Množstvo výskumných úloh riešených pre prax, pri ktorých využívame pokročilé stroje a zariadenia, ktorými katedra disponuje.
CNC obrábanie
Katedra disponuje viacerými softvérovými balíkmi pre programovanie a riadenie CNC strojov ako sú napr. Siemens Sinumerik, Heidenhain, Mach3, SolidCAM, Siemens NX a veľa ďalších.
3D tlač
3D tlač, alebo rapid prototyping je jednou z najrevolučnejších technológií posledných rokov, ktorej sa predpovedá významné postavenie v priemysle. Táto technológia je na našej katedre už niekoľko rokov a boli sme priekopníci tejto technológie v rámci celej fakulty.
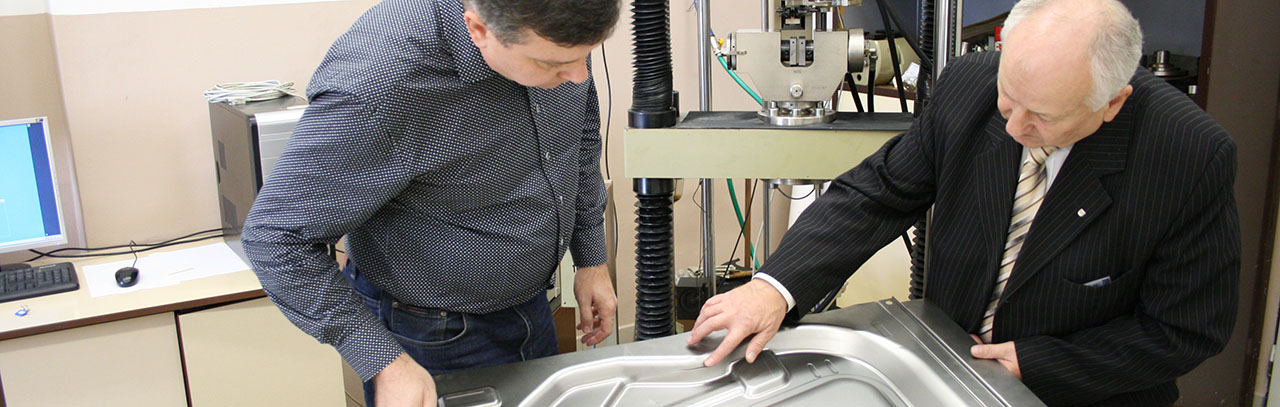
Tvárnenie
Najmodernejšie zariadenia pre výskum tvárnenia sa v značnej miere využívajú aj v procese výuky, kde sa študenti oboznamujú okrem teoretických znalostí aj s ich praktickou aplikáciou.
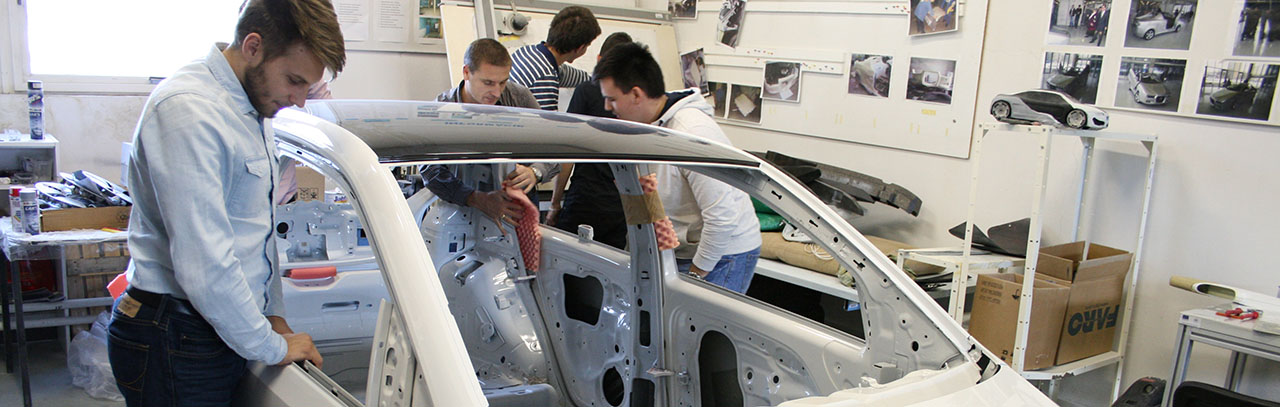
Praktické vyučovanie
Nie sme len "tvrdými teoretikmi", ale ponúkame ti spoločne sa podieľať pri riešení projektov v rámci výskumných tímov pracujúcich v rôznych technologických oblastiach.
CERTIFIKÁCIA
Solidworks:
Certifikačné skúšky pre študentov
CAX SIMULÁCIE
Pri výučbe, výskume a riešení úloh pre prax využíváme viaceré CAx systémy.
Katedra technológií, materiálov a počítačovej podpory výroby je súčasťou Ústavu technologického a materiálového inžinierstva Strojníckej fakulty Technickej univerzity v Košiciach. V súčasnosti je oblasť výuky na našej katedre zameraná na dostupné konvenčné a progresívne technológie výroby súčiastok v strojárskej výrobe ako aj na využitie CAx technológií pri navrhovaní a optimalizovaní výrobných postupov. Náplňou predmetov je teória a technológia obrábania, plošného i objemového tvárnenia, spracovania plastov, zvárania a povrchových úprav. Obsah predmetov zahŕňa návrhy technologických postupov, výrobnej techniky, návrh a konštrukciu prípravkov a nástrojov, experimentálne metódy v strojárskej technológii, progresívne spôsoby výroby výrobkov, navrhovanie a konštrukciu foriem pre plastové výlisky, simulácie zatekania taveniny do dutiny formy, mechanizáciu a automatizáciu výroby. V rámci uplatňovania jednotlivých metód a návrhov pri rôznych technologických postupoch používame CAD/CAM/CAE systémy, simulačné programy ako napr. PAM-STAMP, SolidCAM, Moldex 3D a iné. V rámci nášho pracoviska vyvíjame, alebo sa podieľame na výskume v oblasti tvárnenia, zvárania, obrábania, spracovania plastov, povrchových úprav, tenkých vrstiev a množstva ďalších s cieľom podporiť priemyselné prostredie a zabezpečiť jeho trvalý udržateľný hospodársky rozvoj. Snažíme sa byť vždy ústretoví a otvorení možným príležitostiam pre novú spoluprácu. V prípade akýchkoľvek informácií nás prosím neváhajte kontaktovať.
Príďte k nám študovaťprogresívne študijné programy.
Technológie, manažment a inovácie strojárskej výroby
Контактне зварювання - це процес термічного деформування, при якому зварне з'єднання утворюється сумісною дією тепла, що виділяється при проходженні електричного струму, необхідного для розплавлення зварюваних матеріалів, і тиску.
Контактне зварювання можна поділити на:
- точкове зварювання, (21);
- дельта-точкове зварювання, (21);
- шовне зварювання, (22);
- стикове зварювання, (23);
- контактне компресійне зварювання, (24);
- контактне зварювання плавленням, (25);
- зварювання високою частотою, (291).
При контактному зварюванні:
- тепло, необхідне для зварювання, виділяється безпосередньо в з'єднанні;
- для виконання зварного шва потрібне зусилля;
- не використовуються присадкові матеріали.
Процеси контактного зварювання регулюються законами Ома і Джоуля.
Закон Ома:
[A] (3)
- де: I – струм [A], U – напруга [V], R – електричний опір [Ω]
Напруга під час контактного зварювання зазвичай коливається від 3 до 20 В, тому ризик ураження електричним струмом відсутній.
Закон Джоуля:
Q = R . I2 . t [J] (4)
Кількість тепла в зварному шві буде тим більшою:
- чим більший зварювальний струм;
- чим довше буде протікати струм;
- чим більший опір зварного шва.
Точкове контактне зварювання
Точкове зварювання — це зварювання опором, при якому зварювані матеріали контактують та стискаються між електродами з мідного сплаву (рис. 16), замикаючи таким чином вторинне зварювальне коло. Через проходження електричного струму певний об’єм матеріалу плавиться на межі стиснутих матеріалів, який після відключення електричного струму кристалізується і утворює метал шва. Зварний шов має форму лінзи і утворюється без присадкового матеріалу.
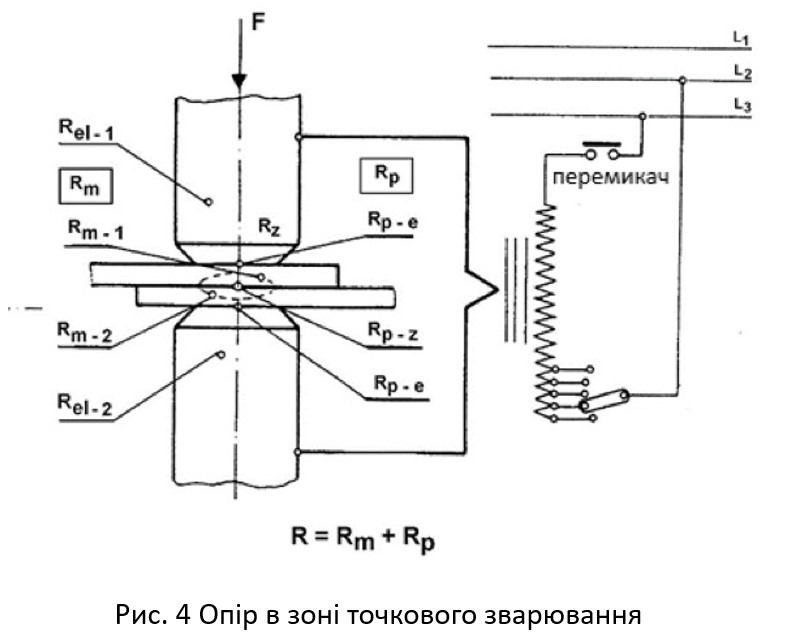
Опірпідчасточковогозварювання
Перехідні опори Rp виникають на межі розділу двох контактних матеріалів. При точковому зварюванні двох листів є три опори. Опір між верхнім електродом і верхньою пластиною, опір між звареними пластинами і опір між нижньою пластиною і нижнім електродом. З чого випливає:
Rp = Rp-e + Rp-z + Rp-e [Ω] (5)
Чим вища сила тиску, тим менший перехідний опір. На перехідний опір впливає провідність контактуючих металів.
Тепло, що виділяється між електродом і зварюваним матеріалом, залежить від чистоти і шорсткості контактних поверхонь, режиму зварювання та ефективності охолодження. Для досягнення високої якості зварних швів необхідно зменшити перехідний опір між електродом і зварювальним матеріалом до мінімуму, тобто, ретельно очистити поверхні зварюваних матеріалів.
Опір матеріалу Rm визначається фізичними властивостями - провідністю матеріалу, або опором зварюваного матеріалу і зварювальних електродів. (Провідність є величиною, зворотною опору).
Велику роль відіграє також товщина зварюваних листів, кількість листів і переріз шляху потоку.
Rm = Rm-1 + Rel-1 + Rm-2 + Rel-2 [Ω] (6)
Загальний опір R є сумою опорів переходу та матеріалу в зоні зварювання:
R = Rp + Rm [Ω] (7)
Під час зварювання величина всіх опорів буде змінюватися. Опір зростає при поступовому нагріванні.
Індуктивний опір також відіграє важливу роль у контактному зварюванні. Він залежить від розміру, відстані і розташування зварювального контуру, частоти зварювального струму та розміру магнітопроводу зварювального контуру. Зі зменшенням частоти індуктивний опір зменшується. Завдяки зменшенню зварювального контуру, зменшенню частоти та виключенню магнітного матеріалу до зварного шва може надходити більше енергії, що робить можливим зварювання матеріалів більшої товщини.
Металургійні процеси при точковому зварюванні
Утворення точкового шва характеризується швидким нагріванням до температури плавлення і подальшим швидким охолодженням. Стиснуті електродами листи починають плавитися в місці контакту. Після розплавлення відбувається швидке охолодження шва із ділянкою зони термічного впливу. Найвища температура досягається в центрі розплавленого ядра. Розплавлений метал кристалізується у формі ядра з характерною дендритною (ливарною) структурою (рис. 17).
Основні параметри контактного зварювання
Сила зварювання може бути постійною або змінною. Сила зварювання має електричну (впливає на опір переходу) і металургійну функцію (запобігає розширенню розплавленого ядра, а також впливає на ріст зерна під час кристалізації). Зусилля зварювання знаходяться в діапазоні від 100 Н до 50 кН, для контакторів від 50 Н до 1000 Н.
Зварювальний струм і час зварювання в поєднанні один з одним є вирішальними факторами, що впливають на виділення тепла в зварному шві. Зварювальний струм може бути постійним під час зварювання або змінюватися за циклограмою. Оскільки сила струму зведена в квадрат (закон Джоуля), подвоєння сили струму теоретично збільшує тепло в чотири рази. Зварювальний струм знаходиться в діапазоні від 100 А до 100 кА, а час зварювання знаходиться в діапазоні від 0,001 с до 2,0 с, для контакторів близько 10 с.
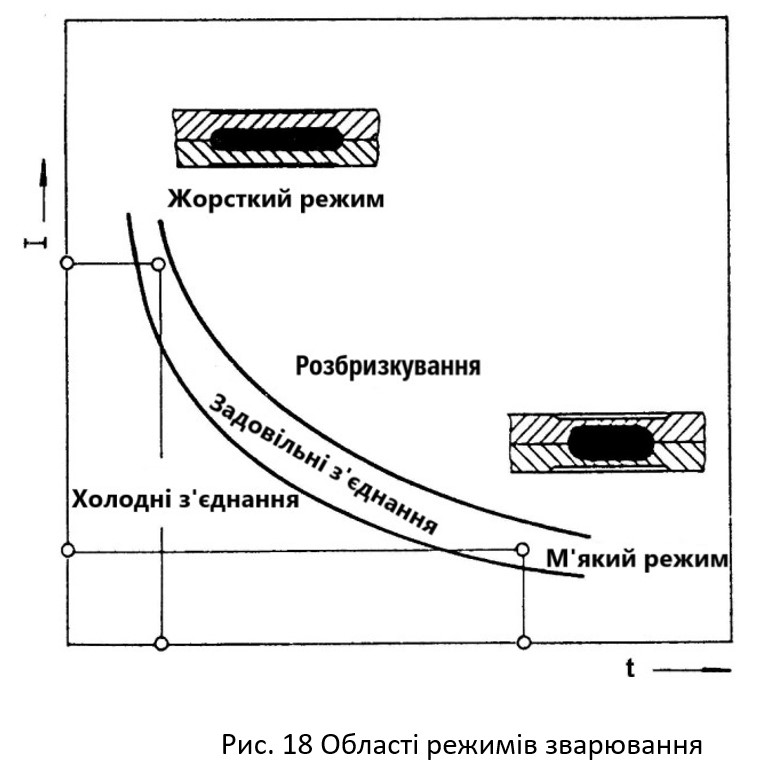
Ці параметри пов’язані між собою і тому ми говоримо про так званий м'який і жорсткий режим зварювання.
М'який режим зварювання: характеризується більшим тепловим впливом. Ядро має малий діаметр, велику висоту і крупнозернисту структуру, що погіршує механічні властивості зварного шва. Зварювання виконується меншими струмами до 10 кА і більшою тривалістю від 20 до 100 періодів з меншим зварювальним зусиллям до 5 кН і з меншою кількістю точок на одиницю часу. В цьому режимі є менші вимоги до приєднаної потужності, як правило, достатньо трифазної мережі струму 380 В з максимальним струмом до 63 А. Застосовується при зварюванні матеріалів, схильних до гартування. На поверхні зварюваних матеріалів внаслідок розм'якшення залишаються значні сліди від електродів. Термін експлуатації електродів менший в порівнянні з жорстким режимом.
Режим жорсткого зварювання: зварювальне ядро має більший діаметр, але меншу висоту, і зварювання є більш продуктивним. Механічні властивості зварних швів кращі в порівнянні зі швами, виконаними в м'якому режимі. Зварювання виконується великими струмами понад 10 кА, короткими періодами до 20 періодів з великим зусиллям зварювання 10 кН і більше, за більшої кількості точок за одиницю часу. У цьому режимі існують відносно високі вимоги до потужності підключення - системи розподілу понад 100 А з напругою мережі 380 В. Жорсткий режим не можна застосовувати для зварювання твердих матеріалів.
На практиці, зварювання виконується десь між цими режимами в області задовільних зварних швів - див. рис. 18.
Параметри контактного точкового зварювання наведено в табл. 2.
Окрім основних параметрів, необхідно також враховувати інші величини, що впливають на процес зварювання, такі як мінімальний розмір напустку, відстань від осі шва до краю листа, очікуваний діаметр ядра, мінімальна міцність з'єднання та ін.
Динаміка процесу зварювання
Під час зварювання змінюються опори в зоні шва (рис. 19). Загальний опір (R) спочатку зменшується через розм'якшення поверхонь, що спричиняє кращий контакт електродів. У міру формування ядра перехідний опір Rp-z починає зникати, але загальний опір все одно зростає. Збільшення нагрівання відіграє вирішальну роль - опір матеріалу зростає з температурою.
Поступово сформоване ядро (з розплавленого металу) має тенденцію до розширення. Розширення діє проти сили стискання та прагне виштовхнути електроди. Якщо сила стискання була недостатньою, розплавлений метал буде розбризкуватися
Зварювальні електроди
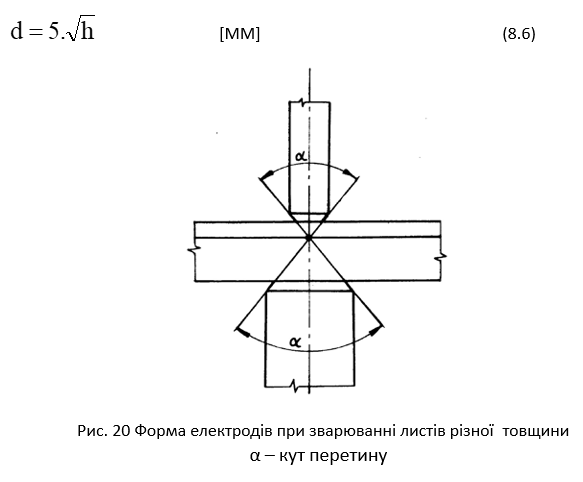
Зварювальні електроди безпосередньо впливають на якість зварного з'єднання. Вони подають електричний струм і одночасно зусилля до деталей, що зварюються. Під час зварювання вони нагріваються, тому їх необхідно інтенсивно охолоджувати. Всередині електродів є отвір для можливості їх охолодження рідиною. Вони повинні бути стійкими до зношування і мати достатню електропровідність. Електроди виготовляють з електролітичної міді або мідних сплавів і тугоплавких металевих сплавів. Найчастіше застосовують сплави CuCrZr, CuBeCo, CuCd, CuAg в залежності від зварюваних матеріалів. Зі збільшенням кількості легуючих елементів у міді зменшується її електропровідність, але підвищується міцність. На якість зварного з'єднання впливає також чистота контактних поверхонь зварювальних електродів. При зварюванні поверхнево оброблених листів відбувається їх забруднення, що призводить до зниження електропровідності. Тому необхідно очищати контактні поверхні електродів, наприклад, шліфуванням і токарною обробкою. Форма електродів залежить від подальшого використання. З того боку, де більший опір матеріалу, вибирають більший діаметр електроду (рис. 20). Діаметри електродів обернено пропорційні провідності матеріалу або прямо пропорційні його омічному опору. Діаметр електродів залежить від товщини зварюваних листів і визначається експериментально за співвідношенням:
Обладнання для контактного точкового зварювання
Зварювальні апарати можна поділити на:
- стаціонарні - /точкові- (одноточкові або багатоточкові)/;
- апарати для точкового зварювання середньої потужності - /від 20 до 250 кВА/;
- великі апарати точкового зварювання - /понад 250 кВА/.
Види і форми з'єднань
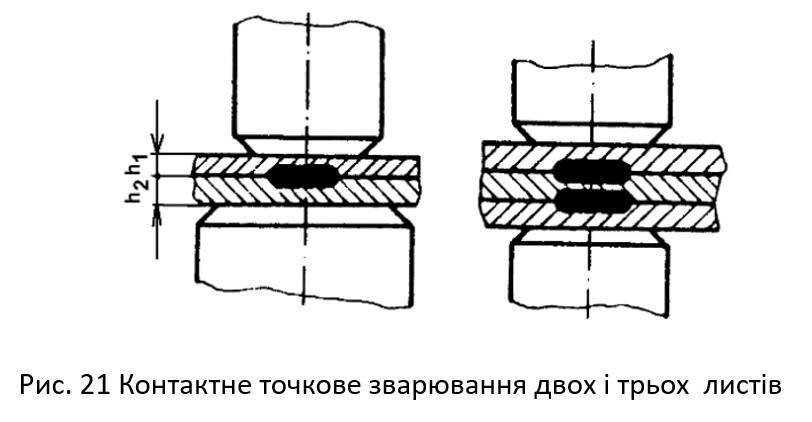
Зварні з'єднання виконують на з'єднаннях листового металу внапусток (рис. 21). За допомогою контактного точкового зварювання можна зварювати листовий метал товщиною від 0,6 мм до 10 мм, експериментальний до 25 мм. Точкове зварювання найчастіше застосовують в однорядному і, винятково, в дворядному розташуванні. Зварні з'єднання повинні бути спроектовані таким чином, щоб вони зазнавали напруження зсуву. Тоді вони витримують, приблизно, вдвічі більше зусилля, ніж коли їх напружують на розтяг.
Застосування контактного точкового зварювання
При зварюванні вуглецевих сталей якість зварного з'єднання залежить від вмісту вуглецю, який не повинен бути більше 0,22%. Аустенітні сталі зварюють в жорсткому режимі для запобігання утворенню карбідів Cr. Для зварювання алюмінію та його сплавів потрібні більші зварювальні струми через більш високу електропровідність і особливо теплопровідність у порівнянні зі сталями. Утворення Al2O3 на поверхні також є перешкодою для зварювання. Для зварювання міді необхідно використовувати конденсаторні зварювальні апарати. Зварювати можна тільки тонкі мідні листи. На зварювання негативно впливає висока електро- і теплопровідність міді, яку можна знизити додаванням домішок (Zn, Sn, Be та ін.). При зварюванні поверхнево оброблених листів, покриття (Zn, Sn та ін.) налипає на зварювальні електроди, які часто потребують механічного очищення, що знижує продуктивність зварювання та скорочує термін їх експлуатації. Обробку поверхні листового металу доцільно проводити тільки після зварювання. Контактне точкове зварювання є домінуючим методом зварювання, який використовується у виробництві кузовів в автомобільній промисловості. В середньому на автомобілях середнього класу є від 3000 до 5000 точкових зварних швів. Ця технологія широко використовується в авіаційній і космічній промисловості, при зварюванні листів з легких сплавів і титану.
Dňa 04.03.2025 sa uskutočnila akcia s názvom Katedrovica našich študentov zo študijného programu PPSV Ing. 1. a 2. ročník. Radi by sme sa týmto poďakovali za užasnú atmosféru a skvelú zábavu.
V dňoch 02 až 05.11.2024 sa na Táloch uskutočnila konferencia KSIT 2024. Stretli sa na nej odborníci z oblasti hutníctva, metalurgie a priemyslu zo Slovenska, Českej republiky, Poľska či Rumunska. Podujatie bolo zároveň oslavou tridsiateho výročia založenia vedeckého časopisu Acta Metallurgica Slovaca.
Ing. Samuel Vilkovský sa v rámci doktorandského štúdia zúčastnil jednomesačného pobytu v rámci Erasmus+ Traineeship na Strojníckej fakulte Univerzity v Ľubľane, Slovinsko, ktoré mu rozšírilo doterajšie poznatky o ďalšie akademické príležitosti. V rámci uvedeného pobytu na tejto fakulte sa tiež upriamil na budúcu vedeckú spoluprácu s touto univerzitou v oblasti tvárnenia pod vedením prof. Pepelnjaka. Svoje doterajšie poznatky z oblasti simulácií tvárniacich procesov rozšíril o možnosti využívania neurónových sietí (Neural Network) a metódy Random Forest, ktoré prispeli k novému pohľadu na nové moderné výskumné techniky a metodológie. Jeho ďalšie skúseností zo svojho pobytu na univerzite v Ľubľane p. Ing. Vilkovského si môžete prečítať kliknutím na link nižšie.
Dňa 21.05.2024 navštívili zástupcovia spoločnosti Sumitomo DEMAG Ústav technologického a materiálového inžinierstva na Strojníckej fakulte TUKE. Táto spoločnosť prezentovala špičkové riešenia v oblasti technológie vstrekovania plastov, vrátane reálnej ukážky na vstrekovacom stroji. Prezentácia bola určená ako pre zamestnancov Ústavu technologického a materiálového inžinierstva, tak aj pre študentov a rovnako pre zástupcov rôznych firiem z KE a okolia. Svojimi odbornými znalosťami z oblasti vstrekovania plastov poukázala na najnovšie trendy, nástroje, ako aj funkcie a riadiace panely zobrazujúce celý proces vstrekovania. Jednou z mnohých funkcií bolo oboznámenie sa s tzv. funkciou activeMeltControl, ktorá prispôsobuje vstrekovací proces zmenám materiálu (vrátane regranulátu), automatickej úprave tlaku, či korekcii kolísania hmotnosti výlisku.
Dňa 14.02.2024 navštívili zástupcovia spoločnosti Volvo Cars Ústav technologického a materiálového inžinierstva na Strojníckej fakulte TUKE. Zaujímali sa o študijné programy orientované na problematiku automobilovej výroby, vedecko-výskumnú činnosť a možnosti vzájomnej spolupráce. Prebehla diskusia o možnosti uplatnenia našich absolventov v rámci spoločnosti. Množstvo študijných programov našej fakulty ponúka širokú škálu absolventov, ktorí môžu nájsť uplatnenie v novo vznikajúcej spoločnosti vo Valaliky Industrial park. V nasledujúcom období zástupcovia spoločnosti Volvo Cars navštívia laboratóriá a pracoviská Strojníckej fakulty.
Dňa 29.11.2023 sa konala exkurzia pre študentov Bc. štúdia TMaISV vo firme TRUMPF Košice, ktorá prezentovala študentom prácu na jednotlivých strojoch, ako aj samotné výhody a nevýhody uplatnenie lasera v procesoch výroby.
Dňa 15.11.2023 sa konala exkurzia pre študentov Ing. štúdia PPSV vo firme U. S. Steel Košice, Labortest, ktorá prezentovala študentom realizáciu rôznych chemických analýz, skúšok, rozborov a stanovenia fyzikálnych a mechanických vlastností materiálov.
Dňa 17.10.2023 (utorok) sa uskutoční na Mäsiarskej ulici 74, 1. poschodie, učebňa S12, v čase od 10:50 do 12:20 hod. prednáška/workshop odborníka z praxe z firmy BSH Michalovce.
Oznam pre študentov
Vážení študenti, Siemens Digital Industries Software a SOVA Digital Vás srdečne pozývajú dňa 11. októbra 2023 o 15:15 hod. na stretnutie k téme: Nová generácia vývoja výrobkov pre dnešných inžinierov v platforme Solid Edge.
V dňoch 06-08.09 2023 sa uskutoční medzinárodná vedecká konferencia PRO-TECH-MA 2023 a Košický summit inovácií a technológií "KSIT 2023" na mieste Košice - ÚVZ Herľany.
V dňoch 23-24.06 2022 sa uskutočnila medzinárodná konferencia PRO-TECH-MA 2022 s názvom PROGRESSIVE TECHNOLOGIES AND MATERIALS IN MECHANICAL ENGINEERING na mieste Nowe Depułtycze, Chełm, Poľsko.
Medzinárodná konferencia NEWEX o spracovaní kompozitných a nanokompozitných materiáloch
V dňoch 02-04.05 2022 sa uskutočnila medzinárodná konferencia organizovaná v rámci projektu H2020 NEWEX s názvom Výskum a vývoj novej generácie strojov na spracovanie kompozitných a nanokompozitných materiálov na mieste Funchal, Madeira, Portugalsko. Na konferencii odznelo niekoľko hlavných prednášok a prezentácií výskumníkov v rámci výskumnej a vzdelávacej siete NEWEX H2020, financovanej Európskou komisiou prostredníctvom projektu Marie Skłodowska-Curie Actions of H2020, Research and Innovation Staff Exchange (RISE).
Viac fotiek nájdete vo fotogalérií: NEWEX konferencia
Seminár Simulating Manufacturing
Dňa 24.03 2022 sa uskutočnil seminár v priestoroch zasadačky našej katedry KTMaPPV Mäsiarska 74, ktorý bol zameraný na Simulating Manufacturing pomocou nasledovných produktov:
Študenti KTMaPPV absolvovali v rámci štipendijného programu CEEPUS študijný pobyt na univerzite Politechnika Svietokrzyska v Kielcach v Poľsku. V rámci dvojtýždňového pobytu mali možnosť absolvovať zaujímavé prednášky, navštíviť centrum laserových technológií, viaceré laboratóriá, ale aj spoznať mesto a jeho okolie v rámci voľného času. V rámci letnej školy navštívili aj 25. ročník výstavy PLASTPOL.
Študenti 2.ročníka inžinierskeho štúdia študijného programu PPSV absolvovali v rámci štipendijného programu CEEPUS študijný pobyt na univerzite Politechnika Świętokrzyska v Kielcach v Poľsku. V rámci dvojtýždňového pobytu mali možnosť absolvovať zaujímavé prednášky, navštíviť centrum laserových technológií, ale aj spoznať mesto a jeho okolie v rámci voľného času.
V dňoch 15 - 17.09 2019 sa uskutoční medzinárodná vedecká konferencia v Herľanoch. Pozvaní sú všetci záujemcovia zo Slovenska a zo zahraničia. Bližšie informácie nájdete na stránke:
Dňa 20. marca 2019 sa konalo v Univerzitnej knižnici Technickej univerzity v Košiciach podujatie s názvom ,,Deň otvorených dverí", ktorého sa zúčastnila široká vedecká i laická verejnosť ako aj študenti a učitelia stredných škôl. V rámci podujatia Dňa otvorených dverí, zamestnanci Katedry strojárskych technológií a materiálov informovali o možnostiach štúdia Bc. študijného programu Technológie, manažment a inovácie strojárskej výroby ako aj o poznatkoch, ktoré môžu študenti získať a potom uplatniť v praxi po vyštudovaní ďalších študijných programov na KSTaM.
Dňa 25-26.02.2019 sa konalo na KSTaM stretnutie manažmentu a workshop v rámci medzinárodného projektu NEWEX s názvom „Výskum a vývoj novej generácie strojov pre spracovanie kompozitných a nanokompozitných materiálov“, kde ide o návrh a výrobu nového inovatívneho vytlačovacieho stroja. Realizácia tohto projektu podporuje skutočnú spoluprácu medzi priemyslom a školstvom, ktorá má kľúčový význam z hľadiska európskej stratégie rozvoja vo výskumnej oblasti.
STEEL Park
Kreatívna fabrika Na našej katedre pod vedením prof. Ing. Emila Spišáka, CSc. a Ing. Juraja Hudáka, CSc. ako aj ďalších pedagógov, pracovníkov a študentov a garantom projektu U.S. Steel Košice bol postupne pripravovaný a realizovaný jeden z exponátov - výroba autíčka z oceľového plechu.
Dňa 19.3.2015 sa konala súťaž študentov SjF TU v Košiciach v programovaní CNC strojov. Pripravila ju Katedra počítačovej podpory technológií a Katedra strojárskych technológií a materiálov pod záštitou dekana Strojníckej fakulty Dr.h.c. mult. prof. Ing. Františka TREBUŇU, CSc.
Konferencia
V dňoch 7. a 9. 10. 2015 sa uskutočnila medzinárodná vedecká konferencia Pro-tech-ma 2015 a Povrchové inžinierstvo 2015, ktorú organizovala Katedra strojárskych technológií a materiálov v spolupráci s univerzitami Politechnika Rzeszowska a POlitechnika Lubelska z Poľks. Konferencia sa konala v hoteli Hubert v Gerlachove v prostredí Vysokých Tatier.
EUR-ACE akreditácia študijného programu Počítačová podpora strojárskej výroby
Akreditáciou EUR-ACE získa vysoká škola značku EUR-ACE, ktorá jej umožňuje zaradiť sa medzi popredné európske univerzity a vysoké školy, ktoré túto značku už získali. Študentom poskytuje istotu, že absolvovaním EUR-ACE akreditovaného štúdia, budú spĺňať najprísnejšie kritériá kladené na absolventov v európskej podnikovej praxi. Značka EUR-ACE garantuje, že jej držiteľ spĺňa náročné kritériá, ktoré sa týkajú nielen organizácie, ale aj obsahu a výstupov študijného programu.
Kalendár
Žiadna udalosť nie je v kalendári
Máj 2025
pon
uto
str
štv
pia
sob
ned
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
Zváračská škola
"Ideas alone have little worth. The value of innovation lies in its practical implementation"
Werner von Siemens (in letter to his brother Carl, 1865)
Mäsiarska 74 040 01 Košice - staré mesto Slovenská republika
Kontakt
Katedra technológií, materiálov a počítačovej podpory výroby Ústav technologického a materiálového inžinierstva Strojnícka fakulta Technická univerzita v Košiciach
Vedúci katedry a riaditel ústavu: prof. Ing. Emil Spišák, CSc. tel.: 055/602 3502 e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.
Sekretariát: Ing.Eva Krupárová tel.: 055/602 3502 e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.























{kind=link}