemicko-fyzikálnym narušením ich väzby k podkladu účinkom vhodného nástroja,
- odstrániť prípadné defekty povrchu a štruktúrne nedostatky povrchu,
- zväčšiť skutočnú plochu povrchu,
- aktivovať povrch.
Patria sem nasledujúce metódy predúprav:
- odmasťovanie
- morenie
- dekapovanie
- odhrdzovanie
Odmasťovanie – je odstránenie cudzích nečistôt priľnutých k povrchu (tuky, oleje, vosky, chladiace kvapaliny, vazelíny), a to:
vodnými prostriedkami – alkalické, tenzidové alebo emulzné prípravky emulgujú alebo dispergujú nečistoty, organické mastnoty sa zmydelňujú, anorganické mastnoty sa emulgujú (nie je vhodné pre členité diely a odliatky),
organickými prostriedkami - jednoduché a účinné odmastenie rozpustením mastnôt pomocou benzínu, petroleja, nevhodné pre vlhké plochy, potreba dodržiavať prísne bezpečnostné opatrenia, len ručná práca
elektrochemické odmasťovanie – spĺňa vysoké požiadavky na čistotu, nevýhodou je riziko navoskovania výrobku v katodickej časti, výrobok sa zapája ako anóda alebo katóda, alebo reverzne – najprv ako katóda, potom ako anóda, čím sa zníži riziko navoskovania,
odmasťovanie parou - kombinácia účinku vysokej teploty a odmasťujúceho prípravku
Z hľadiska spôsobu nanášania odmasťovadla sa odmasťovanie môže realizovať:
-ponorom - najjednoduchší a najlacnejší spôsob. Využíva sa hlavne pri miernom znečistení povrchu.
-postrekom - pri stredne silnom znečistení,
-odmasťovanie ultrazvukové - je nevyhnutné využiť ultrazvukovú energiu, obr.6,
-elektrolytické odmasťovanie - odstraňuje z povrchu posledné zvyšky mastnôt a iných nečistôt. Je vhodný tam, kde sa na čistotu povrchu kladú veľké požiadavky. Ide o odmasťovanie zintenzívnené prechodom prúdu, založené na princípe elektrolýzy.
Kombinované spôsoby - spojujú výhody jednotlivých odmasťovacích prostriedkov a spôsobov.
Morenie – slúži na odstránenie oxidov z povrchu rozpúšťaním (odlupovaním a odleptávaním) v kyselinách. Najčastejšie v HCl, H2SO4, HNO3.
Dekapovanie – slúži na odstraňovanie tenkých oxidických vrstiev a aktiváciu povrchu pred vlastnou povrchovou úpravou.
Odhrdzovanie – slúži na čistenie predmetov, ktoré skorodovali počas používania alebo skladovania. Používa sa tiež ako predúprava pred vlastnou povrchovou úpravou alebo v rámci renovácií a obnovy povrchovej úpravy.
Dňa 04.03.2025 sa uskutočnila akcia s názvom Katedrovica našich študentov zo študijného programu PPSV Ing. 1. a 2. ročník. Radi by sme sa týmto poďakovali za užasnú atmosféru a skvelú zábavu.
V dňoch 02 až 05.11.2024 sa na Táloch uskutočnila konferencia KSIT 2024. Stretli sa na nej odborníci z oblasti hutníctva, metalurgie a priemyslu zo Slovenska, Českej republiky, Poľska či Rumunska. Podujatie bolo zároveň oslavou tridsiateho výročia založenia vedeckého časopisu Acta Metallurgica Slovaca.
Ing. Samuel Vilkovský sa v rámci doktorandského štúdia zúčastnil jednomesačného pobytu v rámci Erasmus+ Traineeship na Strojníckej fakulte Univerzity v Ľubľane, Slovinsko, ktoré mu rozšírilo doterajšie poznatky o ďalšie akademické príležitosti. V rámci uvedeného pobytu na tejto fakulte sa tiež upriamil na budúcu vedeckú spoluprácu s touto univerzitou v oblasti tvárnenia pod vedením prof. Pepelnjaka. Svoje doterajšie poznatky z oblasti simulácií tvárniacich procesov rozšíril o možnosti využívania neurónových sietí (Neural Network) a metódy Random Forest, ktoré prispeli k novému pohľadu na nové moderné výskumné techniky a metodológie. Jeho ďalšie skúseností zo svojho pobytu na univerzite v Ľubľane p. Ing. Vilkovského si môžete prečítať kliknutím na link nižšie.
Dňa 21.05.2024 navštívili zástupcovia spoločnosti Sumitomo DEMAG Ústav technologického a materiálového inžinierstva na Strojníckej fakulte TUKE. Táto spoločnosť prezentovala špičkové riešenia v oblasti technológie vstrekovania plastov, vrátane reálnej ukážky na vstrekovacom stroji. Prezentácia bola určená ako pre zamestnancov Ústavu technologického a materiálového inžinierstva, tak aj pre študentov a rovnako pre zástupcov rôznych firiem z KE a okolia. Svojimi odbornými znalosťami z oblasti vstrekovania plastov poukázala na najnovšie trendy, nástroje, ako aj funkcie a riadiace panely zobrazujúce celý proces vstrekovania. Jednou z mnohých funkcií bolo oboznámenie sa s tzv. funkciou activeMeltControl, ktorá prispôsobuje vstrekovací proces zmenám materiálu (vrátane regranulátu), automatickej úprave tlaku, či korekcii kolísania hmotnosti výlisku.
Dňa 14.02.2024 navštívili zástupcovia spoločnosti Volvo Cars Ústav technologického a materiálového inžinierstva na Strojníckej fakulte TUKE. Zaujímali sa o študijné programy orientované na problematiku automobilovej výroby, vedecko-výskumnú činnosť a možnosti vzájomnej spolupráce. Prebehla diskusia o možnosti uplatnenia našich absolventov v rámci spoločnosti. Množstvo študijných programov našej fakulty ponúka širokú škálu absolventov, ktorí môžu nájsť uplatnenie v novo vznikajúcej spoločnosti vo Valaliky Industrial park. V nasledujúcom období zástupcovia spoločnosti Volvo Cars navštívia laboratóriá a pracoviská Strojníckej fakulty.
Dňa 29.11.2023 sa konala exkurzia pre študentov Bc. štúdia TMaISV vo firme TRUMPF Košice, ktorá prezentovala študentom prácu na jednotlivých strojoch, ako aj samotné výhody a nevýhody uplatnenie lasera v procesoch výroby.
Dňa 15.11.2023 sa konala exkurzia pre študentov Ing. štúdia PPSV vo firme U. S. Steel Košice, Labortest, ktorá prezentovala študentom realizáciu rôznych chemických analýz, skúšok, rozborov a stanovenia fyzikálnych a mechanických vlastností materiálov.
Dňa 17.10.2023 (utorok) sa uskutoční na Mäsiarskej ulici 74, 1. poschodie, učebňa S12, v čase od 10:50 do 12:20 hod. prednáška/workshop odborníka z praxe z firmy BSH Michalovce.
Oznam pre študentov
Vážení študenti, Siemens Digital Industries Software a SOVA Digital Vás srdečne pozývajú dňa 11. októbra 2023 o 15:15 hod. na stretnutie k téme: Nová generácia vývoja výrobkov pre dnešných inžinierov v platforme Solid Edge.
V dňoch 06-08.09 2023 sa uskutoční medzinárodná vedecká konferencia PRO-TECH-MA 2023 a Košický summit inovácií a technológií "KSIT 2023" na mieste Košice - ÚVZ Herľany.
V dňoch 23-24.06 2022 sa uskutočnila medzinárodná konferencia PRO-TECH-MA 2022 s názvom PROGRESSIVE TECHNOLOGIES AND MATERIALS IN MECHANICAL ENGINEERING na mieste Nowe Depułtycze, Chełm, Poľsko.
Medzinárodná konferencia NEWEX o spracovaní kompozitných a nanokompozitných materiáloch
V dňoch 02-04.05 2022 sa uskutočnila medzinárodná konferencia organizovaná v rámci projektu H2020 NEWEX s názvom Výskum a vývoj novej generácie strojov na spracovanie kompozitných a nanokompozitných materiálov na mieste Funchal, Madeira, Portugalsko. Na konferencii odznelo niekoľko hlavných prednášok a prezentácií výskumníkov v rámci výskumnej a vzdelávacej siete NEWEX H2020, financovanej Európskou komisiou prostredníctvom projektu Marie Skłodowska-Curie Actions of H2020, Research and Innovation Staff Exchange (RISE).
Viac fotiek nájdete vo fotogalérií: NEWEX konferencia
Seminár Simulating Manufacturing
Dňa 24.03 2022 sa uskutočnil seminár v priestoroch zasadačky našej katedry KTMaPPV Mäsiarska 74, ktorý bol zameraný na Simulating Manufacturing pomocou nasledovných produktov:
Študenti KTMaPPV absolvovali v rámci štipendijného programu CEEPUS študijný pobyt na univerzite Politechnika Svietokrzyska v Kielcach v Poľsku. V rámci dvojtýždňového pobytu mali možnosť absolvovať zaujímavé prednášky, navštíviť centrum laserových technológií, viaceré laboratóriá, ale aj spoznať mesto a jeho okolie v rámci voľného času. V rámci letnej školy navštívili aj 25. ročník výstavy PLASTPOL.
Študenti 2.ročníka inžinierskeho štúdia študijného programu PPSV absolvovali v rámci štipendijného programu CEEPUS študijný pobyt na univerzite Politechnika Świętokrzyska v Kielcach v Poľsku. V rámci dvojtýždňového pobytu mali možnosť absolvovať zaujímavé prednášky, navštíviť centrum laserových technológií, ale aj spoznať mesto a jeho okolie v rámci voľného času.
V dňoch 15 - 17.09 2019 sa uskutoční medzinárodná vedecká konferencia v Herľanoch. Pozvaní sú všetci záujemcovia zo Slovenska a zo zahraničia. Bližšie informácie nájdete na stránke:
Dňa 20. marca 2019 sa konalo v Univerzitnej knižnici Technickej univerzity v Košiciach podujatie s názvom ,,Deň otvorených dverí", ktorého sa zúčastnila široká vedecká i laická verejnosť ako aj študenti a učitelia stredných škôl. V rámci podujatia Dňa otvorených dverí, zamestnanci Katedry strojárskych technológií a materiálov informovali o možnostiach štúdia Bc. študijného programu Technológie, manažment a inovácie strojárskej výroby ako aj o poznatkoch, ktoré môžu študenti získať a potom uplatniť v praxi po vyštudovaní ďalších študijných programov na KSTaM.
Dňa 25-26.02.2019 sa konalo na KSTaM stretnutie manažmentu a workshop v rámci medzinárodného projektu NEWEX s názvom „Výskum a vývoj novej generácie strojov pre spracovanie kompozitných a nanokompozitných materiálov“, kde ide o návrh a výrobu nového inovatívneho vytlačovacieho stroja. Realizácia tohto projektu podporuje skutočnú spoluprácu medzi priemyslom a školstvom, ktorá má kľúčový význam z hľadiska európskej stratégie rozvoja vo výskumnej oblasti.
STEEL Park
Kreatívna fabrika Na našej katedre pod vedením prof. Ing. Emila Spišáka, CSc. a Ing. Juraja Hudáka, CSc. ako aj ďalších pedagógov, pracovníkov a študentov a garantom projektu U.S. Steel Košice bol postupne pripravovaný a realizovaný jeden z exponátov - výroba autíčka z oceľového plechu.
Dňa 19.3.2015 sa konala súťaž študentov SjF TU v Košiciach v programovaní CNC strojov. Pripravila ju Katedra počítačovej podpory technológií a Katedra strojárskych technológií a materiálov pod záštitou dekana Strojníckej fakulty Dr.h.c. mult. prof. Ing. Františka TREBUŇU, CSc.
Konferencia
V dňoch 7. a 9. 10. 2015 sa uskutočnila medzinárodná vedecká konferencia Pro-tech-ma 2015 a Povrchové inžinierstvo 2015, ktorú organizovala Katedra strojárskych technológií a materiálov v spolupráci s univerzitami Politechnika Rzeszowska a POlitechnika Lubelska z Poľks. Konferencia sa konala v hoteli Hubert v Gerlachove v prostredí Vysokých Tatier.
EUR-ACE akreditácia študijného programu Počítačová podpora strojárskej výroby
Akreditáciou EUR-ACE získa vysoká škola značku EUR-ACE, ktorá jej umožňuje zaradiť sa medzi popredné európske univerzity a vysoké školy, ktoré túto značku už získali. Študentom poskytuje istotu, že absolvovaním EUR-ACE akreditovaného štúdia, budú spĺňať najprísnejšie kritériá kladené na absolventov v európskej podnikovej praxi. Značka EUR-ACE garantuje, že jej držiteľ spĺňa náročné kritériá, ktoré sa týkajú nielen organizácie, ale aj obsahu a výstupov študijného programu.
Kalendár
Žiadna udalosť nie je v kalendári
Apríl 2026
pon
uto
str
štv
pia
sob
ned
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Zváračská škola
"Ideas alone have little worth. The value of innovation lies in its practical implementation"
Werner von Siemens (in letter to his brother Carl, 1865)
Mäsiarska 74 040 01 Košice - staré mesto Slovenská republika
Kontakt
Katedra technológií, materiálov a počítačovej podpory výroby Ústav technologického a materiálového inžinierstva Strojnícka fakulta Technická univerzita v Košiciach
Vedúci katedry a riaditel ústavu: prof. Ing. Emil Spišák, CSc. tel.: 055/602 3502 e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.
Sekretariát: Ing.Eva Krupárová tel.: 055/602 3502 e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.






















{kind=link}