Množstvo výskumných úloh riešených pre prax, pri ktorých využívame pokročilé stroje a zariadenia, ktorými katedra disponuje.
CNC obrábanie
Katedra disponuje viacerými softvérovými balíkmi pre programovanie a riadenie CNC strojov ako sú napr. Siemens Sinumerik, Heidenhain, Mach3, SolidCAM, Siemens NX a veľa ďalších.
3D tlač
3D tlač, alebo rapid prototyping je jednou z najrevolučnejších technológií posledných rokov, ktorej sa predpovedá významné postavenie v priemysle. Táto technológia je na našej katedre už niekoľko rokov a boli sme priekopníci tejto technológie v rámci celej fakulty.
Tvárnenie
Najmodernejšie zariadenia pre výskum tvárnenia sa v značnej miere využívajú aj v procese výuky, kde sa študenti oboznamujú okrem teoretických znalostí aj s ich praktickou aplikáciou.
Praktické vyučovanie
Nie sme len "tvrdými teoretikmi", ale ponúkame ti spoločne sa podieľať pri riešení projektov v rámci výskumných tímov pracujúcich v rôznych technologických oblastiach.
CERTIFIKÁCIA
Solidworks:
Certifikačné skúšky pre študentov
CAX SIMULÁCIE
Pri výučbe, výskume a riešení úloh pre prax využíváme viaceré CAx systémy.
Katedra technológií, materiálov a počítačovej podpory výroby je súčasťou Ústavu technologického a materiálového inžinierstva Strojníckej fakulty Technickej univerzity v Košiciach. V súčasnosti je oblasť výuky na našej katedre zameraná na dostupné konvenčné a progresívne technológie výroby súčiastok v strojárskej výrobe ako aj na využitie CAx technológií pri navrhovaní a optimalizovaní výrobných postupov. Náplňou predmetov je teória a technológia obrábania, plošného i objemového tvárnenia, spracovania plastov, zvárania a povrchových úprav. Obsah predmetov zahŕňa návrhy technologických postupov, výrobnej techniky, návrh a konštrukciu prípravkov a nástrojov, experimentálne metódy v strojárskej technológii, progresívne spôsoby výroby výrobkov, navrhovanie a konštrukciu foriem pre plastové výlisky, simulácie zatekania taveniny do dutiny formy, mechanizáciu a automatizáciu výroby. V rámci uplatňovania jednotlivých metód a návrhov pri rôznych technologických postupoch používame CAD/CAM/CAE systémy, simulačné programy ako napr. PAM-STAMP, SolidCAM, Moldex 3D a iné. V rámci nášho pracoviska vyvíjame, alebo sa podieľame na výskume v oblasti tvárnenia, zvárania, obrábania, spracovania plastov, povrchových úprav, tenkých vrstiev a množstva ďalších s cieľom podporiť priemyselné prostredie a zabezpečiť jeho trvalý udržateľný hospodársky rozvoj. Snažíme sa byť vždy ústretoví a otvorení možným príležitostiam pre novú spoluprácu. V prípade akýchkoľvek informácií nás prosím neváhajte kontaktovať.
Príďte k nám študovaťprogresívne študijné programy.
Technológie, manažment a inovácie strojárskej výroby
Odporové zváranie je tepelno-deformačný proces, pri ktorom zvarový spoj vzniká pri spolupôsobení tepla vznikajúceho prechodom elektrického prúdu, ktoré je potrebné pre natavenie zváraných materiálov a tlaku.
Odporové zváranie je možné rozdeliť na:
1 – bodové zváranie,
2 – deltaspot zváranie,
3 – švové zváranie,
4 – výstupkové zváranie,
5 – stykové stláčacie zváranie,
6 – stykové odtavovacie zváranie,
7 – vysokofrekvenčné zváranie.
Pri odporovom zváraní:
-sa teplo potrebné na zváranie vytvára priamo v spoji,
-na vznik zvaru je potrebná sila,
-nepoužívajú sa prídavné materiály
Procesy odporového zvárania sa riadia Ohmovým a Joulovým zákonom.
Ohmov zákon:
[A] (3)
kde: I – prúd [A], U – napätie [V], R – elektrický odpor [Ω]
Napätie pri odporovom zváraní sa zväčša pohybuje v rozpätí od 3 do 20 V, čiže nehrozí úraz elektrickým prúdom.
Joulov zákon:
Q = R . I2 . t [J] (4)
Množstvo tepla vo zvare bude:
tým väčšie, čím bude väčší zvárací prúd,
tým väčšie, čím dlhší čas bude prúd pretekať,
tým väčšie, čím bude väčší odpor zvaru.
Bodové odporové zváranie
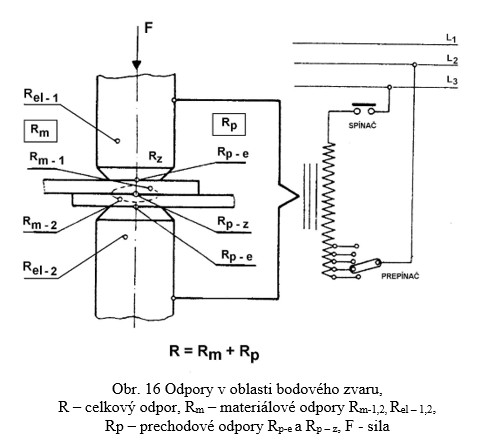
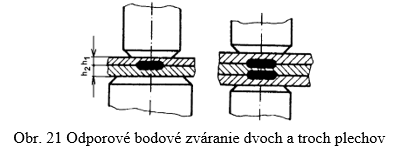
Bodové zváranie je odporové zváranie, pri ktorom sa zvárané materiály navzájom preplátujú a stlačia medzi elektródami z medenej zliatiny (obr. 16), čím sa uzatvorí sekundárny obvod zváračky. Prechodom elektrického prúdu sa na rozhraní stláčaných materiálov roztaví určitý objem materiálu, ktorý po vypnutí el. prúdu tuhne a vytvára zvarový kov. Zvar má tvar šošovky a vytvára sa bez prídavného materiálu.
Odpory pri bodovom zváraní
Prechodové odpory Rp vznikajú na rozhraní dvoch dotýkajúcich sa materiálov. Pri bodovom zváraní dvoch plechov sú to tri odpory. Odpor medzi hornou elektródou a horným plechom, odpor medzi zváranými plechmi a odpor medzi spodným plechom a spodnou elektródou. Z čoho vyplýva:
Rp = Rp-e + Rp-z + Rp-e [Ω] (5)
Čím bude prítlačná sila väčšia, tým bude prechodový odpor menší. Na prechodové odpory vplýva vodivosť dotýkajúcich sa kovov.
Teplo ktoré vzniká medzi elektródou a zváraným materiálom, závisí od čistoty a drsnosti dotykových plôch, od zváracieho režimu a účinnosti chladenia. Pre dosiahnutie kvalitných zvarov je potrebné prechodové odpory medzi elektródou a zváraním materiálom znížiť na minimum, t.j. dôkladne očistiť plochy zváraných materiálov.
Materiálové odpory Rm sú dané fyzikálnymi vlastnosťami - vodivosťou materiálu, resp. odporom zváraného materiálu a zváracích elektród. (Vodivosť je prevrátená hodnota odporu).
Dôležitú úlohu zohráva aj hrúbka zváraných plechov, počet plechov a prierez prúdovej cesty.
Rm = Rm-1 + Rel-1 + Rm-2 + Rel-2 [Ω] (6)
Celkový odpor R je súčtom prechodových a materiálových odporov v oblasti zvaru:
R = Rp + Rm [Ω] (7)
Počas zvárania sa budú veľkosť všetkých odporov meniť. Postupným ohrevom stúpa odpor.
Pri odporovom zváraní zohráva dôležitú úlohu aj induktívny odpor. Tento závisí od veľkosti zváracieho okna (vzdialenosti a vyloženia ramien bodovačky), frekvencie zváracieho prúdu a od veľkosti magnetickej hmoty vloženej do zváracieho obvodu. Znižovaním frekvencie klesá induktívny odpor. Zmenšovaním zváracieho okna, znižovaním frekvencie a vylúčením magnetického materiálu je možné do zvaru dodať viac energie, čo umožňuje zvárať väčšie hrúbky.
Metalurgické procesy pri bodovom zváraní
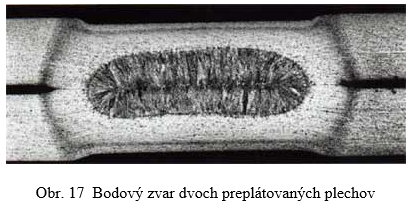
Vznik bodového zvaru charakterizuje prudký rýchli ohrev na teplotu tavenia a následné rýchle ochladenie. Plechy pritlačené k sebe elektródami sa v mieste styku začnú natavovať. Po natavení nastáva rýchle ochladzovanie zvaru s pásmom tepelne ovplyvnenej zóny. Najvyššia teplota sa dosiahne v strede roztaveného jadra. Zvarový kov kryštalizuje v tvare šošovky s charakteristickou dendritickou (liacou) štruktúrou (Obr. 17).
Základné parametre odporového zvárania
Zváracia sila môže byť konštantná, alebo meniteľná. Zváracia sila má elektrickú - (vplýva na prechodový odpor) a metalurgickú funkciu - (zabraňuje expanzii roztaveného jadra a tiež pri tuhnutí pôsobí na rast zrna). Zváracie sily sú v rozsahu 100 N až 50 kN, u stykoviek 50 N až 1000 N.
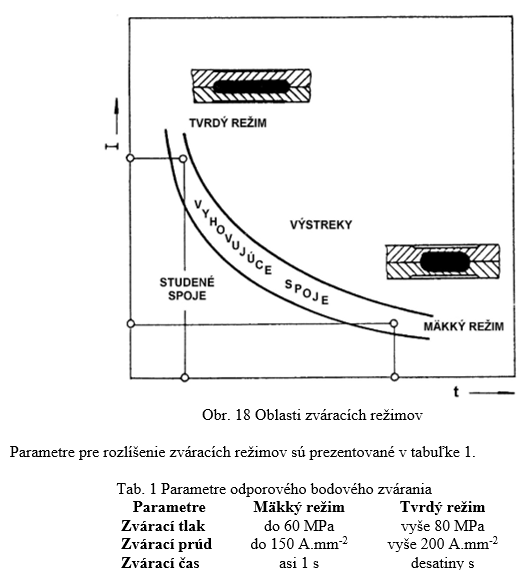
Zvárací prúd a zvárací čas sú vo vzájomnej kombinácii rozhodujúcimi činiteľmi vplývajúcimi na vznik tepla vo zvare. Zvárací prúd môže byť počas zvárania konštantný alebo sa môže meniť, prípadne prerušovať. Keďže prúd je v druhej mocnine (Joulov zákon), dvojnásobným zvýšením prúdu sa teplo teoreticky zväčší štyrikrát. Zvárací prúd býva v rozsahu 100 A až 100 kA a zváracie časy v rozsahu 0,001 s až 2,0 s, u stykoviek rádovo 10 s. Tieto parametre medzi sebou súvisia a preto sa hovorí o tzv. mäkkom a tvrdom zváracom režime.
Mäkký zvárací režim: Vyznačuje sa väčším tepelným ovplyvnením. Šošovka ma malý priemer, má veľkú výšku a hrubozrnnú štruktúru, čo zhoršuje mechanické vlastnosti zvaru. Zvára sa menšími prúdmi do10 kA a dlhšími časmi 20 až 100 periód pri menšej zváracej sile do 5kN a pri menšom počte bodov za časovú jednotku .Pri tomto režime sú menšie nároky na pripojovací výkon väčšinou stačí bežný sieťový 380V rozvod do 63A. Používa sa pri zváraní materiálov náchylných na zakalenie. Na povrchu zváraných materiáloch sú v dôsledku zmäknutia výrazné odtlačky po elektródach. Životnosť elektród je nižšia v porovnaní s tvrdým režimom.
Tvrdý zvárací režim: Zvarová šošovka má väčší priemer, ale menšiu výšku a zváranie je produktívnejšie. Mechanické vlastnosti zvarov sú v porovnaní so zvarmi zhotovenými pri mäkkom režime lepšie. Zvára sa veľkými prúdmi nad 10kA, krátkymi časmi do 20 periód pri veľkej zváracej sile 10kN a viac pri, väčšom počte bodov za časovú jednotku. Pri tomto režime sú pomerne veľké nároky na pripojovací výkon - rozvody nad 100A. o napätí 380V. Tvrdý režim sa nedá použiť pri kaliteľných materiáloch.
V praxi sa zvára niekde medzi týmito režimami v oblasti vyhovujúcich zvarov - viď obr. 18.
Okrem základných parametrov je potrebné zohľadniť aj ďalšie veličiny vplývajúce na proces zvárania ako minimálna veľkosť preplátovania, vzdialenosť osi zvaru od okraja plechu, predpokladaný priemer šošovky, minimálna pevnosť spoja a pod.
Dynamika zváracieho procesu
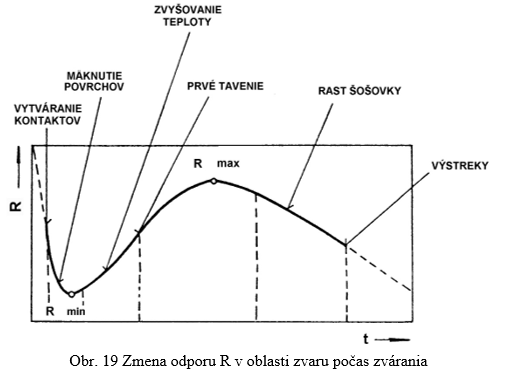
Odpory v zvarovej oblasti sa počas zvárania menia (obr. 19). Celkový odpor (R) spočiatku klesá vplyvom zmäknutia povrchov, čo spôsobí lepšie dosadanie elektród. S postupujúcim vytváraním šošovky začne zanikať prechodový odpor Rp-z, ale celkový odpor napriek tomu vzrastá. Rozhodujúcu úlohu má zvyšujúci sa ohrev - s teplotou stúpa odpor materiálu.
Postupne sa vytvárajúca šošovka (z roztaveného kovu) má snahu expandovať. Expanzia pôsobí proti prítlačnej sile a má snahu elektródy odtláčať. Ak by prítlačná sila nebola postačujúca, vplyvom expanzie by zvarový kov vystrekol.
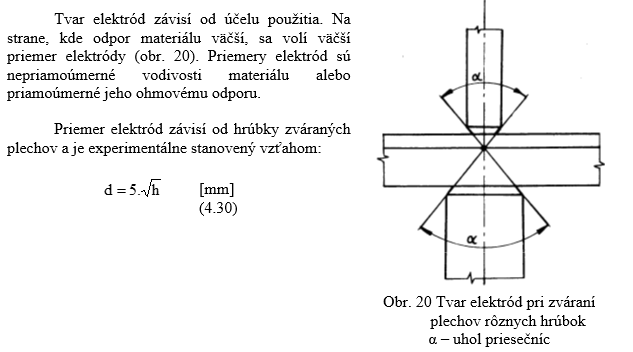
Zváracie elektródy
Zváracie elektródy majú bezprostredný vplyv na kvalitu zvarového spoja. Privádzajú elektrický prúd a súčasne silu do zváraných dielcov. Pri zváraní dochádza k ich ohrevu, preto je potrebné ich intenzívne chladiť. Vo vnútri elektród je otvor pre možnosť ich chladenia chladiacou kvapalinou. Musia byť odolné proti opotrebeniu a dostatočne elektricky vodivé. Elektródy sa vyrábajú z medi vyrobenej elektrolyticky alebo zo zliatin medi. Najčastejšie sa používajú zliatiny CuCrZr, CuBeCo, CuCd, CuAg v závislosti od zváraných materiálov. Zvyšovaním množstva legujúcich prvkov v medi klesá jej elektrická vodivosť, avšak jej pevnosť sa zvyšuje. Na kvalitu zvarového spoja vplýva aj čistota kontaktných plôch zváracích elektród. Pri zváraní povrchovo upravených plechov dochádza k ich znečisteniu, čo ma za následok pokles elektrickej vodivosti. Preto je potrebné kontaktné plochy elektród očistiť napr. brúsením a sústružením.
Zariadenia pre odporové bodové zváranie
Zváracie stroje je možné rozdeliť na:
stabilné - /bodovky- (jednobodové, alebo mnohobodové)/,
bodové zváracie stroje stredné - /od 20 do 250kVA/,
bodové zváracie stroje veľké - /nad 250kVA/.
Typy a tvary spojov
Zvarové spoje sú realizované na preplátovaných plechoch (obr. 21). Odporovým bodovým zváraním je možné zvárať plechy od hrúbky 0,6mm do 10mm. Experimentálne do 25mm. Bodové zvary sa využívajú najčastejšie v jednoradovo a výnimočne i v dvojradovom usporiadaní. Zvarové spoje sa majú navrhovať tak, aby boli namáhané na šmyk. Vtedy majú približne dvojnásobnú pevnosť ako pri namáhaní na odtrhnutie.
Aplikácia odporového bodového zvárania
Pri zváraní uhlíkových ocelí závisí kvalita zvarového spoja od obsahu uhlíka, ktorého nemá byť viac ako 0,22%. Austenitické ocele sa zvárajú tvrdým režimom, kvôli zabráneniu vzniku karbidov Cr. Pre zváranie hliníka a jeho zliatin sú potrebné väčšie zváracie prúdy z dôvodu vyššej elektrickej a najmä tepelnej vodivosti v porovnaní z oceľami. Prekážkou zvárania je aj tvorba AL2O3 na povrchu. Pre zváranie medi je potrebné použiť kondenzátorové zváračky. Zvárať sa dajú iba tenké medené plechy. Nepriaznivo na zváranie vplýva vysoká elektrická e tepelná vodivosť medi, ktorá sa dá znížiť pridaním prísadových prvkov (Zn, Sn, Be a i.). Pri zváraní povrchovo upravených plechov dochádza k nalepovaniu povlakov (Zn, Sn a iných) na zváracie elektródy, ktoré treba často mechanicky čistiť, čo znižuje produktivitu zvárania a znižuje ich životnosť. Je vhodné realizovať povrchové úpravy plechov až po zváraní. Odporové bodové zváranie je dominantným spôsobom zvárania používaným pri výrobe karosérii v automobilovom priemysle. Na automobile strednej triedy sa nachádza priemerne (3000 až 5000) bodových zvarov. Široké uplatnenie nachádza táto technológia v leteckom a kozmickom priemysle, pri zváraní plechov z ľahkých zliatin a titánu.
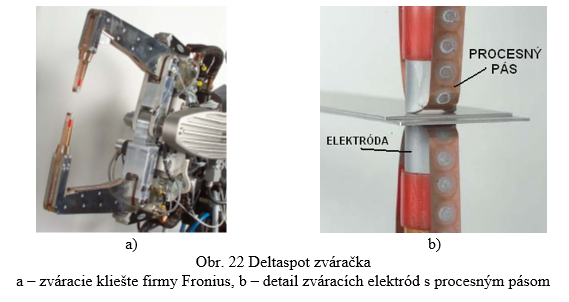
Bodové odporové zváranie DeltaSpot
Je inováciou bodového odporového zvárania. Inovácia procesu spočíva v úprave kontaktných plôch zváracích elektród (obr. 22). Pri zváraní nedochádza k priamemu kontaktu zváracích elektród a zváraných preplátovaných plechov. Súčasťou zváracieho zariadenia je tzv. procesný pás ktorý zabezpečuje prechod prúdu zo zváracej elektródy do zváraných materiálov (obr. 22b). Tento procesný pás sa po každom bodovom zvare automaticky posunie o preddefinovanú dĺžku. Týmto spôsobom je možné zabezpečiť vysokú kvalitu zvarových spojov, pri nezmenených parametroch zvárania u povrchovo upravených plechoch. Povrchová úprava plechov zinkovaním, resp. pocínovaním má nepriaznivý vplyv na životnosť zváracích elektród pri bodovom odporovom zváraní. Počas zvárania dochádza k nataveniu povlakov na zváraných povrchoch a ich nalepovaniu na zváracie elektródy, čo má za následok vznik chemických zlúčenín na kontaktných plochách elektród, následný pokles ich elektrickej vodivosti a nárast prechodového odporu.
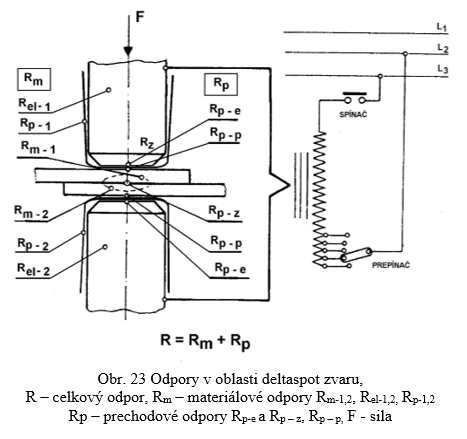
Odpory pri bodovom zváraní deltaspot
Celkový odpor R pri zváraní je tvorený súčtom materiálových a prechodových odporov tak ako pri konvenčnom bodovom zváraní.
Prechodové odpory Rp na rozdiel od bodového zvárania zahŕňajú aj odpory Rp-p ktoré vznikajú na rozhraní zváracích elektród a procesného pásu. Pri bodovom deltaspot zváraní dvoch plechov je to päť odporov. Odpor medzi hornou elektródou a horným procesným pásom, medzi procesným pásom a horným plechom, odpor medzi zváranými plechmi, odpor medzi spodným plechom a spodným procesným pásom a odpor medzi spodným procesným pásom a spodnou elektródou. Z čoho vyplýva:
Rp = Rp-e + Rp-p + Rp-z + Rp-p + Rp-e [Ω] (10)
Na prechodové odpory vplýva vodivosť dotýkajúcich sa kovov.
Procesný pás vyrobený z medeného plechu chráni špičky zváracích elektród pred znečistením kontaktných plôch a tým výrazne predlžuje ich životnosť v praxi. Po opotrebovaní (znečistení chemickými splodinami na povrchu vplyvom nalepovania povlakov z povrchovo upravených plechov) sa cievky s pásom vymenia.
Parametre zvárania, požiadavky na čistotu zváraných materiálov a metalurgické procesy počas zvárania sú totožné s konvenčným bodovým odporovím zváraním.
Zariadenia pre deltaspot bodové zváranie
Zváracie stroje je možné rozdeliť na:
stabilné - /bodovky/,
prenosné - /zváracie kliešte/.
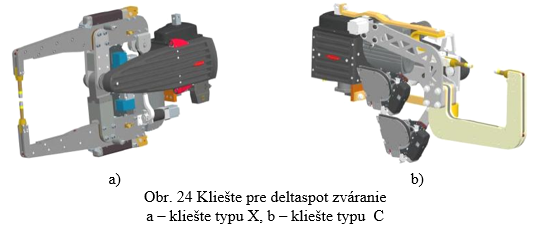
V praxi sa vo väčšej miere uplatňujú zváracie kliešte umiestnené na robotických ramenách. Vzhľadom nato že táto technológia sa využíva pri zváraní povrchovo upravených plechov, pri výrobe karosérii automobilov, poskytujú tieto zváracie kliešte typu „C“ a „X“ dobré operatívne vlastnosti aj pri zváraní v polohách a tvarovo náročných súčiastok (obr. 24).
Zváracie kliešte sú napájané napätím 230V.
Maximálna prítlačná sila elektród je 5kN. Procesný pás je vyrobený z čistej Cu a v dĺžke 50m je navinutý na cievke, z ktorej je po každom zvare podávacím zariadením posunutý o preddefinovanú vzdialenosť.
Aplikácia deltaspot zvárania v praxi
Inovácia bodového odporového zvárania deltaspot vyvinutá a patentovaná firmou Fronius v roku 2005 nachádza čoraz väčšie uplatnenie najmä pri zváraní povrchovo upravených karosárskych plechov v automobilovom priemysle.
Švové zváranie
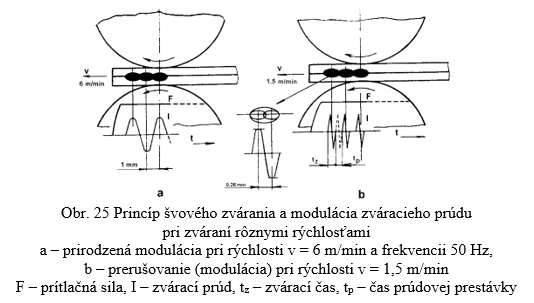
Rozdielom švového zvárania v porovnaní s bodovým zváraním je, že zvarový spoj vzniká medzi dvoma proti sebe otáčajúcimi sa kotúčovými elektródami (obr. 25). Prechodom zváracieho prúdu cez kotúčové elektródy vznikajú medzi preplátovanými zváranými materiálmi prekrývajúce sa bodové zvary ktoré sa nazývajú zvarový šev. Pokiaľ sa zvary dostatočne prekrývajú, spoj je tesný.
Proces zvárania sa uskutočňuje pri prirodzenej modulácii (50 Hz) zváracieho prúdu alebo cieleným prerušovaním prúdu. Zvárací prúd má v každej perióde dve maximá (kladné a záporné), kedy sa tvoria jadrá zvarov. Keď prechádza prúd nulou, teplo nevzniká (obr. 25). Za jednu sekundu sa vytvorí 100 zvarov.
Odpory v zvarovej oblasti (prechodové i materiálové) sú podobné ako pri bodovom zváraní. Zvárané povrchy musia byť čisté.
Zváracie parametre
Pri švovom zváraní sa používajú nasledujúce parametre zvárania:
zvárací prúd /I/
prítlačná (zváracia) sila /F/
zváracia rýchlosť /v/
modulácia zváracieho prúdu
Zvárací prúd (I) je pri švovom zváraní väčší ako pri bodom a stúpa s rýchlosťou zvárania. Súvisí to s nutnosťou natavenia väčšieho množstva kovu a tiež so stratami nazývanými ako (shunt), spôsobenými odbočovaním a únikom prúdu cez už vyhotovené zvary.
Prítlačná (zváracia) sila (F) zabezpečuje vzájomný kontakt zváraných dielcov a kontakt kotúčových elektród. Prítlačná sila je väčšia v porovnaní s bodovým zváraním z dôvodu použitia vyšších zváracích prúdov. Druhým dôvodom je že otáčajúce sa elektródy opúšťajú miesto zvaru ešte pred jeho stuhnutím.
Zváracia rýchlosť (v) je totožná s obvodovou rýchlosťou zváracích kotúčov. Je obmedzená výkonom transformátora. Optimálnou je označovaná rýchlosť v = 6 m/min. Pri vysokých rýchlostiach zvárania (nad 30 m/min) stúpa nebezpečenstvo vzniku netesnosti pri zváraní. Pri nízkych rýchlostiach (pod 3 m/min) sa zvyšuje riziko prehriatia a pretavenia celej zváranej hrúbky.
Modulácia (prerušovanie) zváracieho procesu (tz/tp) sa využíva na zamedzenie nežiaduceho prehrievania zvaru. Pri konštantných otáčkach kotúčov sa reguluje čas prechodu zváracieho prúdu (tz) a čas prerušenia prúdu (tp). Čím je rýchlosť menšia, tým je čas prerušenia dlhší, a tým sa na určitej dĺžke vyvinie menej tepla.
Programový priebeh zvárania je odlišný od bodového zvárania. Predhrev ani kovanie sa nepoužíva.
Dynamika vzniku zvaru
Zvarový spoj vniká ešte pred schladnutím predchádzajúceho zvaru. Novo vznikajúci zvar súčasne spomaľuje ochladzovanie predošlého. Tým sa režim stáva mäkším.
Typy zvarových spojov
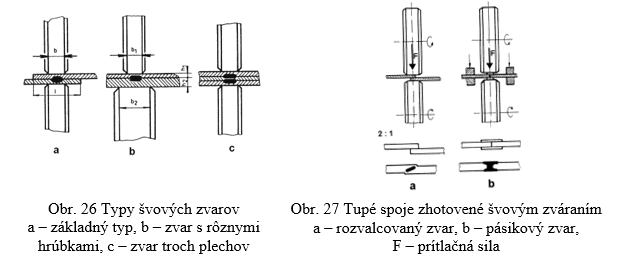
Podobne ako pri bodovom zváraní sa jedná o preplátované spoje (obr. 26). Na rozdiel od bodového zvárania sa tu používajú rozvalcované alebo tupé spoje (obr. 27). Rozvalcované spoje vznikajú úzko preplátovaných plechov pri zváraní širokými kotúčmi, ktoré zvárané materiály rozvalcujú do roviny. Nevýhodou zvarového spoja nízka pevnosť v ohybe. Pri pásikových (tupých) spojoch sa používajú prídavné materiáli vo forme tenkých fólii, ktoré sa zavaria do povrchov plechu. Spoje majú pri ohýbaní a lisovaní dobré plastické vlastnosti. Hrúbka zváraných materiálov je v porovnaní s bodovým zváraním menšia (nepresahuje 3 mm).
Zariadenia pre švové zváranie
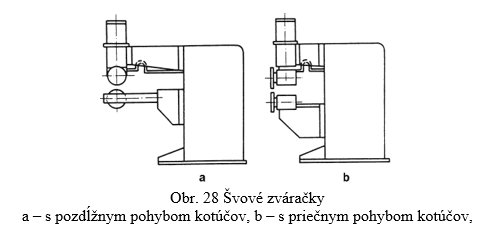
Konštrukčne sú zváračky podobné zváračkám na bodové zváranie avšak rozdielom je umiestnenie a konštrukcia elektród. Na švové zváranie sa používajú kotúčové elektródy chladené zvnútra vodou. Materiál elektród – elektrolytická meď, meď legovaná Cr. Pri otáčaní elektród je dôležité aby nedošlo k preklzávaniu zváracích elektród po zváraných materiáloch, čo by mohlo spôsobiť chyby zvaru. Najčastejšie sa používa variant s jedným poháňaným kotúčom a druhý sa iba odvaľuje. Pri náhone oboch kotúčov je potrebné použiť diferenciál. Zváracie stroje sa používajú ako závesné hlavy, alebo ako stabilné stroje s pozdĺžnym, alebo priečnym uložením elektród (obr. 28).
Aplikácia švového zvárania v praxi
Švové zváranie je vysokoproduktívnym spôsobom odporového zvárania pri výrobe dlhých (napr. obvodových) zvarov. Technológia je vhodná pre zváranie radiátorov (napr. radiátory KORAD s produkcie U.S.Steel, Košice), pre zváranie nádrží automobilov, kanistrov, sudov, vedier, výparníkov. V leteckom priemysle zváranie spaľovacích komôr na kryty prúdových motorov, raketových motorov, výroba bočníc a striech vagónov, autobusov a pod.
Výstupkové zváranie
Pri výstupkovom zváraní zvarové spoje vznikajú na miestach vopred pripravených výstupkov, ktoré sa nachádzajú na jednom zo zváraných dielcov (obr. 29). Voľba výstupkov závisí od zváraného materiálu. Jeho funkciou pri zváraní je koncentrácia elektrického prúdu a prítlačnej sily pre vytvorenie zvaru. Výstupky je možné zhotoviť:
-lisovaním,
-strojným opravovaním,
-použitím medzivložiek.
Stlačením súčiastok medzi ploché elektródy alebo v prípravku a pripojením transformátora na sieť, prúd prechádza výstupkami a vytvára odporové teplo, ktoré nataví výstupky a pri priľahlú oblasť druhého dielca. Pôsobením tlaku sa takto vytvorí niekoľko spojov naraz alebo jeden súvislý zvar. časť vysokoohriatého materiálu sa vytlačí zo spoja a vytvorí výronok.
Zváranie sa realizuje na lisoch, pričom zvary sa zhotovujú medzi plochými elektródami, alebo v prípravkoch, resp. čeľustiach.
Rozlišujeme dva základne spôsoby:
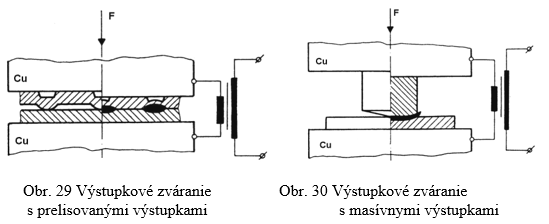
výstupkové zváranie pomocou prelisovaných výstupkov (obr. 29),
výstupkové zváranie pomocou masívnych výstupkov (obr. 30),
Výstupkové zváranie pomocou prelisovaných výstupkov sa používa pre zváranie dielcov z plechu. Výstupky sú vždy prelisované cez celú hrúbku plechu.
Výstupkové zváranie pomocou masívnych výstupkov sa požíva pre zváranie masívnejších dielcov – platne, guľatiny, hranoly a pod. Najčastejšie sa používa jeden trieskovým obrábaním zhotovený výstupok. Pri zváraní vzniká okolo zvaru charakteristický prstenec (výronok), ktorý je sprievodným znakom dobrého zvaru.
Zváracie parametre
Zváracie parametre sú pri výstupkovom zváraní totožné s parametrami používanými pri odporovom bodovom zváraní. Zvárací režim môže byť mäkký a tvrdý. Parametrami zvárania sú:
prítlačná sila F,
-zvárací prúd I,
-zvárací čas t.
Parametre výstupkového zvárania sa nevzťahujú na hrúbku zváraných dielcov, ale na veľkosť pôdorysu zváranej plochy. Rozhodujúca je plocha a tvar zvaru.
Prítlačná sila (F) má rovnakú funkciu ako pri bodovom zváraní. Pôsobí kolmo na pôdorysný priemet zvarovej plochy. Sila sa určuje z merného tlaku na 1mm2 zvarovej plochy a od akosti zváraného materiálu. Pre zváranie ocelí sa používa prítlačná sila v rozsahu 80 až 120 MPa (N.mm2). Potrebná prítlačná sila sa zváracích lisoch vyvodí mechanicky, pneumaticky alebo hydraulicky
Zvárací prúd (I) pre prierezy zváraných plôch do 200 mm2 je v rozsahu 200 až 500 A.mm-2. Pri zváraní veľkých prierezov prúdová hustota klesá. Pri ploche 600 mm2 je prúdová hustota menej ako 100 A.mm-2. Nesprávna voľba zváracieho prúdu zapríčiňuje vznik technologických a štrukturálnych chýb (podrezanie, zakalenie) vo zvaroch.
Zvárací čas (t) je závislý na použitej prúdovej hustote. Pri väčších prierezoch je potrebné zmenšovať prúdový hustotu a preto je potrebné pre vznik kvalitného zvarového spoja predĺžiť zvárací čas, aby sa v mieste zvaru vyvinulo teplo potrebné pre zváranie.
Programový priebeh zváracích parametrov je totožný s programovým priebehom pri bodovom zváraní.
Pri zváraní sa používa pulzačný alebo svahový ohrev.
Pulzačný ohrev predstavuje mäkký režim, kde teplo vzrastá jemnejšie vplyvom prúdových prestávok a tepelne ovplyvnená oblasť sa rozširuje. Teplotný spád je menší.
Svahový ohrev spôsobuje predhrev materiálu postupným nárastom prúdu. Pri svahovom ohreve sa výstupok dotýka protikusa na začiatku procesu iba malou plochou, a preto je prúd menší. Počas zvárania sa postupne zväčšuje plocha zvaru, čomu úmerne narastá prúd.
Oba spôsoby ohrevu sú dôležité pri kaliteľných materiáloch, pri veľkorozmerných dielcoch s vysokým odvodom tepla a hlavne pri zváraní nástrojových, legovaných ocelí ktoré majú zlú tepelnú vodivosť.
Typy a tvary spojov
Konštrukcia spojov pre výstupkové zváranie je odlišná ako pre bodové a švové zváranie.
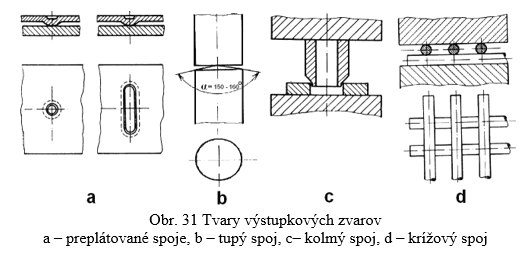
Preplátované spoje – spoj zhotovený preplátovaním dvoch, zriedkavejšie viacerých plechov (obr. 31a). Výstupky sa vylisujú iba do jedného plechu. V ojedinelých prípadoch striedavo do horného a spodného dielca. Výška vylisovaných výstupkov musí byť rovnaká. Výstupky prelisované na plechoch tenších ako 0,8 mm nie sú vhodné. Ich prevýšenie na plechu je nepatrné a ich funkcia problematická. Pri hrúbkach nad 6 mm vznikajú ťažkosti s prelisovaním celej hrúbky
Tupé spoje slúžia na spájanie okrúhlych alebo hranatých profilov (tyčí, rúr) (obr. 31b). Na tieto spoje sa používajú masívne výstupky. Masívne výstupky sa zhotovujú na jednom z dielcov, majú tvar kužeľa a ich vrcholový uhol je 160°. Pri zváraní dielcov s rozdielnou elektrickou vodivosťou sa výstupok zhotovuje na vodivejšom materiáli. Ak sa použije bočný prívod prúdu, tak sa vodivejší materiál viac vysunie z čeľustí, čím sa zväčší jeho odpor, uľahčí sa jeho natavenie a zabráni sa vzniku studeného spoja.
Kolmé spoje sú najčastejším prípadom výstupkového zvárania (obr. 31c). Pri zváraní sa využívajú masívne výstupky. Vzhľadom na nesymetrický vývoj tepla je tu vysoké riziko vzniku studených spojov. Výstupok sa má zhotoviť na dielci ktorý má väčší odvod tepla. Najväčším problémom je vznik podrezania zvarového spoja, ktoré vzniká následkom vysokej prúdovej hustoty, keď sa materiál v tvare úzkeho jemného zárezu pretaví do značnej hĺbky. Na podrezanie sú náchylné zle tepelne vodivé materiály (napr. nástrojové ocele). Pri ich zváraní je potrebné voliť mäkší režim.
Krížové spoje vznikajú prekrížením dielcov (napr. tyčí, drôtov, profilov), čím vznikajú prirodzené výstupky (obr. 31d). Ich výhodou je že výstupky nie je potrebné pripravovať, lisovaním, obrábaním a pod.
Aplikácia výstupkového zvárania v praxi
Výstupkové zváranie sa aplikuje v kusovej a malosériovej výrobe pri čelnom prívode zváracieho prúdu. Napr. dielce pre obrábacie stroje ako polotovary pre výstredníky, unášacie kotúče, variátory, ozubené kolesá, vačkové hriadele, ako náhrady výkovkov, odliatkov a obrobkov z plného kusa, resp. výrobu polotovarov z kombinovaných materiálov. Vzhľadom k vysokým nákladom zváracích zariadení je vhodné túto technológiu zvárania aplikovať najmä v sériovej a hromadnej výrobe. Napr. zváranie remeníc z dvoch vylisovaných polovíc, dverových a okenných závesov a v nemalej miere v automobilovom priemysle pri výrobe brzdových čeľustí a pod.
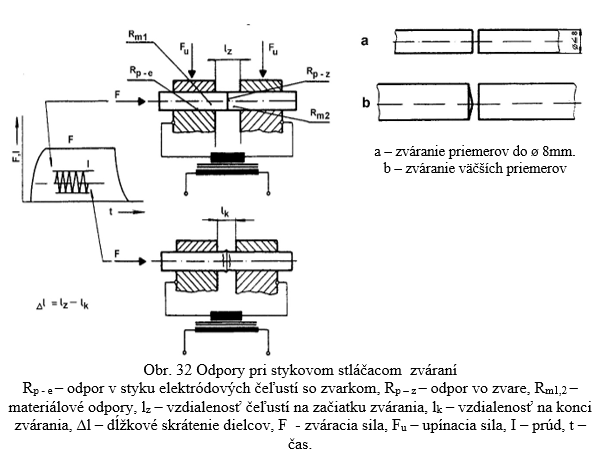
Stykové stláčacie zváranie
Stykové stláčacie zváranie je druh odporového zvárania, pri ktorom sa zvárané dielce (najčastejšie drôty alebo tyče) pritlačia k sebe čelami. (obr. 32). Pri prechode elektrického prúdu sa prednostne ohrieva oblasť styku obidvoch čelných plôch, lebo v tomto mieste je najväčší elektrický odpor. Prúd sa privádza do dielcov pomocou čeľustí - elektród. Čeľuste majú nielen funkciu elektród, ale aj mechanicky upínajú dielce, prenášajú zváraciu silu a musia zabrániť prekĺznutiu dielcov pri stláčaní. Po zapnutí prúdu sa najviac ohrieva oblasť prechodového odporu Rp – z. Vysoko ohriaty plastický materiál sa zo zvaru vplyvom stláčacej sily čiastočne vytláča a vytvára výronok až kým materiál nestuhne. Dielce sa pri zváraní skrátia o ∆l.
Odpory vo zvarovej oblasti.
Pri zváraní zohráva rozhodujúcu úlohu prechodový odpor v mieste spoja Rp-z. Prechodové odpory Rp-e v mieste styku elektród (čeľustí) s dielcami sú podstatne menšie, preto je tu pomerne malý vznik tepla a toto teplo ku vzniku zvaru prakticky neprispieva. Čo umožňuje zváranie medených materiálov, avšak za predpokladu použitia veľmi tvrdého zváracieho režimu. Rovnováha materiálových odporov Rm je dôležitá pri zváraní rôznorodých materiálov (napr. ocelí triedy 11+19, alebo pri zváraní Cu+Al). Zvárač zväčší odpor vodivejšieho materiálu tým, že ho viac vysunie z čeľustí. Tým sa napomôže roztaveniu vodivejšieho materiálu a predíde sa tzv. studenému spoju (keď jeden materiál je už natavený a druhý ešte nie je).
Zváracie parametre
Zváracími parametramy sú rovnako ako pri bodovom a výstupkovom zváraní: sila, prúd a čas. Aj ich špecifické - merné hodnoty (ktoré sa vzťahujú na l mm2 zvaru) sú podobné ako pri bodovom a výstupkovom zváraní. Zvárací režim môže byť mäkký a tvrdý. Pri mäkkom režime nemusí dôjsť k úplnému, ale ani k čiastočnému nataveniu čelných plôch. Ide o určitú obdobu "kováčskeho" zvárania, keď sa materiál zvára v plastickom stave. Aj výronok pri tomto veľmi mäkkom režime má značne odlišný charakter. Výronok pri zváraní tvrdým režimom je ostrý. Za zvárací parameter považujeme iba zváraciu silu F. Upínacia sila Fu nie je parametrom zvárania. Jej funkciou je zabezpečiť dobrý elektrický kontakt a zabrániť prekĺznutiu pri stláčaní (upínacia sila býva zvyčajne dvojnásobkom prítlačnej sily). Dôležitú úlohu pri zváraní zohráva dĺžka vysunutia zváraných komponentov z čeľustí: lz/2 (obr.4.41). Príliš veľké vysunutie spôsobuje zbytočný ohrev (veľké tepelné straty) a deformáciu. Malé vysunutie môže byť príčinou malého ohrevu, a teda i studeného spoja. Pri zváraní plných kruhových prierezov sa dĺžka vysunutia pohybuje asi od 0,5 do 1,5 násobku priemeru. Pokiaľ ide o nastavenie zváracieho času, tak pri jednoduchých a lacných zváračkách jestvuje určité zjednodušenie. Jeho podstata spočíva v tom, že pri použití rovnakých materiálov, rovnakých rozmerov, rovnakých parametrov atď. bude dĺžka stlačenia ∆l (obr. 32) prakticky rovnaká. Pri stykovom stláčacom zváraní sa zväčša používa program s konštantným priebehom sily a prúdu. Programový priebeh so zmenou sily a prúdu je zriedkavejší.
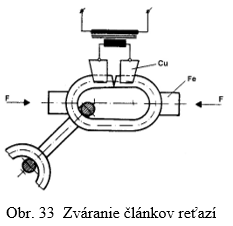
Typy a tvary spojov
Prevažne ide o tupé spoje (obr. 33).Iné typy, napr. kolmé, sú zriedkavé. Určitú zvláštnosť tvoria spoje pri zváraní reťazových článkov.Kolmo odrezaný drôt vytvorí po stočení prirodzený výstupok v tvare "V", ktorý napomôže vzniku spoja. Najmenšie zváračky sú schopné zvárať drôty priemeru 0,2 mm, niekedy i menej. Pokiaľ ide o maximálne prierezy, platí tu približne rovnaká hranica ako pre výstupkové zváranie - cca 600 mm2. Zváračky na zváranie ráfov pre automobilové kolesá (napájané jednosmerným prúdom) túto hranicu prevyšujú.
Aplikácia stykového stláčacieho zvárania
V praxi sa táto technológia uplatňuje pri nadpojovaní drôtov v drôtoťahoch (oceľové, medené, ale i iné materiály). Nadpájajú sa odrezky z betonárskej ocele, čím sa znižuje jej odpad. Pri výrobe reťazí, ráfikov bicyklových a automobilových kolies. Navzájom sa zvárajú konce pílových pásov pre okružné píly. Ojedinele sa tento spôsob používa pri predlžovaní výstružníkov, vrtákov, skrutiek a pod.
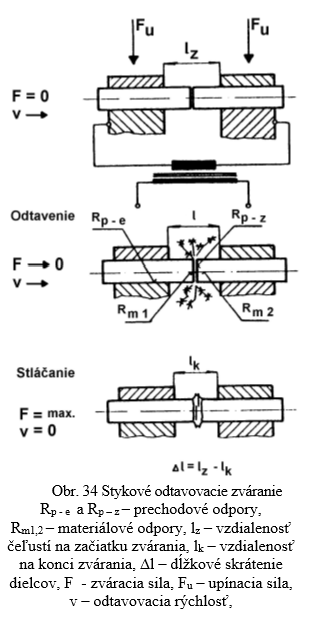
Stykové odtavovacie zváranie
Odporové zváranie dielcov vo vodorovne umiestnených čeľustiach, kde proces zvárania prebieha pri priblížení sa čelných plôch zváraných dielcov. Odtavovacie zváranie potom môže prebehnúť ako priame alebo nepriame (s predhrevom)
Priame odtavovacie zváranie
Po pripojení transformátora na sieť zvárací proces ešte nezačne. Medzi dielcami je medzera, uzavretie zváracieho okruhu nie je možné, lebo zváracie napätie je príliš nízke (napr. 3 až 5 V), takže elektrický oblúk nemôže vzniknúť. Dielce sa potom začnú približovať veľmi malou rýchlosťou (rádovo l mm . s -1). Proces a ohrev začne až vtedy, keď sa čelá dielcov dotknú v jednom alebo viacerých miestach. Sila stlačenia je minimálna, blíži sa k nule, dotyk preto nikdy nemôže nastať na celej ploche. Dotykom vzniknú prúdové môstiky. Vzhľadom na minimálnu silu bude prechodový odpor medzi dielcami Rp - z mimoriadne veľký a pretekajúci prúd bude malý. Materiál sa v mieste dotyku prudko nataví a časť roztaveného kovu vystrekne. Výstrek predstavuje malú erupciu a v mieste bývalého mostíka vznikne kráter. Na jeho dne však zostane tenká vrstva roztaveného kovu. Rozrušením prúdového mostíka vznikne medzi dielcami medzera. Dielce sa ale naďalej približujú, takže vzápätí vznikajú nové dotyky, nové prúdové môstiky a celý dej sa opakuje. Postupne na čelách súčiastok súčasne vzniká, existuje a zaniká až niekoľko desiatok takýchto môstikov. Ich životnosť trvá iba zlomky sekundy. Takto, napriek neustálemu približovaniu dielce do seba nenarazia a pri dostatočnom elektrickom výkone sa stačí odtaviť všetok materiál, ktorý príde do vzájomného styku.
Čelá dielcov sa postupujúcim odtavovaním stále viac ohrievajú a pokrývajú sa vrstvou roztaveného kovu. Oba dielce musia byť pritom zahriate do potrebnej hĺbky. Táto fáza, ktorá sa nazýva odtavovanie, trvá sekundy až desiatky sekúnd. Potom nasleduje druhá fáza - stlačenie. Dielce sa navzájom stlačia a prúd sa vzápätívypne. Roztavený kov oboch čelných plôch za spolupôsobenia sily vytvorí zvar. Súčasne sa časť vysokoohriateho materiálu vytlačí zo zvaru a vytvorí výronok vytvorený čiastočne oxidovaným kovom, ktorý sa má po zváraní odstrániť.
Odtavovacie zváranie s predhrevom
Proces je totožný s predchádzajúcim procesom, ale pred začiatok odtavovacej fázy zavedieme ešte predhrev plameňom, indukčne alebo najčastejšie prerušovanými skratmi zváracieho transformátora.Predhrev môže mať dva podstatné dôvody:
a) technologický - napomáha štartu a priebehu odtavovacej fázy a súčasne predchádza prípadnému zakaleniu,
b) energetický - znižuje v priebehu odtavovania potrebný výkon. Pri nedostatku energie by sa proces odtavovania "zadusil". Dielce by pri približovaní do seba narazili, ale nedostatočne ohriaty kov by nevystrekol. Materiál by sa iba žeravil, ale neodtavoval by sa. Možnosť zvárať väčšie prierezy.
Odtavovacie zváranie s predhrevom má tri fázy:
-predhrev,
-odtavenie,
-stlačenie
Pri odtavovacom zváraní (priamom alebo s predhrevom) nastáva dĺžkový úbytok materiálu - skrátenie dielcov. Krátery pri výbuchu mostíka sú tým hlbšie, čím je vyššie zváracie napätie. Príliš vysoké napätie nie je žiaduce. Hlboké krátery zapríčinia pri približovaní oneskorený vznik nového prúdového mostíka, a tým krátkodobé prerušenie odtavovania. Zanikajúce môstiky predstavujú rozpojenie elektrického obvodu. Okolo prúdových môstikov existujú magnetické polia. Ich rýchlym prerušením sa indukuje relatívne vysoké napätie (elektromotorická sila). Týmto síce môžu vzniknúť oblúky, ale k ohrevu podstatnejšie neprispievajú. Oblúk je tu teda viazaný na zánik existencie prúdového mostíka a nie na vznik alebo jeho trvanie.
Odpory vo zvarovej oblasti.
Aj tu treba konštatovať podstatný rozdiel voči predchádzajúcim spôsobom odporového zvárania, menovite voči stykovému stláčaciemu zváraniu.
Hlavné rozdiely a dôsledky vyplývajú z rozdielnych prechodových odporov vo zvare:
Odpor Rp-z pri odtavovacom zváraní je podstatne väčší, lebo zváracia sila počas odtavovacej fázy je minimálna:
Rp-z(odtavovanie) > Rp-z (stláčanie)
Pretože pri odtavovacom i pri stláčacom spôsobe používame podobné napätie, je veľký rozdiel vo zváracom prúde (Ohmov zákon: I = U/R):
I (odtavovanie) < I (stláčanie)
Prirodzeným dôsledkom je, že pri rovnakom výkone transformátora zvaríme odtavovacím spôsobom podstatne väčšie prierezy - s:
s (odtavovanie) > s (stláčanie)
Táto výhoda ide však na vrub oveľa dlhších zváracích časov (Joulov zákon: Q = R.I2.t) :
t (odtavovanie) > t (stláčanie)
Prívodové plochy zváraných dielcov pod čeľusťami musia zabezpečiť kontakt, a tým prívodu prúdu. Ide o miesta, kde vzniká prechodový odpor Rp-e, ktorý je tu mnohonásobne menší než prechodový odpor Rp-z.
Zváracie parametre
Základnými parametrami stykového dotavovacieho zvárania sú: zvárací prúd, prítlačná sila, zvárací čas, dĺžka a rýchlosť odtavenia.
Zvárací prúd sa reguluje zmenou sekundárneho napätia. Pri odtavovaní sa používa iba 25 A.mm-2 zváraného prierezu. (Pri bodovom zváraní až 500 A.mm-2). Je to dôsledok veľkého prechodového odporu vo zvare: Rp-z.
Prítlačná sila je počas odtavovania minimálna. Do plnej funkcie vstupuje až vo fáze stlačenia, kedy má rozhodujúci vplyv na akosť zvarového spoja. Čiastočne vytláča roztavený kov a plasticky deformuje nahriaty kov. Vtedy má merné (špecifické) hodnoty podobné ako predchádzajúce spôsoby odporového zvárania - napr. 100 N.mm-2. Optimalizáciou prítlačnej sily sa zabráni vzniku studených spojov (pri vysokej prítlačnej sile) a zabráni sa oxidácii povrchov a ich uzatvoreniu vo zvarovom spoji (pri nízkej prítlačnej sile)
Čas ako tretí parameter pri odtavovacom zváraní je nahradený dvoma "zastupujúcimi" parametrami: odtavovacou rýchlosťou - v (mm.s-1) a dĺžkou odtavenia – ∆1 (mm). (Dĺžka odtavenia podľa obr. 1je určitým zjednodušením: ∆1 = lz -1k.)
Dĺžka odtavenia je vlastne dĺžkový úbytok materiálu počas odtavovacej fázy, kedy vzniká rozhodujúci ohrev pre vznik zvaru. Odtavená dížka materiálu má zabezpečiť potrebné a rovnomerné nahriatie dielcov do určitej hĺbky, ale aj pokrytie ich čelných plôch súvislou vrstvou roztaveného kovu. Pri malej dĺžke odtavenia (čiže pri krátkom zváracom čase) by materiál nebol dostatočne nahriaty a vznikol by studený spoj. Naopak príliš veľká dĺžka odtavenia spôsobuje zbytočné prehrievanie a stratu energie aj materiálu. Jej hodnota závisí najmä od kvality materiálu, veľkosti prierezu, ale aj od jeho tvaru. Dĺžka odtavenia pri priamom odtavení je väčšia než pri odtavovacom zváraní s predhrevom. Vtedy je materiál už čiastočne predhriatý, takže postačuje menšia dĺžka na požadovanú zváraciu teplotu.
Rýchlosť odtavenia. Tento parameter má rozhodujúci vplyv na kvalitu spoja. Odtavovacia rýchlosť by mala zodpovedať zváranému materiálu, jeho prierezu, nastavenému výkonu, okamžitej teplote čela zváraných dielcov atď. Táto rýchlosť však nemusí byť v súlade s tou približovacou rýchlosťou čeľustí.
Ak je približovacia rýchlosť väčšia než zodpovedá požiadavkám na odtavovanie. Dielce do seba narazia, materiál sa nestačí odtavovať, dochádza iba k jeho žeraveniu.
Ak je približovacia rýchlosť menšia než zodpovedá požiadavkám. Po každom výbuchu (rozrušení) prúdových môstikov nastane relatívne dlhá prestávka, kým sa dielce znova dostanú do kontaktu. Vtedy môže do zvaru vniknúť vzduch a zoxidovať ho. Tento úkaz zhoršuje zbytočne vysoké zváracie napätie (vznik hlbokých kráterov a predlžovanie času do nového dotyku). Krátke prestávky zabraňujú oxidácii, odstrekujúci kov a kovové pary chránia zvar. Odtavovacia rýchlosť sa pohybuje v rozmedzí 0,25 mm.s-1 (pre malé prierezy) až 6 mm.s-1 (pre veľké prierezy).
Ďalšie faktory vplývajúce na kvalitu zvaru:
Predhrev sa zásadne nepoužíva pri zváraní vysokovodivých zliatin (Cu) a pri zváraní tenkostenných prierezov, lebo prehriatie materiálu by spôsobilo deformáciu dielcov.
Rýchlosť stláčania. Odporové zváranie je tepelno-deformačný proces. Pri deformácii však záleží nielen na stláčacej sile, ale aj na rýchlosti jej pôsobenia. Vo zvýšenej miere to platí o stláčacej fáze odtavovacieho zvárania. Prechod z odtavovacej do stláčacej fázy musí byť razantný, stláčanie musí mať potrebnú rýchlosť. Pri pomalej rýchlosti stláčania vzniká nebezpečenstvo vniknutia vzduchu do zvaru, oxidy a prípadné nečistoty usadené na dne kráterov sa nevytlačia, na stláčaných čelách zváraných prierezov zostane nerovnako hrubá vrstva roztaveného kovu a jednotlivé oblasti zvareného prierezu budú mať rozdielnu akosť, a tým aj rozdielne vlastnosti. Rýchlosť stláčania sa pri zváraní pohybuje v rozsahu od 30 mm.s-1 až 200 mm.s-1.
Dĺžka stlačenia je udávaná výrobcom zváracích zariadení pre konkrétny typ zváračky, alebo experimentálne zisťovaná pri zváraní konkrétneho výrobku. Pri zváranídielcov veľkej hmotnosti (napr. koľajníc) by teoreticky správna stláčacia sila zabezpečila požadovanú deformáciu, ale nebola by schopná zabezpečiť potrebné zrýchlenie pri prechode z odtavovacej fázy do stláčacej (F = m.a). Rýchlosť stláčania by bola malá. Pri stláčaní sa preto použije podstatne väčšia stláčacia sila. Aby však použitá veľká sila nespôsobila nežiaducu deformáciu, tak vopred stanovená optimálna dĺžka stlačenia sa zabezpečí mechanickým dôrazom alebo iným systémom.
Vyloženie z čeľustí (alebo veľkosť vysunutia: lz/2 - obr. 34) vplýva na veľkosť materiálových odporov Rm.Hodnoty sú uvádzané v tabuľkách od výrobcu.
Dĺžkové úbytky Pri zváraní treba počítať so skrátením materiálu pri predhreve (ak sa použije), pri odtavení a pri stlačení.
Zhotovenie úkosov uľahčuje naštartovanie odtavovania, jeho začiatok začína na menšom priereze, preto je potrebný aj menší výkon (obr. 35). Odtavením úkosov sa prierez síce zväčší, ale čelá sú už nahriate, takže nároky na výkon sa tým kompenzujú.
Typy a tvary spojov
Podobne ako pri stykovom stláčacom zváraní, aj tu sa prevažne používajú tupé spoje. Zásadný rozdiel je však vo veľkosti prierezov. Zvárajú sa dielce z plných alebo dutých kruhových i hranatých prierezov. Pokiaľ zvárané dielce nemajú rovnaký prierez, je výhodné ich aspoň čiastočne prispôsobiť. Dosiahne sa tým rovnomernejšia teplota. Podľa už spomenutých poznatkov sa na čelách niekedy pripravia úkosy. Ak je dĺžka odtavenia dostatočne veľká, toleruje sa aj menšia nepresnosť v úprave čiel (nemusia byť ideálne kolmé).
Okrem hlavnej skupiny tupých spojov sa používajú aj kolmé alebo šikmé spoje.
Zváracie stroje
Stykové odtavovacie zváračky majú v porovnaní so stláčacími zváračkami masívnejšiu konštrukciu. Ovládanie čeľustí je elektromechanické, pneumatické alebo hydraulické. Zvárací režim je programovateľný.
Vysokofrekvenčné zváranie
Vysokofrekvenčné zváranie /VF/ je špeciálnym druhom odporového zvárania. Keďže sa jedná o tavno-tlakový spôsob zvárania, teplo potrebné pre zváranie sa vyvíja pri prechode elektrického prúdu vo zváranom materiáli, čím dochádza k nataveniu zvarových hrán a zvarový spoj vzniká pri spolupôsobení prítlačnej sily ktorá zvarové hrany spoji. Pri zváraní sa využíva elektromagnetická indukcia a ďalšie javy, z ktorých je známy napr. povrchový tzv. (skin) efekt. Jeho podstata je v nerovnomernom rozdelení striedavého prúdu po priereze vodiča. Najvyššia hustota prúdu sa nachádza pri vonkajšom povrchu vodiča. Čím je vyššia frekvencia prúdu, tým rýchlejšie sa zväčšuje hustota prúdu smerom k povrchu vodiča.
Technológie vysokofrekvenčného /VF/ zvárania:
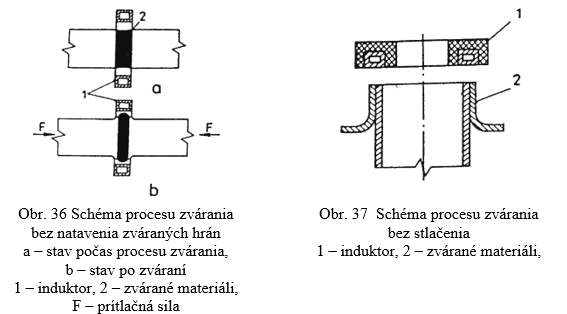
bez natavenia /tlakom za tepla/
s natavením.
Zváranie tlakom bez natavenia (obr. 36) – Ohrev materiálu je iba na nižšiu teplotu, ako je bod tavenia. Zváranie sa dosahuje vyššou deformáciou, ktorá rozruší oxidy a vytlačí ich zo zvarového spoja. Stlačenie 2,5 až 6mm.
Tavné zváranie bez stláčania (obr. 37) – Miesto zvaru sa ohrieva na taviacu teplotu materiálu. Odporúča sa na zváranie materiálov s hrúbkou steny 0,3 až 1,5 mm /nízkouhlíkové ocele, CrNi austenitické ocele, Ti zliatiny a niektoré kombinácie kovov. Frekvencia 70 až 440 kHz a rýchlosť ohrevu 250 až 8000°C.s-1/.
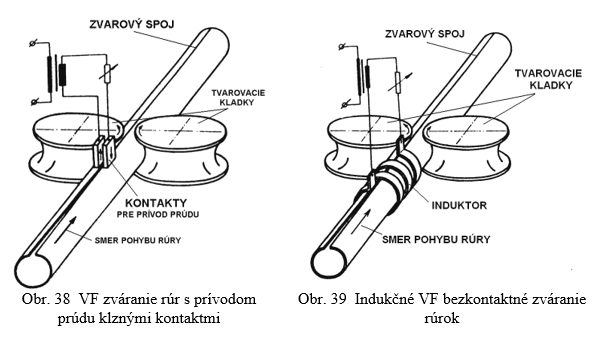
Vysokofrekvenčný prúd – cca 450 kHz sa privádza:
kontaktne (klzný, kladkový prívod) (obr. 38),
bezkontaktne (induktorom) (obr. 39)
Parametre VF zvárania
rýchlosť zvárania vzv (až 60m/min) ,
výkon P,
frekvencia f (10 až 500kHz).
Vysokofrekvenčné zváranie je charakterizované vysokým stupňom lokalizácie energie a možnosťou zmeny parametrov v širokom rozsahu. Hĺbka prieniku prúdu, a tým aj hĺbka ohrevu závisí od prúdovej frekvencie, od vodivosti a magnetickej permeability zváraného materiálu. Výhodami technológie sú: vysoká produktivita (pri výrobe tenkostenných rúr 60m/min), vysoká kvalita zvarových spojov, možnosť automatizácie procesu zvárania, jednoduchosť a spoľahlivosť induktorov. K nevýhodám patrí obmedzenie použiteľnosti technológie pre zváranie menších hrúbok materiálov a vysoká energetická náročnosť procesu.
Zváracie zariadenia
Pre VF zváranie sa požívajú jednoúčelové automatizované zariadenia.
Aplikácia vysokofrekvenčného zvárania
Vysokofrekvenčné zváranie sa uplatňuje pri výrobe priamych a špirálových rúr do priemeru Ø 52 mm - (v súčasnosti aplikované v železiarňach Podbrezová), pri výrobe uzavretých profilov, v automobilovej výrobe pri zváraní ráfikov pre osobné automobily.
Zváranie netaviacou sa elektródou v ochranných atmosférach plynov
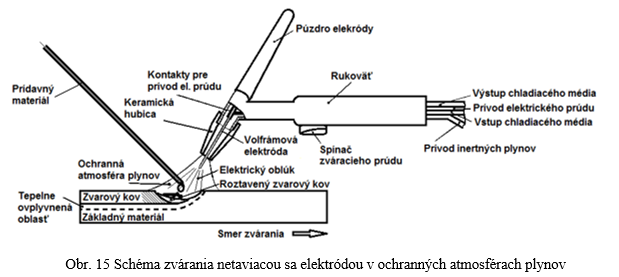
Zváranie netaviacou sa elektródou v ochranných atmosférach plynov, alebo tiež technológia označovaná skratkami (TIG - Tungsten Inert Gas), resp. (GTAW - Gas Tungsten Arc Welding) a na výkresoch podľa STN EN ISO 4063 ako metóda 141 je tavnou technológiou zvárania. Elektrický oblúk pri zváraní horí medzi volfrámovou (uhlíkovou) elektródou a zváraným materiálom, v ochranných atmosférach inertných plynov (obr. 15). Inertné plyny chránia roztavený zvarový kov pred vplyvom okolitej atmosféry.
Zvárací - elektrický oblúk má dve časti. Vnútornú oblasť, ktorú tvorí plazma, v ktorej prebieha ionizácia plynu a vonkajšiu oblasť tzv. rekonbinačnú v ktorej nastáva neutralizácia kladných iónov.
Základnými parametrami zvárania sú: zvárací prúd, rýchlosť zvárania a dĺžka oblúka. Na kvalitu zvarových spojov vplýva použitá polarita zvárania, priemer a geometria hrotu netaviacej sa elektródy, vyloženie elektródy z dýzy, použitý ochranný plyn a jeho čistota a tiež zručnosť zvárača ak sa nejedná o automatizovaný spôsob zvárania.
Technológia zvárania netaviacou sa elektródou umožňuje zvárať jednosmerným, alebo striedavým prúdom.
Pri použití jednosmerného prúdu ak je elektróda katódou, zapojená na (-) pól, je zvárací oblúk tvorený prúdom elektrónov, ktoré vychádzajú z katódy smerom k zváranému materiálu a prúdu ionizovaných častíc plynu (+), smerujúcich na katódu. Jedná sa o zváranie priamou polaritou. Pri tomto zapojení 1/3 tepla je na elektróde 2/3 tepla na zváranom materiály, preto vzniká hlboký prievar, ktorý je vhodný pri zváraní vysokolegovaných ocelí /austenitických/, medi, niklu a ich zliatin. Použitý inertný plyn má iba ochrannú funkciu. V prípade ak je elektróda anódou, zapojená ja (+) pól, elektróny smerujú na elektródu a kladne nabité ióny smerujú na zváraný materiál. Jedná sa o zváranie nepriamou polaritou. Nevýhodou tohto zapojenia je že 2/3 tepla smerujú k elektróde a 1/3 na zváraný materiál, čo spôsobuje nestabilitu elektrického oblúka. Prievar materiálu je pitky a široký Použitý inertný plyn má ochrannú funkciu aj čistiaci účinok kladne nabitých iónov. Tento spôsob zapojenia nie je vhodný pre zváranie.
Zváranie striedavým prúdom sa používa pri zváraní hliníka a jeho zliatin. Využíva sa tzv. čistiaci účinok ochranných plynov. Zmena polarity zváracej elektródy pri napájaní striedavým prúdom spôsobuje vplyvom pohybu kladne nabitých iónov čistenie povrchu od ťažko taviteľných oxidov (napr. Al2O3). Zvárací oblúk sa stabilizuje riadiacou iskrou, alebo vysokofrekvenčným generátorom.
V súčasnosti je v praxi perspektívnym zváranie jednosmerným pulzujúcim zváracím prúdom. Vplyvom zváracích pulzov pri priamej polarite počas impulzného prúdu dochádza k natavovaniu materiálu a počas pôsobenia základného prúdu ku kryštalizácii zvaru. Tento operatívny spôsob zvárania umožňuje výrobu kvalitných zvarov na tenkých oceľových plechoch a fóliách a neželezných kovoch a ich zliatinách.
Elektrický oblúk sa pri TIG zváraní zapaľuje skratom, dotykom volfrámovej elektródy o povrch medenej príložky pri zváracích prúdoch do 10 A a následne oddialením elektródy o niekoľko mm. Zavárací oblúk je následné prenesený z príložky do miesta zvárania. Skrat na základnom materiály sa neodporúča z dôvodu ovplyvnenia zvarového kúpeľa volfrámom z netaviacej sa elektródy. Častejšie používaným spôsobom zapaľovania zváracieho oblúka je tzv. bezkontaktné, bezskratové, (vysokofrekvenčné) zapaľovanie oblúka pomocou ionizátora s napätím až 1000 V. Na horenie elektrického oblúka vplývajú ionizačné vlastnosti použitých ochranných plynov.
Veľkosť zváracieho prúdu sa volí na základe druhu, hrúbok a tepelnej vodivosti zváraných materiálov, polohy zvárania a zváracej rýchlosti.
Zváraciu rýchlosť pri ručnom zváraní reguluje zvárač. Pri automatizovaných spôsoboch zvárania sa používajú zváracie rýchlosti v závislosti od zváraných hrúbok materiálov v rozsahu 200 až 400mm.min-1. Pri priamej polarite je možné použiť vyššie rýchlosti zvárania ako pri zváraní na striedavým prúdom a jednosmerným pulzujúcim prúdom z dôvodu vyššej stability zváracieho oblúka. Rýchlosť zvárania tiež závisí od polohy zvárania.
Dĺžka zváracieho oblúka môže byť v rozsahu 3 a 12 mm. So zväčšovaním výšky zváracieho oblúka sa rozširuje tepelne ovplyvnená zóna zvaru a klesá účinnosť ochrannej atmosféry plynov. Krátky zvárací oblúk (3 - 6 mm) sa používa pri zváraní materiálov s nízkou tepelnou vodivosťou ako napr. vysokolegovaných ocelí, Ni, Ti a ich zliatin. Oblúk (6 - 10 mm), je vhodný pre materiály s vysokou tepelnou vodivosťou ako napr. Cu, Al a ich zliatiny. Oblúk viac ako 10mm sa používa na naváranie Cu a jej zliatin na ocele.
Ochranný plyn musí zabezpečovať účinnú ochranu zvarového kúpeľa pred negatívnym vplyvom okolitej atmosféry. Účinnosť ochrany zvaru závisí od druhu a čistoty inertného plynu, prietokového množstva a výtokovej rýchlosti z keramickej dýzy horáka. Súčasne vytvárajú priaznivé podmienky na zapálenie oblúka a jeho stabilitu počas celého zváracieho procesu. Vplývajú na tepelný výkon oblúka TIG, na formu, rozmery, celistvosť a úžitkové vlastnosti zvarových spojov.
Podľa STN EN ISO 14175 sa ochranné plyny používané pri zváraní TIG delia do troch základných skupín:
- inertné plyny (argón, hélium, zmesi argón + hélium), ktoré sú pri zváraní používané ako primárna plynová ochrana. Sem patria plyny:
Najpoužívanejším inertným plynom je Argón, ktorý nevytvára chemické zlúčeniny so žiadnym prvkom a je tepelne vodivý. Umožňuje dobré zapaľovanie zváracieho oblúka. Má vysokú stabilitu a oblúkový stĺpec dosahuje vysokú teplotu.
- Hélium ma podstatne väčšiu tepelnú vodivosť ako argón. Tepelný výkon oblúka horiaceho v héliu ja však veľmi vysoký, a používa sa pri zváraní tepelne vysokovodivých materiálov väčších hrúbok.
Pri zváraní TIG sa najčastejšie zo zmesných plynov používajú zmesi Ar - He 70/30 (70 %Ar, 30 %He), Ar - He 50/50 a Ar - He 30/70 (30 %Ar, 70 %He). So stúpajúcim obsahom hélia v zmesiach Ar + He sa zvyšuje napätie na oblúku a tepelný výkon oblúka TIG, čo sa pozitívne prejavuje na forme a rozmeroch zvaru.
- redukčné plyny zabezpečujú doplnkovú ochranu okolitých miest v blízkosti zvaru, ktoré boli zohriate na vyššiu teplotu a ktoré primárna plynová ochrana nemôže obsiahnuť. Používajú sa zmesi argónu a vodíka prípadne dusíka s vodíkom.
- nereagujúce plyny sa používajú najmä ako sekundárna ochrana u materiálov náchylných na oxidáciu a naplynenie pri zvýšených teplotách, napr. pri zváraní titánu, niklu a ich zliatin. Najčastejšie sa uplatňuje pri ochrane zohriateho materiálu na strane koreňa, ochrane zvaru počas jeho chladnutia a pod. Pre tento účel je najpoužívanejším plynom dusík.
Zváracie zariadeniepre zváranie netaviacou sa elektródou jednosmerným prúdom pozostáva zo zváracieho zdroja, ktorým je usmerňovač, tlakovej nádoby s inertným plynom, redukčných ventilov, riadiacej jednotky pre reguláciu ochranných plynov a chladiaceho cyklu, zapaľovacej jednotky s vysokofrekvenčným ionizátorom, chladiacej jednotky, zváracích vodičov s uzemňovacou svorkou a horákom.
Zariadenie pre zváranie striedavým prúdom pozostáva so zváracieho zdroja, ktorým je transformátor, tlakovej nádoby s inertným plynom, redukčných ventilov, riadiacej jednotky, stabilizátora oblúka pri zmenách polarity, batérie kondenzátorov pre zvýšenie čistiaceho efektu, zapaľovacej jednotky s vysokofrekvenčným ionizátorom, chladiacej jednotky, zváracích vodičov s uzemňovacou svorkou a horákom.
Zvárací horák slúži na prívod zváracieho prúdu do netaviacej sa elektródy a tiež privádza ochranné plyny do miesta zvaru. Ich rozmery sú závisle od použitého zváracieho prúdu a chladiaceho média. Najdôležitejšími časťami zváracieho horáka sú zváracia hubica (dýza), netaviaca sa elektróda a spínač zváracieho prúdu.
Hubica (dýza) horáka slúži pre laminárny, nie turbulentný prívod ochranných plynov do miesta zvárania. Hubice sú počas zvárania tepelne namáhané, preto sú vyrábané z keramiky. Sú vymeniteľné a ich tvar a geometria je volená v závislosti na zváraných hrúbkach materiálov, priemere netaviacej sa elektródy a parametroch zvárania. Vnútorný priemer dýz je v rozsahu 8 až 25 mm.
Netaviace sa elektródy sú vyrobené z ťažkotaviteľných materiálov. Pre TIG zváranie sa používajú štyri typy elektród:
- volfrámové neodtavujúce sa elektródy /vhodné pre zváranie jednosmerným aj striedavým prúdom/.
- volfrámovo - tóriové elektródy majú dlhšiu životnosť a môžu sa viac prúdovo zaťažiť, ako elektródy z čistého volfrámu.
- volfrámovo - zirkónové elektródy majú dlhšiu životnosť a môžu sa viac prúdovo zaťažiť. Sú pomerne drahé.
- uhlíkové neodtavujúce sa elektródy, vhodné sú pre zváranie medi v atmosfére dusíka. Nevýhodou je ich slabá možnosť zaťaženia elektrickým prúdom.
Vzhľadom k vysokému tepelnému namáhaniu zváracích elektród je potrebné ich ochladzovanie dofukom ochranného plynu aj po zhasnutí elektrického oblúka. V závislosti od typu spoja sa používa vyloženie elektródy z dýzy v rozsahu 1,5 až 3 násobok priemeru elektródy. Koniec netaviacej sa elektródy je z dôvodu udržania stabilného zváracieho oblúka upravený do kužeľa s vrcholovým uhlom 30 až 120º.
Zvárací horák je potrebné z dôvodu udržiavania stabilného zváracieho oblúka chladiť vzduchom resp. vodou.
Prídavné materiály pre zváranie
Prídavné materiály pre TIG zváranie sú vo forme:
- zváracích tyčiek, ktoré sa používajú pri ručnom zváraní. Priemer zváracích tyčiek je f 1 až 8 mm, ich dĺžka je 600 až 1000 mm. Pre naváranie sa používajú aj rúrkové tyčky.
- zváracích drôtov používaných pri mechanizovanom zváraní. Zváracie drôty majú priemer f 0,8 až 2,4 mm pre zváranie a pre naváranie max. f 5 mm.
Prídavné materiály pri TIG zváraní plnia viacero funkcii. Ich úlohou je doplniť objem zvarového kúpeľa a vytvoriť zvar požadovaného tvaru a prierezu, legovať zvarový kov prísadami, prípadne kompenzovať straty spôsobené vypaľovaním prvkov vo zváracom oblúku a vylepšiť tým jeho celistvosť a úžitkové vlastnosti (napr. odolnosť voči vzniku trhlín a dutín), dezoxidovať zvarový kúpeľ, zlepšiť formovanie zvaru a pod. Tvar a rozmery zvarových plôch v závislosti od zváraných hrúbok predpisuje STN EN ISO 9692-1. Pri ručnom TIG zváraní sa tak ako pri zváraní plameňom používa ľavosmerné a pravosmerné zváranie. Zváranie netaviacou sa elektródou sa používa pri zváraní tenkých oceľových plechov, plechov z Al a jeho zliatin, kde sa pri zváraní uplatňuje čistiaci účinok striedavého prúdu. Zvárať je možné s použitím, ale aj bez použitia prídavných materiálov, čo je vhodné pri opravách a renováciách strojových súčiastok.
Zváranie taviacou sa elektródou v ochranných atmosférach plynov
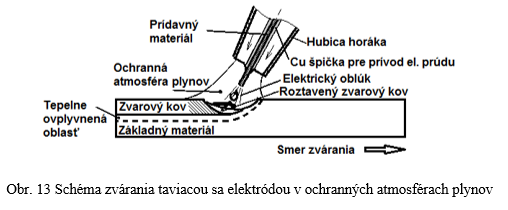
Zváranie taviacou sa elektródou v ochranných atmosférach plynov, alebo tiež technológia označovaná skratkami (MIG - Metal Inert Gas,) / (MAG - Metal Active Gas), resp. (GMAW - Gas Metal Arc Welding) a na výkresoch podľa STN EN ISO 4063 ako metóda 131, resp. 135 a pre rúrkové drôty 136 je tavnou technológiou zvárania. Elektrický oblúk horí medzi koncom kontinuálne podávanej taviacej sa elektródy a základným materiálom v ochrannej atmosfére inertného plynu, resp. aktívneho plynu. (obr. 13).
V elektrickom oblúku dochádza primárne k ionizácii kovových výparov zo základného a prídavného materiálu a až sekundárne k disociácii a ionizácii ochranných plynov.
Metalurgia zvárania MIG/MAG
Použitý druh ochrannej atmosféry plynov významnou mierou vplýva na kvalitu zvarových spojov a metalurgické deje počas zvárania. Kým pri metóde MIG sa v oblasti zvaru nachádza inertná atmosféra nepodlieľajúca sa na metalurgických (oxidačno -redukčných) procesoch a plyn plní výlučne ochrannú funkciu zvarového kovu pred negatívnym vplyvom okolitej atmosféry, pri metóde MAG sa plyn aktívne podieľa na metalurgických procesoch zvárania. Aktívnym plynom používaným pri metóde MAG je CO2, ktorý má najsilnejší oxidačný účinok. Oxid uhličitý v oblasti vysokých teplôt disociuje, pričom sa predpokladá existencia voľných atómov kyslíka. Stupeň disociácie závisí od teploty. Úplná disociácia nastáva pri teplote 6500° K. Plyn v styku s kvapkami má nižšiu teplotu preto nastáva iba čiastočná disociácia. Voľný kyslík reaguje s kvapkami roztaveného kovu, pričom sa uvoľňuje teplo. V oblasti oblúka sa nachádza aj vlhkosť ktorá spôsobuje vznik vodných pár.
V tekutom kove prebiehajú oxidačné procesy intenzívnejšie v elektrickom oblúku ako v roztavenom zvarovom kove. Pri týchto procesoch dochádza k vypaľovaniu prvkov podľa ich afinity ku kyslíku. V závislosti od afinity ku kyslíku sa je možné chemické prvky v prídavných materiáloch rozdeliť na aktívne a stabilné. Aktívne (rýchlo reagujúce) sú C, Zr, Ti, Al, V, Si, Mn. Stabilnými (pomaly reagujúcimi) sú Cr, Fe, Mo, Ni, Cu. Rýchlosť tuhnutia zvarového kovu by mala umožniť uniknúť CO z roztaveného zvarového kovu. Dezoxidačnými činidlami pridávanými do prídavných materiálov sú Mn, Si a Al, ktoré zabezpečuje jemnozrnnosť štruktúry najmä pri zváraní jemnozrnných ocelí.
Pri MAG zváraní v čistom CO2 dochádza až k 50% prepalu pôvodného obsahu u prvkov ako Zr, Ti, Al.
Parametre zvárania MIG/MAG
Zvárací prúd - pri zváraní sa používa jednosmerný prúd. So zvyšujúcim prúdom sa zväčšuje hĺbka prievaru, prevýšenie zvaru, šírka húsenice a súčiniteľ roztavenia. Pre zváranie Al a jeho zliatin sa používa striedavý prúd, kde sa uplatňuje čistiaci účinok prúdu. Veľkosť zváracieho prúdu je priamo úmerná rýchlosti odtavovania drôtu.
Polarita pri zváraní v ochranných atmosférach MIG, MAG sa používa nepriama polarita (+ pól na zváracom drôte). Pri priamej polarite (- pól na zváracom drôte) je menší prievar, väčší rozstrek a menšia stabilita elektrického oblúka, čo je pre zváranie nevhodné.
Napätie oblúka - pri zvyšovaní oblúka rastie dĺžka oblúka a kontrakčný účinok okolitých plynov na oblúkový stĺpec a anódovú škvrnu. Zintenzívňujú sa chemické reakcie a frekvencia odkvapkávania. So zvyšovaním napätia oblúka sa zvyšuje aj množstvo nečistôt vo zvarovom kúpeli, zvar je menší, húsenica širšia a súčiniteľ roztavenia klesá. Nízke napätie oblúka spôsobuje prevýšenie prechodu zvar - základný materiál.
Rýchlosť zvárania - vplýva na tvar kráteru vo zvarovom kúpeli, napätia, deformácie a šírku zvarovej húsenice. Pri ručnom zváraní je rýchlosť zvárania v rozsahu 100 až 600 mm.min-1, pri automatizovanom spôsobe až 1200 mm.min-1.
Vyloženie zváracieho drôtu je vzdialenosť drôtu od jeho výstupu z kontaktnej koncovky po oblúk. Náhle zmeny vyloženia elektródy počas zvárania vplývajú nepriaznivo na stabilitu zváracieho procesu. Veľké vyloženie drôtu má negatívny vplyv na efektívnosť ochrannej atmosféry plynov. Malé vyloženie drôtu spôsobuje prehrievanie a znečistenie hubice horáka rozstrekom zvarového kovu.
Vzdialenosť hubice horáka (plynovej dýzy) je pri zváraní v rozsahu 15 až 25 mm.
Uhol sklonu, ktorý zviera os horáka so smerom pohybu horáka.
Uhol odklonu, ktorý zviera rovina pohybujúceho sa horáka s vertikálnou rovinou.
Ochranný plyn sa skladá z viacatomových molekúl, ktoré oblúk ochladzujú. V jeho bezprostrednej blízkosti nastáva dislokácia molekúl na atómy a k tomu je potrebné veľké množstvo tepla, ktoré sa odoberá z oblúka. Druh ochranného plynu vplýva na tvar a rozmery zvaru. Výtok plynu má byť laminárny (nie turbulentný), aby neprisával vzduch do ochrannej atmosféry. Pri zvyšovaní prietoku klesá súčiniteľ roztavenia. Ochranné plyny pre zváranie sú klasifikované v zmysle STN EN ISO 14175.
Povrch zváraného materiálu vyžaduje rovnakú čistotu ako pri iných technológiách zvárania. Zvarové plochy sú pripravené trieskovým obrábaním. Tvar a rozmery zvarových plôch v závislosti od zváraných hrúbok predpisuje STN EN ISO 9692-1.
Pri ručnom zváraní sa tak ako pri zváraní plameňom používa ľavosmerné zváranie (dopredu), ak je uhol sklonu horáka väčší ako 90º a pravosmerné zváranie (dozadu), kde uhol sklonu horáka je menší ako 90º, vhodné pre zváranie tenkých plechov krátkym oblúkom vo vodorovnej polohe zhora (PA - STN ISO 6947). Pri dlhom oblúku sa aplikujú oba spôsoby zvárania.
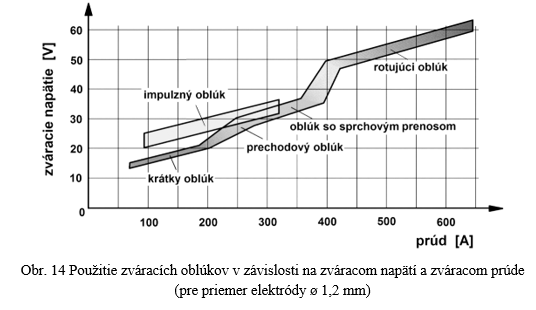
Zmenou zváracieho prúdu a zváracieho napätia dochádza k zmene zváracieho oblúka, tiež prenosu roztaveného prídavného materiálu. čo je prezentované na obr. 14. Prenos kovu závisí od zváracieho prúdu, prúdovej hustoty, napätí v oblúku, druhu zváracieho prúdu, polarity, druhu a priemeru elektródy a druhu ochranného plynu.
Na druh zváracieho oblúka vplýva, druh použitého ochranného plynu, hrúbka zváraného plechu a pozícia zvaru.
Prenos kovu pri zváraní jednosmerným prúdom nepriamou polaritou môže byť:
- skratový prenos - (tzv. máčavý prenos), alebo prenos krátkym oblúkom prebieha pri zváracom napätí od 14 do 20 V. Používa sa pri zváraní tenkých plechov, zváraní v polohách a zváraní koreňa. Prechod materiálu nastáva v skrate v oblúku o dĺžke cca. 3mm s nepatrným rozstrekom. K oddeľovaniu kvapiek kovu dochádza tzv. pinch-efektom.
- poloskratový prenos vzniká pri zváracom napätí od 18 do 28 V. Vyšší tepelný výkon oblúka poskytuje väčší zvarový kúpeľ a lepšie formovanie zvaru v porovnaní so skratovým prenosom.
- prenos voľným letom (tzv. bezskratový prenos) prebieha pri zváracom napätí od 25 do 35 V pri dĺžke oblúka cca. 6 mm. Rozmery a frekvencia kvapiek taviacého sa prídavného materiálu závisia na veľkosti zváracieho prúdu, chemickom zložení materiálu, ochrannom plyne a priemere elektródy.
Prenos voľným letom sa v závislosti na prúdovej hustote delí na:
- kvapkový prenos kovu prebiehajúci pri prúdovej hustote nižšej ako je medzná prúdová hustota pôsobením gravitačných síl. Používa sa pri zváraní väčších hrúbok plechov z Al a jeho zliatin v inertných atmosférach plynov.
- kombinovaný kvapkový a sprchový prenos prebieha pri hodnotách medznej prúdovej hustoty. Je najčastejšie používaným typom prenosu pri zváraní oceľových plechov.
- sprchový prenos prebieha pri vysokej prúdovej hustote vďaka pôsobeniu elektromagnetických síl. Prenos kovu prebieha veľkou rýchlosťou kvapiek malých rozmerov. Je vhodný pri zváraní väčších hrúbok v ochranných atmosférach zmesných plynov a Ar. V ochrannej atmosfére CO2 je neuskutočniteľný.
- impulzný prenos vzniká pri pulzujúcom prúde. Pri striedaní základného a impulzného prúdu. Veľkosť kvapiek závisí od frekvencie, ktorá je v rozsahu 25 až 300 Hz. Výhodou jeho použitia je vysoká stabilita horenia oblúka, malý rozstrek. Je vhodný pre zváranie tenkých plechov, zváranie v polohách a koreňových zvarov. Použitie impulzného oblúka v ochrannej atmosfére CO2 nie je možné.
- prenos kovu rotujúcim oblúkom (označovaný tiež ako T.I.M.E vzniká pri použití vysokých zváracích prúdov (nad 450 A) a zváracieho napätia nad 48 V. Je charakteristický vysokým odtavovacím výkonom. Aplikuje sa pri zváraní materiálov veľkých hrúbok a naváraní v ochranných atmosférach zmesných plynov s héliom.
Zváracie zariadenie pre zváranie taviacou sa elektródou v ochranných atmosférach plynov pozostáva so zdroja zváracieho prúdu, ktorým sú usmerňovače a invertory dodávajúce jednosmerný prúd resp. transformátory pre striedavý prúd. Z konštrukčného hľadiska môžu byť točivé a častejšie používané netočivé. Pre mechanizované spôsoby zvárania majú plochu voltampérovú charakteristiku. Zariadenie sa skladá zo zásobníka prídavného materiálu, kde je prídavný materiál navinutý na cievke, oceľových tlakových fliaš s ochranným plynom, regulačných ventilov, mechanizmu pre podávanie prídavného materiálu, riadiacej jednotky zabezpečujúcej pracovný cyklus, chladiacej jednotky zabezpečujúcej chladenie zváracieho horáka (plynom, vodou), zváracieho horáka, zváracích vodičov, hadíc na prívod plynu a chladiaceho média do horáka.
Prídavné materiály pre zváranie
Zváracie drôty pre zváranie v ochranných atmosférach sú dodávané navinuté na cievkach od 1do 50 kg. Z hľadiska povrchovej úpravy je potrebné, aby zvárací drôt nemal na povrchu hrdzu, mastnoty po ťahaní a nebol poškodený, čo by mohlo spôsobovať výkyvy v procese zvárania. Plné drôty sú dodávané v priemeroch f 0,6; 0,8; 1; 1,2; 1,4; 1,6; 1,8; 2,0; 2,2; 2,4 mm. Pri zváraní v ochranných atmosférach plynov sa v čoraz väčšej miere uplatňujú rúrkové drôty umožňujúce vyššiu produktivitu zvárania, zlepšujú formovanie zvaru a vrstva trosky na povrchu zvaru spomaľuje jeho ochladzovanie. Prídavné materiály pre zváranie v ochranných atmosférach sú normalizované podľa STN EN ISO 14341. Technológia zvárania v ochranných atmosférach plynov taviacou sa elektródou má v strojárskom priemysle široké uplatnenie. Jedná sa o automatizovaný spôsob zvárania, ktorého výhodou je kontinuita procesu zvárania vďaka prídavným materiálom navinutých na cievkach umožňujúca jeho automatizáciu a vysoká kvalita zvarov. Umožňuje zváranie tenkých aj hrubých nelegovaných, ale aj vysokolegovaných oceľových plechov, tiež neželezných kovov.
Dňa 04.03.2025 sa uskutočnila akcia s názvom Katedrovica našich študentov zo študijného programu PPSV Ing. 1. a 2. ročník. Radi by sme sa týmto poďakovali za užasnú atmosféru a skvelú zábavu.
V dňoch 02 až 05.11.2024 sa na Táloch uskutočnila konferencia KSIT 2024. Stretli sa na nej odborníci z oblasti hutníctva, metalurgie a priemyslu zo Slovenska, Českej republiky, Poľska či Rumunska. Podujatie bolo zároveň oslavou tridsiateho výročia založenia vedeckého časopisu Acta Metallurgica Slovaca.
Ing. Samuel Vilkovský sa v rámci doktorandského štúdia zúčastnil jednomesačného pobytu v rámci Erasmus+ Traineeship na Strojníckej fakulte Univerzity v Ľubľane, Slovinsko, ktoré mu rozšírilo doterajšie poznatky o ďalšie akademické príležitosti. V rámci uvedeného pobytu na tejto fakulte sa tiež upriamil na budúcu vedeckú spoluprácu s touto univerzitou v oblasti tvárnenia pod vedením prof. Pepelnjaka. Svoje doterajšie poznatky z oblasti simulácií tvárniacich procesov rozšíril o možnosti využívania neurónových sietí (Neural Network) a metódy Random Forest, ktoré prispeli k novému pohľadu na nové moderné výskumné techniky a metodológie. Jeho ďalšie skúseností zo svojho pobytu na univerzite v Ľubľane p. Ing. Vilkovského si môžete prečítať kliknutím na link nižšie.
Dňa 21.05.2024 navštívili zástupcovia spoločnosti Sumitomo DEMAG Ústav technologického a materiálového inžinierstva na Strojníckej fakulte TUKE. Táto spoločnosť prezentovala špičkové riešenia v oblasti technológie vstrekovania plastov, vrátane reálnej ukážky na vstrekovacom stroji. Prezentácia bola určená ako pre zamestnancov Ústavu technologického a materiálového inžinierstva, tak aj pre študentov a rovnako pre zástupcov rôznych firiem z KE a okolia. Svojimi odbornými znalosťami z oblasti vstrekovania plastov poukázala na najnovšie trendy, nástroje, ako aj funkcie a riadiace panely zobrazujúce celý proces vstrekovania. Jednou z mnohých funkcií bolo oboznámenie sa s tzv. funkciou activeMeltControl, ktorá prispôsobuje vstrekovací proces zmenám materiálu (vrátane regranulátu), automatickej úprave tlaku, či korekcii kolísania hmotnosti výlisku.
Dňa 14.02.2024 navštívili zástupcovia spoločnosti Volvo Cars Ústav technologického a materiálového inžinierstva na Strojníckej fakulte TUKE. Zaujímali sa o študijné programy orientované na problematiku automobilovej výroby, vedecko-výskumnú činnosť a možnosti vzájomnej spolupráce. Prebehla diskusia o možnosti uplatnenia našich absolventov v rámci spoločnosti. Množstvo študijných programov našej fakulty ponúka širokú škálu absolventov, ktorí môžu nájsť uplatnenie v novo vznikajúcej spoločnosti vo Valaliky Industrial park. V nasledujúcom období zástupcovia spoločnosti Volvo Cars navštívia laboratóriá a pracoviská Strojníckej fakulty.
Dňa 29.11.2023 sa konala exkurzia pre študentov Bc. štúdia TMaISV vo firme TRUMPF Košice, ktorá prezentovala študentom prácu na jednotlivých strojoch, ako aj samotné výhody a nevýhody uplatnenie lasera v procesoch výroby.
Dňa 15.11.2023 sa konala exkurzia pre študentov Ing. štúdia PPSV vo firme U. S. Steel Košice, Labortest, ktorá prezentovala študentom realizáciu rôznych chemických analýz, skúšok, rozborov a stanovenia fyzikálnych a mechanických vlastností materiálov.
Dňa 17.10.2023 (utorok) sa uskutoční na Mäsiarskej ulici 74, 1. poschodie, učebňa S12, v čase od 10:50 do 12:20 hod. prednáška/workshop odborníka z praxe z firmy BSH Michalovce.
Oznam pre študentov
Vážení študenti, Siemens Digital Industries Software a SOVA Digital Vás srdečne pozývajú dňa 11. októbra 2023 o 15:15 hod. na stretnutie k téme: Nová generácia vývoja výrobkov pre dnešných inžinierov v platforme Solid Edge.
V dňoch 06-08.09 2023 sa uskutoční medzinárodná vedecká konferencia PRO-TECH-MA 2023 a Košický summit inovácií a technológií "KSIT 2023" na mieste Košice - ÚVZ Herľany.
V dňoch 23-24.06 2022 sa uskutočnila medzinárodná konferencia PRO-TECH-MA 2022 s názvom PROGRESSIVE TECHNOLOGIES AND MATERIALS IN MECHANICAL ENGINEERING na mieste Nowe Depułtycze, Chełm, Poľsko.
Medzinárodná konferencia NEWEX o spracovaní kompozitných a nanokompozitných materiáloch
V dňoch 02-04.05 2022 sa uskutočnila medzinárodná konferencia organizovaná v rámci projektu H2020 NEWEX s názvom Výskum a vývoj novej generácie strojov na spracovanie kompozitných a nanokompozitných materiálov na mieste Funchal, Madeira, Portugalsko. Na konferencii odznelo niekoľko hlavných prednášok a prezentácií výskumníkov v rámci výskumnej a vzdelávacej siete NEWEX H2020, financovanej Európskou komisiou prostredníctvom projektu Marie Skłodowska-Curie Actions of H2020, Research and Innovation Staff Exchange (RISE).
Viac fotiek nájdete vo fotogalérií: NEWEX konferencia
Seminár Simulating Manufacturing
Dňa 24.03 2022 sa uskutočnil seminár v priestoroch zasadačky našej katedry KTMaPPV Mäsiarska 74, ktorý bol zameraný na Simulating Manufacturing pomocou nasledovných produktov:
Študenti KTMaPPV absolvovali v rámci štipendijného programu CEEPUS študijný pobyt na univerzite Politechnika Svietokrzyska v Kielcach v Poľsku. V rámci dvojtýždňového pobytu mali možnosť absolvovať zaujímavé prednášky, navštíviť centrum laserových technológií, viaceré laboratóriá, ale aj spoznať mesto a jeho okolie v rámci voľného času. V rámci letnej školy navštívili aj 25. ročník výstavy PLASTPOL.
Študenti 2.ročníka inžinierskeho štúdia študijného programu PPSV absolvovali v rámci štipendijného programu CEEPUS študijný pobyt na univerzite Politechnika Świętokrzyska v Kielcach v Poľsku. V rámci dvojtýždňového pobytu mali možnosť absolvovať zaujímavé prednášky, navštíviť centrum laserových technológií, ale aj spoznať mesto a jeho okolie v rámci voľného času.
V dňoch 15 - 17.09 2019 sa uskutoční medzinárodná vedecká konferencia v Herľanoch. Pozvaní sú všetci záujemcovia zo Slovenska a zo zahraničia. Bližšie informácie nájdete na stránke:
Dňa 20. marca 2019 sa konalo v Univerzitnej knižnici Technickej univerzity v Košiciach podujatie s názvom ,,Deň otvorených dverí", ktorého sa zúčastnila široká vedecká i laická verejnosť ako aj študenti a učitelia stredných škôl. V rámci podujatia Dňa otvorených dverí, zamestnanci Katedry strojárskych technológií a materiálov informovali o možnostiach štúdia Bc. študijného programu Technológie, manažment a inovácie strojárskej výroby ako aj o poznatkoch, ktoré môžu študenti získať a potom uplatniť v praxi po vyštudovaní ďalších študijných programov na KSTaM.
Dňa 25-26.02.2019 sa konalo na KSTaM stretnutie manažmentu a workshop v rámci medzinárodného projektu NEWEX s názvom „Výskum a vývoj novej generácie strojov pre spracovanie kompozitných a nanokompozitných materiálov“, kde ide o návrh a výrobu nového inovatívneho vytlačovacieho stroja. Realizácia tohto projektu podporuje skutočnú spoluprácu medzi priemyslom a školstvom, ktorá má kľúčový význam z hľadiska európskej stratégie rozvoja vo výskumnej oblasti.
STEEL Park
Kreatívna fabrika Na našej katedre pod vedením prof. Ing. Emila Spišáka, CSc. a Ing. Juraja Hudáka, CSc. ako aj ďalších pedagógov, pracovníkov a študentov a garantom projektu U.S. Steel Košice bol postupne pripravovaný a realizovaný jeden z exponátov - výroba autíčka z oceľového plechu.
Dňa 19.3.2015 sa konala súťaž študentov SjF TU v Košiciach v programovaní CNC strojov. Pripravila ju Katedra počítačovej podpory technológií a Katedra strojárskych technológií a materiálov pod záštitou dekana Strojníckej fakulty Dr.h.c. mult. prof. Ing. Františka TREBUŇU, CSc.
Konferencia
V dňoch 7. a 9. 10. 2015 sa uskutočnila medzinárodná vedecká konferencia Pro-tech-ma 2015 a Povrchové inžinierstvo 2015, ktorú organizovala Katedra strojárskych technológií a materiálov v spolupráci s univerzitami Politechnika Rzeszowska a POlitechnika Lubelska z Poľks. Konferencia sa konala v hoteli Hubert v Gerlachove v prostredí Vysokých Tatier.
EUR-ACE akreditácia študijného programu Počítačová podpora strojárskej výroby
Akreditáciou EUR-ACE získa vysoká škola značku EUR-ACE, ktorá jej umožňuje zaradiť sa medzi popredné európske univerzity a vysoké školy, ktoré túto značku už získali. Študentom poskytuje istotu, že absolvovaním EUR-ACE akreditovaného štúdia, budú spĺňať najprísnejšie kritériá kladené na absolventov v európskej podnikovej praxi. Značka EUR-ACE garantuje, že jej držiteľ spĺňa náročné kritériá, ktoré sa týkajú nielen organizácie, ale aj obsahu a výstupov študijného programu.
Kalendár
Žiadna udalosť nie je v kalendári
Jún 2024
pon
uto
str
štv
pia
sob
ned
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Zváračská škola
"Ideas alone have little worth. The value of innovation lies in its practical implementation"
Werner von Siemens (in letter to his brother Carl, 1865)
Mäsiarska 74 040 01 Košice - staré mesto Slovenská republika
Kontakt
Katedra technológií, materiálov a počítačovej podpory výroby Ústav technologického a materiálového inžinierstva Strojnícka fakulta Technická univerzita v Košiciach
Vedúci katedry a riaditel ústavu: prof. Ing. Emil Spišák, CSc. tel.: 055/602 3502 e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.
Sekretariát: Ing.Eva Krupárová tel.: 055/602 3502 e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.





















{kind=link}