Množstvo výskumných úloh riešených pre prax, pri ktorých využívame pokročilé stroje a zariadenia, ktorými katedra disponuje.
CNC obrábanie
Katedra disponuje viacerými softvérovými balíkmi pre programovanie a riadenie CNC strojov ako sú napr. Siemens Sinumerik, Heidenhain, Mach3, SolidCAM, Siemens NX a veľa ďalších.
3D tlač
3D tlač, alebo rapid prototyping je jednou z najrevolučnejších technológií posledných rokov, ktorej sa predpovedá významné postavenie v priemysle. Táto technológia je na našej katedre už niekoľko rokov a boli sme priekopníci tejto technológie v rámci celej fakulty.
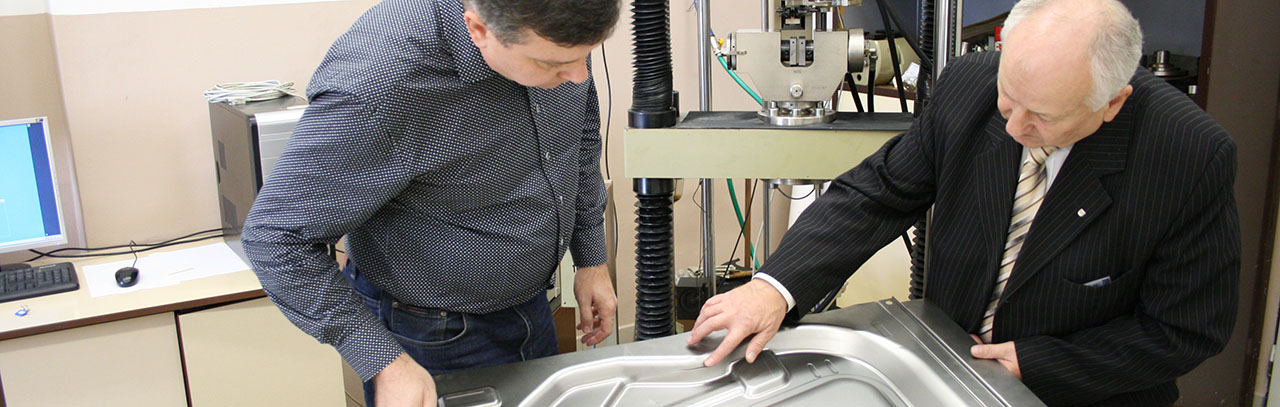
Tvárnenie
Najmodernejšie zariadenia pre výskum tvárnenia sa v značnej miere využívajú aj v procese výuky, kde sa študenti oboznamujú okrem teoretických znalostí aj s ich praktickou aplikáciou.
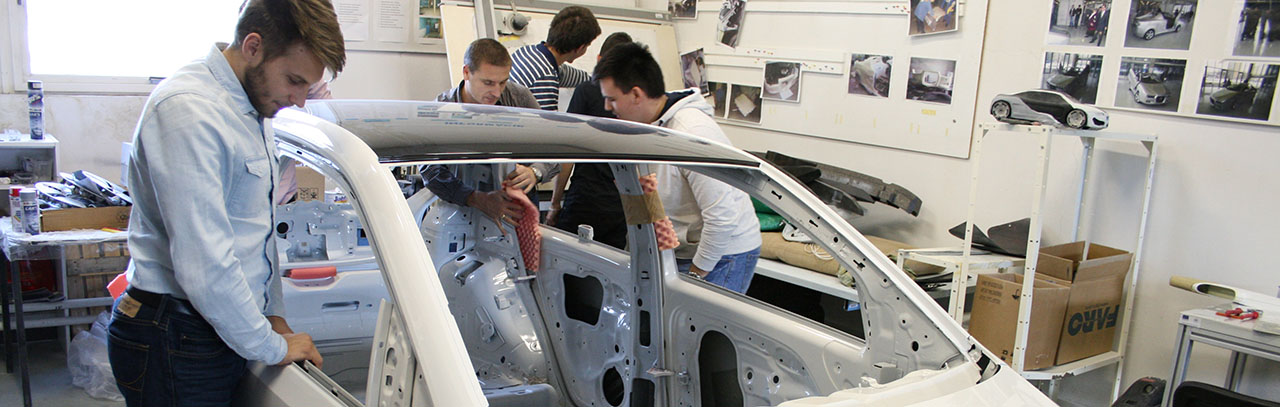
Praktické vyučovanie
Nie sme len "tvrdými teoretikmi", ale ponúkame ti spoločne sa podieľať pri riešení projektov v rámci výskumných tímov pracujúcich v rôznych technologických oblastiach.
CERTIFIKÁCIA
Solidworks:
Certifikačné skúšky pre študentov
CAX SIMULÁCIE
Pri výučbe, výskume a riešení úloh pre prax využíváme viaceré CAx systémy.
Katedra technológií, materiálov a počítačovej podpory výroby je súčasťou Ústavu technologického a materiálového inžinierstva Strojníckej fakulty Technickej univerzity v Košiciach. V súčasnosti je oblasť výuky na našej katedre zameraná na dostupné konvenčné a progresívne technológie výroby súčiastok v strojárskej výrobe ako aj na využitie CAx technológií pri navrhovaní a optimalizovaní výrobných postupov. Náplňou predmetov je teória a technológia obrábania, plošného i objemového tvárnenia, spracovania plastov, zvárania a povrchových úprav. Obsah predmetov zahŕňa návrhy technologických postupov, výrobnej techniky, návrh a konštrukciu prípravkov a nástrojov, experimentálne metódy v strojárskej technológii, progresívne spôsoby výroby výrobkov, navrhovanie a konštrukciu foriem pre plastové výlisky, simulácie zatekania taveniny do dutiny formy, mechanizáciu a automatizáciu výroby. V rámci uplatňovania jednotlivých metód a návrhov pri rôznych technologických postupoch používame CAD/CAM/CAE systémy, simulačné programy ako napr. PAM-STAMP, SolidCAM, Moldex 3D a iné. V rámci nášho pracoviska vyvíjame, alebo sa podieľame na výskume v oblasti tvárnenia, zvárania, obrábania, spracovania plastov, povrchových úprav, tenkých vrstiev a množstva ďalších s cieľom podporiť priemyselné prostredie a zabezpečiť jeho trvalý udržateľný hospodársky rozvoj. Snažíme sa byť vždy ústretoví a otvorení možným príležitostiam pre novú spoluprácu. V prípade akýchkoľvek informácií nás prosím neváhajte kontaktovať.
Príďte k nám študovaťprogresívne študijné programy.
Technológie, manažment a inovácie strojárskej výroby
Конверсійні покриття утворюються в результаті реакції поверхні металу з навколишнім середовищем, в яке метал поміщається під час обробки поверхні. Таким чином, метал, що обробляється, бере участь у хімічній реакції і, отже, у формуванні складу відповідного конверсійного покриття. Таке покриття також містить хімічні суміші, утворені з оброблюваного металу і одного або декількох компонентів використовуваної ванни. Конверсійні покриття характеризуються відносно високим рівнем електричного опору, що використовується, зокрема, для захисту металевих поверхонь від корозії. Конверсійні покриття, також, характеризуються високою адгезією до основного металу і нерозчинністю у воді та інших розчинниках.
Фосфатування
Фосфатування - це хімічний процес, під час якого на поверхні металу утворюється тонкий дрібнокристалічний шар нерозчинних фосфатів металів з розчинів фосфорної кислоти або фосфатів металів шляхом занурення або розпилення. Оскільки шари мають високу пористість, а отже, абсорбційні властивості, вони виконують низку функцій:
створюють антикорозійний захист для металевих компонентів;
покращують адгезію покриття до металевої поверхні та запобігають корозії покриття;
зменшують сили тертя;
покращують адгезію мастильних матеріалів;
служать електроізоляційним шаром.
Фосфатні розчини - це, по суті, дигідрофосфати:
цинк, (Рис. 63);
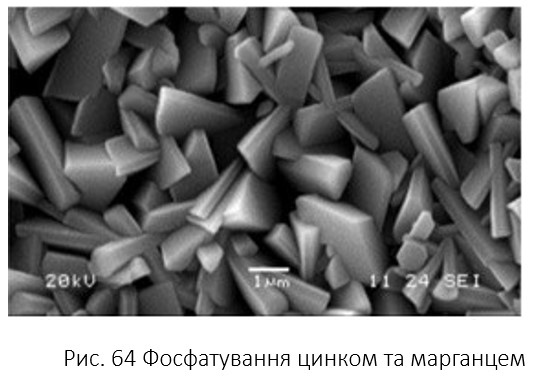
марганець, (Рис. 64);
кальцій-цинк, (Рис. 65);
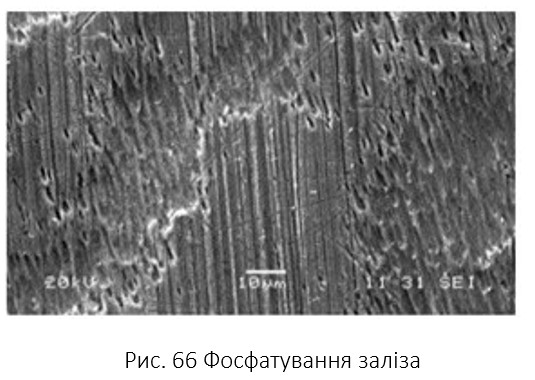
залізисті, (Рис. 66);
кальцій.
Типове покриття, утворене фосфатуванням цинку. Кристалічна структура утворена хоупітом (Рис. 63). Застосування: попередня обробка під органічними покриттями для покращення адгезії, шар для полегшення викришування обертових частин, для полегшення волочіння дроту, електроізоляційний шар трансформаторних листів.
Типове покриття, утворене цинк-марганцевим фосфатуванням. Кристалічна структура утворена гуреалітами високої твердості (4-4,5 Мооса) (Рис. 64). Застосування: обробка поверхонь зубчастих коліс для полегшення їх зачеплення та усюди, де необхідно зменшити опір тертя.
Типове покриття, утворене цинк-кальцієвим фосфатуванням. Кристалічна структура утворена шеєлітом з дрібними зернами яйцеподібної форми (Рис. 64). Застосування: попередня обробка під органічними покриттями для покращення адгезії, підвищення корозійної стійкості, застосовується при фіксації складних з'єднань гума + вулканізована гума на металевих підкладках.
Аморфне покриття, утворене фосфатуванням заліза. Його структура повторює структуру поверхні холоднокатаної сталі. Тонкий шар з мінімальними захисними властивостями. (Рис. 66). Застосування: тимчасовий міжопераційний захист від перших ознак корозії.
Фосфатуючий продукт на основі фосфату цинку містить вільну фосфорну кислоту H3PO4 як основну речовину і дигідрофосфат цинку Zn(H2PO4), який знаходиться в рівновазі з фосфатом водню і фосфатом, а також з фосфорною кислотою. Для утворення якісного фосфатного покриття необхідно забезпечити чисту поверхню металу шляхом ретельного знежирення, видалення з оброблюваної поверхні продуктів корозії, окалини та інших забруднень. Фосфатуючі речовини наносяться методом занурення або розпилювання. Якість фосфатних покриттів виражається поверхневою масою покриття (г/м-2). Покриття з невеликою поверхневою масою (від 0,3 до 6 г/м-2) використовуються для обробки поверхні під лакофарбові покриття, а покриття з великою поверхневою масою (від 6 до 30 г/м-2) мають дуже хорошу корозійну стійкість.
Хроматування
Хроматні плівки утворюються внаслідок окисно- відновних процесів на поверхні кольорових металів, особливо цинку, кадмію, алюмінію, магнію, міді, латуні, олова, срібла з розчинів сполук шестивалентного хрому. Плівка аморфна і містить комплекси тривалентного та шестивалентного хрому. Хроматування використовується як захисно- декоративна обробка або для формування проміжного шару під покриттями, що наносяться. Хроматний шар являє собою складну систему хроматів хрому і хромату цинку. Вищевказані реакції супроводжуються підвищенням рН розчину поблизу поверхні цинку, що викликає утворення важкорозчинних гідроксидів цинку, тривалентного хрому та їх солей. Ці сполуки заповнюють пори хроматного шару, в результаті чого на поверхні цинку утворюється бар'єрний шар, який захищає цинкову поверхню від корозії. Крім складу розчину і умов проведення процесу хроматування, на якість хроматного шару також впливає температура сушіння хроматного шару, яка не повинна перевищувати 60-70 °C.
Якщо раніше використовували хроматні розчини з відносно високим вмістом CrCO3 або концентрацією хромату 100 г/л-1, то зараз застосовують препарати з низькою концентрацією Cr03 від 1 до 10 г/л-1. Хроматування проводять при кімнатній температурі, час варіюється від 1 до 5 хв. Більшість хроматографічних розчинів на основі хрому, що використовуються в даний час, складаються з суміші Cr3+ і Cr6+, азотної кислоти, деяких інгібіторів корозії, а також добавок, що покращують структуру хроматних шарів. Колір хроматного шару залежить від хімічного складу розчину і може варіюватися від світло-блакитного до оливкового або чорного. Кольорові хроматні шари (що складаються в основному з суміші солей і гідроксидів Cr3+ і Cr6+) мають набагато кращі захисні властивості, ніж безбарвні або світло-блакитні хроматні плівки на основі гідроксидів Cr3+ і цинку. З екологічної точки зору хроматні розчини, що містять хром тільки у формі Cr3+, є найбільш прийнятними для навколишнього середовища.
Останнім часом почали використовувати комбіновані хроматні та полімерні (ацетати, мікрокількісні поліоксиетиленові алкілфенолеві та органосилікатні) захисні плівки.
Анодовані покриття
Одним з найважливіших методів обробки поверхні алюмінію та його сплавів є анодне окислення (анодування). Анодовані покриття відрізняються високою корозійною стійкістю, значною твердістю і стійкістю до зношування. Вони є дуже хорошими електроізоляторами. Анодовані покриття з алюмінію та його сплавів використовуються в архітектурі, в автомобільній промисловості, на транспорті, в електротехніці, а також на виробах повсякденного вжитку. При анодному оксидуванні на поверхні алюмінію у відповідних ваннах під дією постійного або змінного струму утворюється покриття з глинозему. Об'єкт, що підлягає обробці, закріплюється на шарнірах як анод, а катодами є алюміній, свинець, титан або нержавіюча сталь.
Спрощено механізм реакції формування анодного покриття в сірчанокислотній ванні можна описати наступними реакціями:
Є небажаною, оскільки вона розчиняє утворений оксид алюмінію і одночасно зв'язує вільну сірчану кислоту, тим самим знижуючи провідність окислювальної ванни. Повторне розчинення утвореного покриття відбувається тим швидше, чим вища температура і чим вища концентрація кислоти в електроліті. Хороше охолодження і перемішування ванни значно пригнічує розчинення утвореного покриття. При звичайному анодному оксидуванні в сірчаній кислоті і використанні постійного струму звичайна анодна густина струму становить jA = 1 - 1,5 А.дм-2, температура 18 - 20°C і товщина покриття 10 - 20 мкм досягається протягом 40 - 60 хв. Тверді анодні покриття формуються в охолоджених і інтенсивно перемішуваних ваннах. Робоча температура становить від -5 до +5°C, анодна густина струму jA = 2,5-5 А/дм-2. Товщина осаду становить від 30 до 75 мкм.
Окрім сірчаної кислоти, для анодного оксидування використовують інші ванни, а саме розчини, що містять щавлеву кислоту, фосфорну кислоту, а також розчини, що містять оксид хрому.
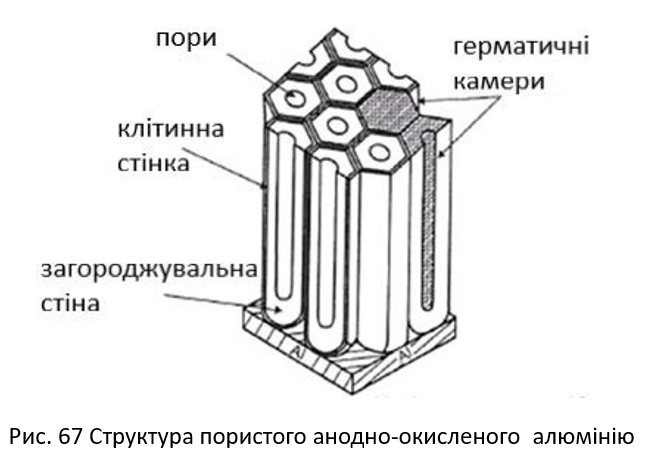
Структура анодно окисленого шару Al2O3 складається з непористого дуже тонкого бар'єрного шару на межі розділу з металом і зовнішньої значно товстішої пористої частини покриття. Часто припускають, що шар має впорядковану структуру, яка складається з гексагональних комірок з порами, що проходять через центр (рис. 67). Діаметр пор залежить від типу використовуваного електроліту, товщини шару і прикладеної напруги окислення.
Сформований в результаті анодного окислення шар оксиду алюмінію може бути додатково пофарбований одним з трьох методів, які відрізняються природою барвника і його положенням в оксидній плівці. .
При адсорбційному фарбуванні, органічні барвники або неорганічні пігменти проникають через пори в оксидному покритті і адсорбуються в області, прилеглій до поверхні оксидного покриття.
Електролітичне інтегральне фарбування полягає в одночасному анодуванні та фарбуванні поверхні алюмінію. Ефект кольору досягається завдяки особливій мікроструктурі Al2O3 і суперпозиції дрібних частинок, вбудованих безпосередньо в оксидний шар.
При електролітичному фарбуванні, на першому етапі утворюється оксидна плівка. На другому етапі колоїдні частинки металу незворотньо осаджуються на дно пор оксидної плівки шляхом подачі змінного струму на розчин солі відповідного металу. Подібно до інтегральних кольорових покриттів, колір досягається за рахунок розсіювання світла на частинках металу. Цей метод фарбування анодно окисленого алюмінію знайшов своє застосування у виробництві селективних покриттів для сонячних панелей.
Герметизація пор - пористий шар, що утворюється при анодному оксидуванні на алюмінію та його сплавах, має велику площу питомої поверхні. Якщо ці пори не заповнити (наприклад, шляхом фарбування) або не запечатати, то анодно окислене покриття матиме нижчу корозійну стійкість і вищу змочуваність. Методи, що використовуються для герметизації анодованого алюмінію, включають, наприклад, герметизацію гарячою дистильованою або деіонізованою водою (гідротермальний метод), водяною парою, органічними розчинами, неорганічними пігментами або холодною герметизацію в розчинах, що містять катіони Ni2+ та аніони F-. Новим методом герметизації пор є золь-гель метод.
Povrch patrí medzi najnamáhanejšie časti súčiastok a sú naň kladené vysoké požiadavky. Vo väčšine prípadov ide o namáhanie povrchu oterom, abrazívnym alebo adhezívnym opotrebením, koróziou, únavou atď. Preto medzi najčastejšie požiadavky na vlastnosti nástrojov a súčiastok patrí tvrdosť, oteruvzdornosť, odolnosť voči korózii, dobré klzné vlastnosti a podobne. Požadované vlastnosti možno dosiahnuť niekoľkými spôsobmi a to buď klasickými metódami povrchových úprav alebo pomocou tenkých, tvrdých oteruvzdorných vrstiev, ktoré dosahujú hrúbku maximálne niekoľko μm. Tenký povlak je vrstva materiálu rovnakého alebo iného zloženia nanesená špeciálnymi technológiami (PVD, CVD) na funkčnú plochu súčiastky za účelom zlepšenia funkčných alebo vzhľadových vlastností súčiastky. Tenké povlaky môžeme charakterizovať ako „dvojdimenzionálnu” látku, keďže tretí rozmer - hrúbka – je tak malý (od 1 μm do 1 nm), že pomer povrchu ku objemu je značne veľký (až 106). Na obr. 48 je porovnanie hrúbky ľudského vlasu a CVD vrstvy.
Vlastnosti tenkých vrstiev a objemového materiálu sú odlišné, aj keď ich kryštalografická štruktúra je rovnaká. Tenké vrstvy sa vyznačujú pórovitosťou, ktorá ovplyvňuje procesy adsorpcie, difúzie a chemických reakcií na povrchu. Štrukturálna neusporiadanosť spôsobuje veľké rozdiely v mechanických, elektrických aj v magnetických vlastnostiach. Tvorba, rast a vlastnosti tenkých vrstiev sú ovplyvnené mnohými činiteľmi, z ktorých najdôležitejšie sú tlak a rýchlosť kondenzácie, teplota výrobku (podložky), zloženie zvyškovej atmosféry, uhol nanášania a kvalita povrchu podložky. Usporiadanosť štruktúry vrstvy ovplyvňuje stupeň vákua. Pri veľkých rýchlostiach nanášania vrstiev vzniká jemnozrnná štruktúra, pri veľkých uhloch nanášania rastú veľké zrná v smere dopadajúceho prúdu a tvorí sa prednostne orientovaná štruktúra. Textúru štruktúry môže ovplyvniť tiež teplota podložky. Pri vysokej teplote povrchu podložky povrch udeľuje dopadajúcim časticiam kinetickú energiu, čo vyvoláva migráciu častíc na miesta s nižšou potenciálnou energiou.
Pri tvorbe vrstiev môžu vzniknúť vrstvy so štruktúrou:
- polykryštalickou s rôznou veľkosťou kryštálov a orientáciou od chaotického usporiadania až po monokryštalickú orientáciu.
- monokryštalickou (epitaxiálna vrstva) – podmienkou vzniku je požadovaná orientácia kryštalizačných centier už pri ich vzniku. Je to ovplyvnené podložkou, nanášaným materiálom, teplotou a rýchlosťou kondenzácie.
- amorfnou - vplyvom rýchleho ochladenia kondenzovaného materiálu.
Rozdelenie povlakov podľa typu väzby je na obr. 49.
Čistota povlakov – primárne závisí od čistoty zdroja povlakového materiálu, sekundárne od vplyvu zvyškových plynov a žeraviaceho zdroja, hlavne odporového. Pre priemyselné účely je čistota povlaku menej dôležitá ako pre fyzikálne účely, napr. pre výrobu rôznych filtrov v optike. Najpriaznivejšie z hľadiska čistoty povlakov je, ak sa nanášaný materiál odparuje pomocou elektrónového dela.
Hustota povlakov – táto závisí hlavne od energie, ktorou atómy alebo molekuly excitovaných látok narážajú na povlakovaný povrch. Zatiaľ čo energia odparovaných častíc je rádovo 0,1 – 1 keV, naprašované a plátované častice majú energiu o niekoľko rádov vyššiu. Hustota naprašovaného povlaku sa blíži hustote materiálu katódy, z ktorej sa povlak odprašuje a vo vytvorenom povlaku si zachováva stechiometrický pomer komponentov vzhľadom ku katóde. Iónové plátovanie umožňuje tiež dodatočné vytvrdzovanie povlaku žíhaním v plazmovom výboji.
Priľnavosť povlakov – napätie molekulárnych väzieb medzi atómami povrchu základného materiálu a povlaku vplýva na adhéziu povlaku. Ak nie je povrch základného materiálu vhodne čistený chemickými prostriedkami zvyškové neadsorbované vrstvy môžu interagovať s novo vznikajúcim povlakom. Túto interakciu znižuje napr. ohriatie podložky vo vákuu. Tento spôsob sa používa hlavne pri odparovaní. Pri naprašovaní a iónovom plátovaní bombardovaním povrchu urýchlenými iónmi sa odstraňujú nielen adsorbované molekuly plynov, ale aj adsorbované kontamináty z niekoľkých monovrstiev povrchu základného materiálu. Takéto čistenie dáva predpoklad vynikajúcej adhézie povlakov.
Homogénnosť povlakov – homogénnosť a rovnomernosť nanášaných povlakov závisí hlavne od konštrukcie, geometrického usporiadania a rozmerov použitého povlakovacieho zariadenia. Pre všetky uvedené metódy a zvlášť pre naprašovanie platí podmienka, aby uhol dopadu atómov a molekúl tvoriacich povlak bol 90°. Pri odparovaní na členité povrchy možno túto podmienku dodržať zväčšovaním vzdialenosti od odparovaného zdroja, čo je však na úkor zníženia rýchlosti povlakovania. Pri iónovom plátovaní je rovnomernosť nanesených povlakov aj na členitých plochách vďaka pracovnému plazmovému výboju dostatočná.
Jedným z najjednoduchších riešení zaisťujúcich rovnomernosť a homogenitu povlakov je rotácia držiaka povlakovaných súčiastok. Pre zvlášť členité povrchy musí držiak zabezpečovať pohyb s viacerými stupňami voľnosti, alebo viacnásobné upnutie s nutnosťou prerušenia procesu pri polohovaní súčiastok, čo však predlžuje dobu povlakovania.
Procesy fyzikálneho nanášania z pár (Physical Vapour Deposition processes) - PVD povlaky
PVD je depozičný proces, pri ktorom je materiál odparovaný z pevného alebo tekutého zdroja vo forme atómov alebo molekúl a ďalej je transportovaný vo vákuu alebo plazme na substrát, kde kondenzuje a vytvára tenkú vrstvu (povlak, film). Dá sa to realizovať nasledovnými technológiami:
- naparovanie,
- naprašovanie,
- iónové plátovanie,
Princíp naparovania – pary kovov sú neutrálne kovové atómy. Ich pohyb vo vákuu sa riadi zákonom sálania (častice kovu sa pohybujú priamočiaro všetkými smermi). Ak by v pracovnom priestore nebolo dostatočné vákuum, častica kovu sa môže zraziť s časticou plynu, čím sa zníži jej kinetická energia EK, zmení sa jej dráha a tento dej má nepriaznivý účinok na vlastnosti povlaku. Preto vysoké vákuum je dôležité už aj z tých príčin, aby molekuly plynu neboli strhávané na povrch povlaku. Tým by vznikali povlaky matné a zle priľnavé k povrchu. Rast tenkých vrstiev na substráte sa môže realizovať troma základnými mechanizmami, obr. 50.
Naparovanie
Pri ohreve materiálu na vysokú teplotu vo vákuu sa zväčšuje kinetická energia častíc v povrchovej vrstve do takej miery, že dôjde k uvoľňovaniu atómov, prípadne molekúl. Tieto častice vytvárajú mračno, čím v ohraničenom priestore dôjde k vzniku rovnovážneho tlaku pár. Ak v tomto priestore je výrobok (súčiastka, podložka) s nižšou teplotou, kondenzuje odparovaný materiál na jeho povrchu, obr. 51. Odparovacia teplota je taká teplota, pri ktorej tlak pár odparovaného materiálu je 1,33 Pa. Ak je vo vákuovanom priestore menší tlak ako je 1,33.10-3 Pa pri vzdialenosti do 0,5 m pohybujú sa uvoľnené atómy priamočiaro, pokiaľ nedôjde k vzájomnej zrážke. Rýchlosť nanášania závisí od tvaru a veľkosti výparníka, orientácie výrobku a od kondenzácie. Kvalita a štruktúra vrstiev je ovplyvňovaná rýchlosťou nanášania, tlakom zvyškových plynov nad povrchom výrobku a jeho teplotou.
Naprašovanie (sputtering) - v okolí zdrojového terča horí tlejivý výboj, v ktorom ionizované častice pracovného plynu vyrážajú z jeho povrchu atómy (rozprašujú záporný terč). Tie putujú cez vákuum (transport), kondenzujú na podkladovom materiáli umiestnenom pred terčom a vytvoria tenkú vrstvu. Homogenitu naprášenej vrstvy zabezpečuje rotovanie substrátu počas depozície. Technologickými parametrami je možné podstatne ovplyvňovať výsledné vlastnosti povlaku. Ich výber závisí od módu a typu naprašovacieho systému (diódový, magnetrónový, nerovnovážny magnetrónový systém, iónové zväzky). Prvky procesu naprašovania sú zobrazené na obr. 52.
Pri dopade iónov pracovného plynu (alebo zmesi plynov) na povrch terča nastáva odovzdanie ich kinetickej energie atómom terča, čo spôsobuje emisiu atómov z terča – rozprašovanie – a eróziu jeho povrchu, obr. 53. Pri rozprašovaní prebieha viacero fyzikálnych (prípadne chemických) procesov, ktoré závisia od typu a vlastností bombardujúcich iónov i atómov terča. Rozprašovanie je výsledkom zrážkovej lavíny atómov, ktorá sa šíri od povrchu terča vplyvom dopadu iónov.
Spôsoby naprašovania:
- diódové,
- triódové,
- vysokofrekvenčné,
- magnetrónové,
- reaktívne iónové.
Schematický náčrt procesu naprašovania je na obr. 54.
Iónové plátovanie
Je to kombinácia metód naparovania a naprašovania. Je to metóda tvorenia tenkých vrstiev (rádove 1 ÷ 20 μm) nanášaných vo vákuu rýchlosťou 0,1 μm.min-1, pričom vrstvy môžu byť tvorené jedným chemickým prvkom alebo ťažkotaviteľnými zlúčeninami (chemickou reakciou odparovaného kovu vo vákuu za prítomnosti reaktívnych plynov), ako sú nitridy, oxidy, karbidy a iné zlúčeniny. Môže byť opísané ako odparovanie v tlejivom výboji, alebo ako ovplyvnené odparovanie, pritom si však treba uvedomiť, že sa jedná o komplexný mechanizmus. Povlakované súčiastky majú funkciu katódy, ktorá sa nachádza v plazme udržovanej pomocou jednosmerného alebo striedavého vysokofrekvenčného poľa. Kladne nabité ióny sú v plazme urýchľované pôsobiacim elektrickým poľom smerom ku katóde, bombardujú a kontinuálne čistia povrch katódy pred povlakovaním. Povlakovaný materiál je súčasne odparovaný buď z odporového tepelného zdroja, alebo elektrónového dela, jeho odparované atómy alebo molekuly sú prechodom cez plazmu ionizované a urýchľované smerom ku katóde, kde interagujú a vytvárajú koherentný húževnatý a výborne priľnavý povlak. Schéma procesu je na obr. 55.
Procesy chemického nanášania z pár (Chemical Vapour Deposition processes) CVD povlaky
Technológia CVD patrí medzi najstaršie metódy vytvárania tenkých vrstiev a je založená na princípe chemickej syntézy povlakov z plynnej fázy pri teplote okolo 1000°C, pričom dôjde k vzniku povlaku a odpadových produktov. CVD využíva na depozíciu vo všeobecnosti zmes chemicky reaktívnych plynov (napr. TiCl3, CH4, AlCl3, BCl3 a pod.) zahriatych na pomerne vysokú teplotu 900 – 1100°C.
CVD technológia umožňuje vytvárať vrstvy rôzneho zloženia v závislosti od parametrov depozície a kombinácie pracovných plynov. Takto môžeme vytvárať povlaky tvorené Si, B, C, boridmi, karbidmi, nitridmi, oxidmi, sulfidmi a silicidmi (napr. vrstvy TiNx, TiC, TiB2, TiO2, TiSi2 a pod.).
CVD zariadenie pozostáva z reaktora, do ktorého sa vkladajú súčiastky určené na povlakovanie. Komora obsahuje vyhrievacie telesá ohrievajúce súčiastky na požadovanú teplotu, aby mohli prebehnúť príslušné chemické reakcie (pyrolýza, redukcia, oxidácia, vytváranie zlúčenín s použitím amoniaku NH3 alebo H2O). Do reaktora vstupujú zo zásobníkov prekurzory (východiskové látky z ktorých chemickými reakciami vzniká výsledný produkt) a reakčné plyny (napr. CH4, C2H2, NH3...). Pre zabezpečenie prúdenia prekurzorov do reaktora je potrebné na výstupe reaktora čerpanie vývevou. Často sa na tento účel používa nosný plyn, napr. Ar. Na výstup z reaktora je umiestnený odlučovač na zneškodňovanie splodín reakcií, ktoré sú často jedovaté a korózne agresívne.
CVD technológie majú nasledovné výhody:
- príprava povlakov s vysokou čistotou a hustotou,
- príprava povlakov s vysokou rýchlosťou nanášania,
- vysoká reprodukovateľnosť,
- vysoká adhézia,
- rovnomerná hrúbka povlakov aj u členitých tvarov podložiek bez potreby rotácie,
- možnosť dobrej regulácie rýchlosti rastu povlakov,
- možnosť použitia veľkého množstva prekurzorov (halogenidy, hydridy, organokovové zlúčeniny...).
Nevýhody CVD metód:
- nutnosť ohrevu podložiek na 800-1200°C,
- väčšina prekurzorov a splodín chemických reakcií je jedovatá, horľavá, výbušná a korózne agresívna.
Hlavnou nevýhodou CVD metód povlakovania je nutnosť predohrevu podložky na vysokú teplotu, čo obmedzuje aplikáciu povlakov len na niektoré druhy materiálov. Túto nevýhodu eliminuje metóda PE CVD (Plasma Enhanced CVD), čo je vlastne CVD v tlejivom výboji. Pri tejto metóde sú chemické reakcie stimulované nie vysokou teplotou podložky, ale plazmou pri zníženom tlaku. Reakcie tak môžu prebiehať pri podstatne nižšej teplote substrátov. Dosahuje sa to aplikáciou elektrického napätia pri tlakoch z intervalu 0,1 - 1000 Pa čím v prostredí vákuovej komory obsahujúcej prekurzory a často aj nosný plyn vzniká plazma v tlejivom výboji. Plazma pozostáva z elektrónov, iónov a emitovaných atómov a molekúl. Zrážkami s elektrónmi sa pary prekurzorov a nosného plynu disociujú a ionizujú, čo stimuluje heterogénne chemické reakcie na povrchu a blízko povrchu podložiek. Aj keď teplota elektrónov dosahuje rádovo 10000°K, ich tepelná kapacita je malá a nehrozí prehriatie podložiek. Takto je možné vytvárať povlaky už od izbovej teploty.
Teploty depozície PVD a CVD povlakov a ich niektoré vlastnosti sú uvedené na obr. 56.
Jednou z ciest k zlepšovaniu funkčných vlastností strojových súčiastok je zvyšovanie ich životnosti a prevádzkyschopnosti tvorbou funkčných a ochranných povlakov s výrazne lepšími vlastnosťami oproti základnému materiálu s využitím lacnejších a ľahšie dostupných substrátoch. Povlaky a metódy ich tvorby sú veľmi rôznorodé a existuje viacero klasifikácií tvorby povlakov ako aj klasifikácií povlakov ako takých. Samotný pojem termického (žiarového) striekania zahŕňa procesy, v ktorých sa nanášané materiály ohrejú v striekacom zariadení, alebo mimo neho do plastického alebo tekutého stavu a následne sú vrhané na predupravený povrch, pričom tento zostáva nenatavený. Na vhodne predupravenom chemicky aktívnom povrchu dochádza k spojeniu povlaku a základného materiálu. Zdrojom tepelnej energie, nutnej k nataveniu prídavného materiálu, môže byť buď spaľovací proces, alebo elektrická energia. Najčastejšie sa uvádza rozdelenie žiarového striekania podľa nositeľa energie používaného na striekanie, obr. 35. Toto rozdelenie klasifikuje aj norma STN EN ISO 14921.
Okrem rozdelenia žiarového striekania podľa druhu použitej energie možno tento proces deliť do týchto skupín:
- podľa operácií - ručné, mechanizované, automatizované,
- podľa formy prídavného materiálu - tyčinkové, práškové, striekanie tavným kúpeľom, drôtové.
Princíp tvorby žiarových povlakov
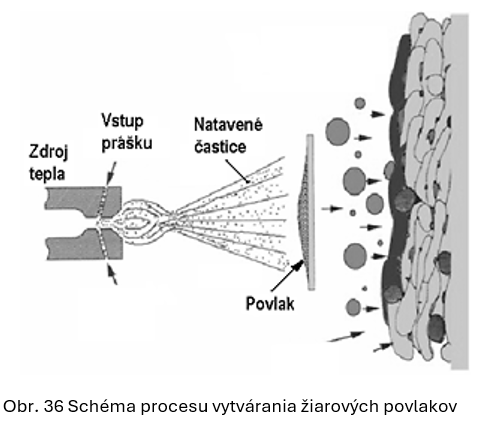
Žiarový nástrek je časticový proces vytvárania povlakov o hrúbke väčšej ako 50 µm, kde nanášaný materiál vo forme prášku, alebo drôtu je privádzaný do zariadenia, kde dôjde k jeho nataveniu a urýchleniu roztavených častíc smerom k povlakovanému povrchu substrátu, obr. 36. Po dopade na povrch substrátu dôjde k výraznému plošnému rozstreku častice a k jej rýchlemu stuhnutiu. Tým sa vytvára povlak s charakteristickou lamelárnou štruktúrou a špecifickými vlastnosťami.
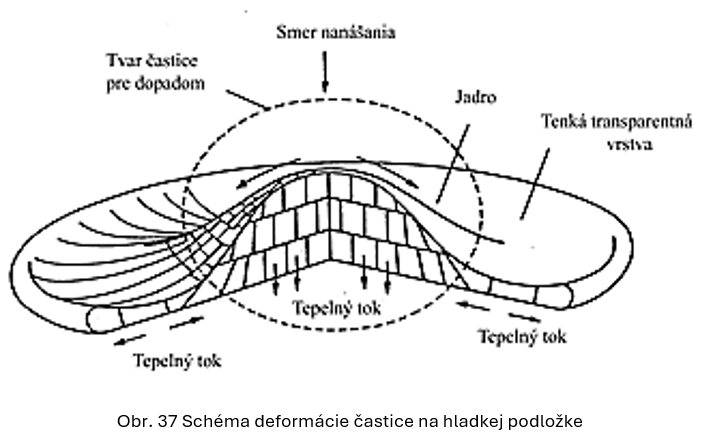
Pri náraze letiacich roztavených častíc na podložku sa mení ich kinetická energia na tepelnú a deformačnú energiu. Pri dotyku častíc s podložkou sa odovzdá ich teplo lokálnej časti povrchu substrátu, častice sa rýchlo ochladzujú a tuhnú. Častice, ktoré počas letu pod vplyvom povrchových napätí nadobudnú sféricky tvar, sa pri náraze na povrch substrátu silne deformujú a stuhnú v tvare 5 až 15 µm hrubých lamiel. Základnou stavebnou jednotkou je deformovaná častica (splat) v tvare disku, obr. 37.
Kinetická energia pri náraze častíc zapríčiňuje ich deformáciu a vznik značných tlakov – dynamického a impulzného. Pri striekaní impulzný tlak očisťuje povrch podložky v mieste nárazu privádza materiál častice do fyzikálneho kontaktu. Pre optimálne spojenie častice s podložkou je smerodajný dynamický tlak, ktorý pôsobí v priebehu celého trvania deformácie a tuhnutia častíc a dvoj až trojnásobne prevyšuje čas trvania účinku impulzného tlaku. V reálnych podmienkach striekania rýchlosť častíc dosahuje hodnoty 100 až 300 m.s-1 a dynamický tlak môže dosiahnuť hodnôt 49 až 98 MPa, počas trvania účinku 10-5 až 10-7 s.
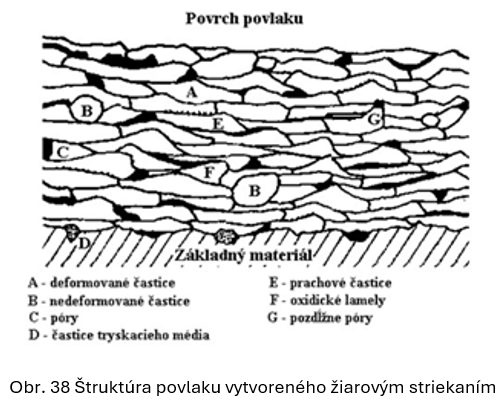
Ukladaním lamiel jednej na druhú vznikne pri technológiách žiarového striekania povlak s charakteristickou lamelárnou štruktúrou, tvorenou jednotlivými deformovanými časticami (splatmi), nenatavenými, alebo čiastočne natavenými časticami, pórmi a oxidickými časticami. Výsledná štruktúra povlaku je na obr. 38. Príklad lamelárneho usporiadania častíc na lomovej ploche kompozitného povlaku je na obr. 39.
Stupeň deformácie a teda aj tvar lamiel závisí od viskozity a zmáčavosti tekutých častíc, ich teploty, rýchlosti letu a ochladzovania, charakteru povrchu substrátu a pod.
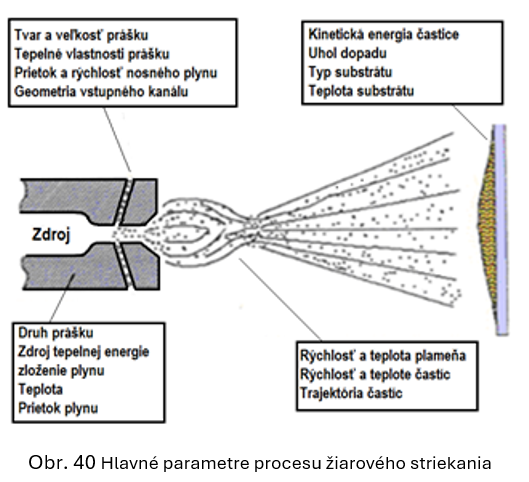
Parametre procesu, ktoré majú na kvalitu povlaku najväčší vplyv, sú znázornené na obr. 40.
Vlastnosti žiarovo striekaných povlakov
Pevnosť a tvrdosť
Pevnosť povlaku závisí od parametrov striekania a hrúbky povlaku. S rastom hrúbky sa v ňom hromadia napätia a znižuje sa tak pevnosť. Tvrdosť povlakov možno zvýšiť v širokom rozsahu pomocou parametrov striekania, druhom a veľkosťou častíc striekaného materiálu. Napríklad tvrdosť povlakov WC dosahuje 700-1350 HV, pri povlakov Al2O3 je 1000 HV, u menej hustých asi 700 HV.
Priľnavosť povlakov
Pod pojmom priľnavosť rozumieme súhrn povrchových síl, ktorými sa navzájom priťahujú častice rôznych látok. Z hľadiska technológie žiarového striekania je výraz priľnavosť použitý aj na označenie sily potrebnej na odtrhnutie plošnej jednotky vrstvy od základného substrátu. Je jednou z najdôležitejších vlastností povlakov.
Hlavné faktory ovplyvňujúce priľnavosť povlaku k substrátu:
- hrúbka vrstvy,
- teplota častíc, základu a čas spolupôsobenia,
- rýchlosť častíc,
- parametre striekacieho procesu,
- predúprava povrchu substrátu.
Okrem týchto hlavných faktorov vplývajú na priľnavosť striekaných povlakov aj pracovné parametre, ako je vzdialenosť horáka od základného substrátu, druh a množstvo prášku, napájacie napätie a prúd. Nanesením vhodnej medzivrstvy môžeme výrazne zvýšiť priľnavosť keramických povlakov. Medzivrstvy sa vyznačujú dobrou priľnavosťou k substrátu a ich povrch dáva dobré podmienky pre priľnutie povlaku.
Priľnavosť medzi základom a povlakom a medzi časticami v povlaku, teda adhézia a kohézia vznikajú ako dôsledok pôsobenia mnohých síl:
- mechanické zakotvenie tekutých čiastočiek do základného materiálu,
- uplatnenie slabých síl fyzikálneho spolupôsobenia typu Van der Waalsa,
- tvorba mikrozvarov za vzniku pevných chemických väzieb.
Materiály na vytváranie povlakov žiarovým spôsobom
Pre tvorbu žiarovo striekaných povlakov sa používajú prídavné materiály vo forme drôtu, prášku, alebo tyčinky. Drôty sa používajú predovšetkým na vytváranie kovových povlakov technológiou žiarového striekania elektrickým oblúkom, alebo plameňom. Špeciálnym typom sú tzv. rúrkové drôty, tvorené zliatinovým obalom naplneným tvrdými časticami karbidov, boridov, a pod.
Vytváranie povlakov sa najčastejšie realizuje použitím práškových prídavných materiálov. Prídavné materiály delíme z hľadiska ich chemického zloženia na:
-kovové - najjednoduchšie kovové prídavné materiály sú na báze čistého kovu predovšetkým Al a Zn pre účely proti korózií alebo Mo pretože má veľmi dobré klzné vlastnosti,
- keramické - ich vynikajúcou vlastnosťou je odolnosť proti opotrebeniu a tepelné a izolačné vlastnosti,
- exotermické - táto skupina prídavných materiálov nie je príliš početná. Sú to prídavné materiály napr. na báze Ni-Al. Pri termickom striekaní vzniká exotermická reakcia, ktorú sprevádza vývoj tepla, ktoré vytvára novú chemickú väzbu NiAl vrstvy. Vyrábajú sa vo forme drôtov i prášku. Používajú sa často ako medzivrstvy.
- špeciálne - sú to tzv. cermety, napr. 30 % NiAl + 70 % ZrO2,
- plasty - pri nanášaní práškových plastov musí byť horák vhodne konštrukčne vyhotovený, pre nízku teplotu tavenia týchto hmôt.
- kompozitné povlaky na báze keramika – kov a keramika – plast. Prídavok kovovej, resp. plastovej zložky zlepšuje priľnavosť a úžitkové vlastnosti povlakov.
Termické striekanie plameňom
Pri striekaní plameňom je zdrojom tepla plameň, ktorý vzniká horením zmesi kyslík - horľavý plyn. Ako horľavý plyn sa pre vysokú teplotu plameňa (až 3150°C) využíva najčastejšie acetylén. V praxi sa využíva neutrálny plameň v pomere C2H2 : O2 = 1,1 : 1 a aby nastalo úplné zhorenie acetylénu, reakcie sa zúčastňuje kyslík z atmosféry.
Striekaný materiál je podávaný vo forme prášku alebo tyče do horiaceho plameňa, odkiaľ sa natavený pomocou stlačeného vzduchu urýchľuje smerom k substrátu. Vzhľadom k dosahovanej teplote plameňa tesne za horákom nie je možné aplikovať touto metódou žiarového striekania nanášanie všetkých typov prídavných materiálov, predovšetkým ťažkotaviteľných.
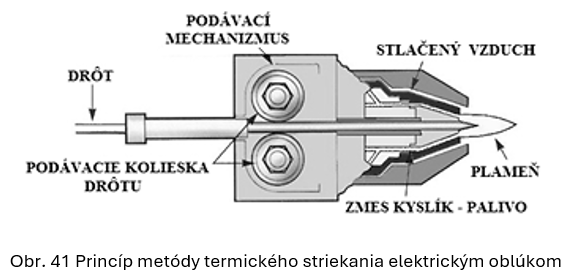
Principiálna schéma žiarového striekania plameňom ja na obr. 41.
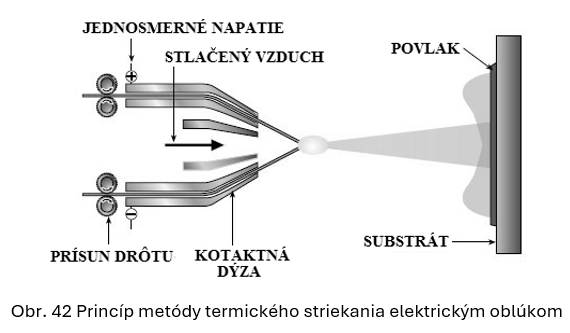
Termické striekanie elektrickým oblúkom
Elektrický oblúk je samostatný elektrický výboj v plyne, ktorý vzniká medzi anódou a katódou (Obr. 42). Oblúk sa skladá z katódovej a anódovej škvrny a stĺpca. Katódová škvrna má teplotu 3200 až 3600 K a anódová 3600 až 4000 K. Oblúkový stĺpec dosahuje teplotu okolo 6000 K.
Plazmové žiarové striekanie
Plazma nazývaná ako štvrté skupenstvo hmoty sa na zemi vyskytuje len výnimočne. Jedná sa o osobitný stav plynov, pri ktorom sa tieto stávajú vodivými ionizáciou ich atómov. Na vytvorenie plazmy je potrebné ohriať látku na vysokú teplotu alebo v nej vytvoriť elektrický náboj. So stúpajúcou teplotou rastie rýchlosť pohybu molekúl, dochádza k disociácii molekúl a následnej ionizácií plynu.
Kontrahovaný elektrický oblúk môže vzhľadom na použitý plazmový plyn dosahovať tieto teploty :
- vodíková plazma do 8000°K,
- dusíková plazma 7000°K,
- argónová plazma 15000°K,
- héliová plazma 20000°K.
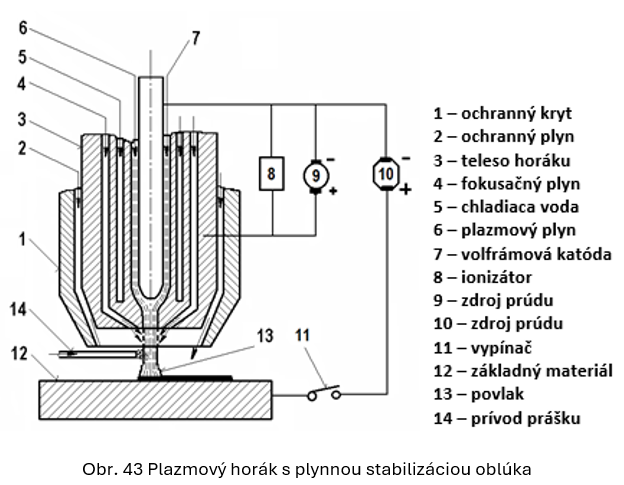
Pri horákoch s plynnou stabilizáciou je vplyv parametrov oveľa zložitejší. Okrem prúdu, napätia a rýchlosti plazmového lúča tu zohráva dôležitú úlohu aj množstvo privádzaného plazmového, fokusačného a ochranného plynu, tvar a prevedenie hubice, trysiek a priemer volfrámovej elektródy.
Z funkčného hľadiska sa privádzajú do horáku tri druhy plynov. Plazmový plyn (6), obr. 43, slúži na vytvorenie plazmového lúča (používa sa Ar, He, Ar+H2), fokusačný plyn (4) slúžiaci k fokusácii lúča (Ar, Ar+H2, Ar+N2) a ochranný plyn (2) chrániaci roztavený striekaný materiál pred účinkami okolitej atmosféry (Ar, Ar + H2, Ar + N2, CO2).
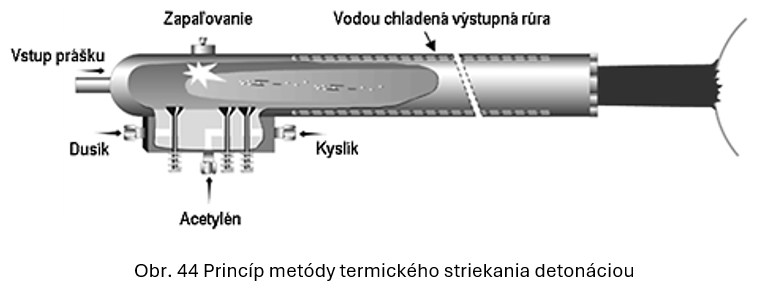
Detonačné striekanie
Detonačný nástrek, obr. 44, využíva tepelnú a kinetickú energiu spaľovacieho procesu plynov, uzavretých v spaľovacej komore, do ktorej je privádzaný materiál vo forme prášku. Pre porovnanie s nástrekom plameňom dosahuje vyššie teploty i rýchlosti dopadu.
Pri nástreku sú palivové plyny stláčané v spaľovacej komore, do ktorej je privádzaný materiál vo forme prášku. Zmes plynov a prášku je diskontinuálne zapaľovaná zapaľovacou sviečkou. Explózia plynov ohrieva a súčasne urýchľuje častice prášku hrdlom horáka smerom k povlakovanej súčasti. Na čistiaci preplach komory a valca pištole sa po každej detonácií používa dusík. Tento proces sa cyklicky opakuje s frekvenciou viac než 100 cyklov za minútu.
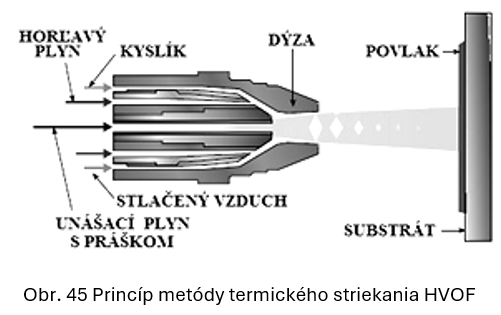
Táto metóda termického striekania efektívne využíva vysokú kinetickú energiu a v obmedzenej miere tepelnú energiu, aby vytvorila kompaktný povlak s nízkou pórovitosťou a vysokou pevnosťou. Niektoré z týchto vrstiev majú priľnavosť viac než 83 MPa. Majú veľmi jemne zrnitý povrch, s veľmi nízkym obsahom oxidov a tieto vrstvy vykazujú len veľmi nízke zvyškové vnútorné napätia. Metóda je v podstate variácia plameňového striekania (Low Velocity Oxygen Fuel - LVOF) s použitím prídavného materiálu vo forme prášku, v ktorom je na usmernenie toku plynu použitý špeciálne upravený horák. Všeobecne systém HVOF (High Velocity Oxygen Fuel) charakterizuje nižšia tepelná energia, ale zvýšená kinetická energia v dôsledku nadzvukovej rýchlosti spalín a teda vysokej rýchlosti dopadajúcich striekaných čiastočiek, obr. 45.
Teplota plameňa (5500°K) predurčuje túto technológiu k nástreku kovov a ich zliatin s nízkou a strednou teplotou tavenia. Typickými materiálmi pre HVOF nástrek sú cermety, najčastejšie na báze karbidov volfrámu, chromú a titánu. Typickými aplikáciami sú povlaky odolné proti opotrebeniu a korózií v rôznych prostrediach, obr. 46.
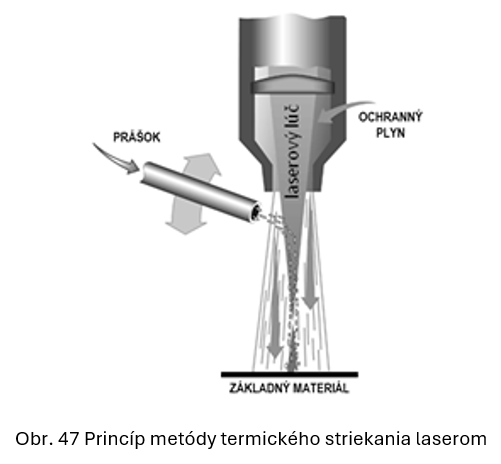
Termické striekanie laserom
Proces striekania laserom, obr. 47, charakterizuje vháňanie prášku do laserového lúča pomocou vhodnej dýzy na prášok. Radiácia laserového lúča taví prášok. Striekané častice prenáša na základný materiál nosný plyn a gravitácia. Nanesená vrstva sa môže chrániť vrstvou plynu.
Dňa 04.03.2025 sa uskutočnila akcia s názvom Katedrovica našich študentov zo študijného programu PPSV Ing. 1. a 2. ročník. Radi by sme sa týmto poďakovali za užasnú atmosféru a skvelú zábavu.
V dňoch 02 až 05.11.2024 sa na Táloch uskutočnila konferencia KSIT 2024. Stretli sa na nej odborníci z oblasti hutníctva, metalurgie a priemyslu zo Slovenska, Českej republiky, Poľska či Rumunska. Podujatie bolo zároveň oslavou tridsiateho výročia založenia vedeckého časopisu Acta Metallurgica Slovaca.
Ing. Samuel Vilkovský sa v rámci doktorandského štúdia zúčastnil jednomesačného pobytu v rámci Erasmus+ Traineeship na Strojníckej fakulte Univerzity v Ľubľane, Slovinsko, ktoré mu rozšírilo doterajšie poznatky o ďalšie akademické príležitosti. V rámci uvedeného pobytu na tejto fakulte sa tiež upriamil na budúcu vedeckú spoluprácu s touto univerzitou v oblasti tvárnenia pod vedením prof. Pepelnjaka. Svoje doterajšie poznatky z oblasti simulácií tvárniacich procesov rozšíril o možnosti využívania neurónových sietí (Neural Network) a metódy Random Forest, ktoré prispeli k novému pohľadu na nové moderné výskumné techniky a metodológie. Jeho ďalšie skúseností zo svojho pobytu na univerzite v Ľubľane p. Ing. Vilkovského si môžete prečítať kliknutím na link nižšie.
Dňa 21.05.2024 navštívili zástupcovia spoločnosti Sumitomo DEMAG Ústav technologického a materiálového inžinierstva na Strojníckej fakulte TUKE. Táto spoločnosť prezentovala špičkové riešenia v oblasti technológie vstrekovania plastov, vrátane reálnej ukážky na vstrekovacom stroji. Prezentácia bola určená ako pre zamestnancov Ústavu technologického a materiálového inžinierstva, tak aj pre študentov a rovnako pre zástupcov rôznych firiem z KE a okolia. Svojimi odbornými znalosťami z oblasti vstrekovania plastov poukázala na najnovšie trendy, nástroje, ako aj funkcie a riadiace panely zobrazujúce celý proces vstrekovania. Jednou z mnohých funkcií bolo oboznámenie sa s tzv. funkciou activeMeltControl, ktorá prispôsobuje vstrekovací proces zmenám materiálu (vrátane regranulátu), automatickej úprave tlaku, či korekcii kolísania hmotnosti výlisku.
Dňa 14.02.2024 navštívili zástupcovia spoločnosti Volvo Cars Ústav technologického a materiálového inžinierstva na Strojníckej fakulte TUKE. Zaujímali sa o študijné programy orientované na problematiku automobilovej výroby, vedecko-výskumnú činnosť a možnosti vzájomnej spolupráce. Prebehla diskusia o možnosti uplatnenia našich absolventov v rámci spoločnosti. Množstvo študijných programov našej fakulty ponúka širokú škálu absolventov, ktorí môžu nájsť uplatnenie v novo vznikajúcej spoločnosti vo Valaliky Industrial park. V nasledujúcom období zástupcovia spoločnosti Volvo Cars navštívia laboratóriá a pracoviská Strojníckej fakulty.
Dňa 29.11.2023 sa konala exkurzia pre študentov Bc. štúdia TMaISV vo firme TRUMPF Košice, ktorá prezentovala študentom prácu na jednotlivých strojoch, ako aj samotné výhody a nevýhody uplatnenie lasera v procesoch výroby.
Dňa 15.11.2023 sa konala exkurzia pre študentov Ing. štúdia PPSV vo firme U. S. Steel Košice, Labortest, ktorá prezentovala študentom realizáciu rôznych chemických analýz, skúšok, rozborov a stanovenia fyzikálnych a mechanických vlastností materiálov.
Dňa 17.10.2023 (utorok) sa uskutoční na Mäsiarskej ulici 74, 1. poschodie, učebňa S12, v čase od 10:50 do 12:20 hod. prednáška/workshop odborníka z praxe z firmy BSH Michalovce.
Oznam pre študentov
Vážení študenti, Siemens Digital Industries Software a SOVA Digital Vás srdečne pozývajú dňa 11. októbra 2023 o 15:15 hod. na stretnutie k téme: Nová generácia vývoja výrobkov pre dnešných inžinierov v platforme Solid Edge.
V dňoch 06-08.09 2023 sa uskutoční medzinárodná vedecká konferencia PRO-TECH-MA 2023 a Košický summit inovácií a technológií "KSIT 2023" na mieste Košice - ÚVZ Herľany.
V dňoch 23-24.06 2022 sa uskutočnila medzinárodná konferencia PRO-TECH-MA 2022 s názvom PROGRESSIVE TECHNOLOGIES AND MATERIALS IN MECHANICAL ENGINEERING na mieste Nowe Depułtycze, Chełm, Poľsko.
Medzinárodná konferencia NEWEX o spracovaní kompozitných a nanokompozitných materiáloch
V dňoch 02-04.05 2022 sa uskutočnila medzinárodná konferencia organizovaná v rámci projektu H2020 NEWEX s názvom Výskum a vývoj novej generácie strojov na spracovanie kompozitných a nanokompozitných materiálov na mieste Funchal, Madeira, Portugalsko. Na konferencii odznelo niekoľko hlavných prednášok a prezentácií výskumníkov v rámci výskumnej a vzdelávacej siete NEWEX H2020, financovanej Európskou komisiou prostredníctvom projektu Marie Skłodowska-Curie Actions of H2020, Research and Innovation Staff Exchange (RISE).
Viac fotiek nájdete vo fotogalérií: NEWEX konferencia
Seminár Simulating Manufacturing
Dňa 24.03 2022 sa uskutočnil seminár v priestoroch zasadačky našej katedry KTMaPPV Mäsiarska 74, ktorý bol zameraný na Simulating Manufacturing pomocou nasledovných produktov:
Študenti KTMaPPV absolvovali v rámci štipendijného programu CEEPUS študijný pobyt na univerzite Politechnika Svietokrzyska v Kielcach v Poľsku. V rámci dvojtýždňového pobytu mali možnosť absolvovať zaujímavé prednášky, navštíviť centrum laserových technológií, viaceré laboratóriá, ale aj spoznať mesto a jeho okolie v rámci voľného času. V rámci letnej školy navštívili aj 25. ročník výstavy PLASTPOL.
Študenti 2.ročníka inžinierskeho štúdia študijného programu PPSV absolvovali v rámci štipendijného programu CEEPUS študijný pobyt na univerzite Politechnika Świętokrzyska v Kielcach v Poľsku. V rámci dvojtýždňového pobytu mali možnosť absolvovať zaujímavé prednášky, navštíviť centrum laserových technológií, ale aj spoznať mesto a jeho okolie v rámci voľného času.
V dňoch 15 - 17.09 2019 sa uskutoční medzinárodná vedecká konferencia v Herľanoch. Pozvaní sú všetci záujemcovia zo Slovenska a zo zahraničia. Bližšie informácie nájdete na stránke:
Dňa 20. marca 2019 sa konalo v Univerzitnej knižnici Technickej univerzity v Košiciach podujatie s názvom ,,Deň otvorených dverí", ktorého sa zúčastnila široká vedecká i laická verejnosť ako aj študenti a učitelia stredných škôl. V rámci podujatia Dňa otvorených dverí, zamestnanci Katedry strojárskych technológií a materiálov informovali o možnostiach štúdia Bc. študijného programu Technológie, manažment a inovácie strojárskej výroby ako aj o poznatkoch, ktoré môžu študenti získať a potom uplatniť v praxi po vyštudovaní ďalších študijných programov na KSTaM.
Dňa 25-26.02.2019 sa konalo na KSTaM stretnutie manažmentu a workshop v rámci medzinárodného projektu NEWEX s názvom „Výskum a vývoj novej generácie strojov pre spracovanie kompozitných a nanokompozitných materiálov“, kde ide o návrh a výrobu nového inovatívneho vytlačovacieho stroja. Realizácia tohto projektu podporuje skutočnú spoluprácu medzi priemyslom a školstvom, ktorá má kľúčový význam z hľadiska európskej stratégie rozvoja vo výskumnej oblasti.
STEEL Park
Kreatívna fabrika Na našej katedre pod vedením prof. Ing. Emila Spišáka, CSc. a Ing. Juraja Hudáka, CSc. ako aj ďalších pedagógov, pracovníkov a študentov a garantom projektu U.S. Steel Košice bol postupne pripravovaný a realizovaný jeden z exponátov - výroba autíčka z oceľového plechu.
Dňa 19.3.2015 sa konala súťaž študentov SjF TU v Košiciach v programovaní CNC strojov. Pripravila ju Katedra počítačovej podpory technológií a Katedra strojárskych technológií a materiálov pod záštitou dekana Strojníckej fakulty Dr.h.c. mult. prof. Ing. Františka TREBUŇU, CSc.
Konferencia
V dňoch 7. a 9. 10. 2015 sa uskutočnila medzinárodná vedecká konferencia Pro-tech-ma 2015 a Povrchové inžinierstvo 2015, ktorú organizovala Katedra strojárskych technológií a materiálov v spolupráci s univerzitami Politechnika Rzeszowska a POlitechnika Lubelska z Poľks. Konferencia sa konala v hoteli Hubert v Gerlachove v prostredí Vysokých Tatier.
EUR-ACE akreditácia študijného programu Počítačová podpora strojárskej výroby
Akreditáciou EUR-ACE získa vysoká škola značku EUR-ACE, ktorá jej umožňuje zaradiť sa medzi popredné európske univerzity a vysoké školy, ktoré túto značku už získali. Študentom poskytuje istotu, že absolvovaním EUR-ACE akreditovaného štúdia, budú spĺňať najprísnejšie kritériá kladené na absolventov v európskej podnikovej praxi. Značka EUR-ACE garantuje, že jej držiteľ spĺňa náročné kritériá, ktoré sa týkajú nielen organizácie, ale aj obsahu a výstupov študijného programu.
Kalendár
Žiadna udalosť nie je v kalendári
Jún 2023
pon
uto
str
štv
pia
sob
ned
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Zváračská škola
"Ideas alone have little worth. The value of innovation lies in its practical implementation"
Werner von Siemens (in letter to his brother Carl, 1865)
Mäsiarska 74 040 01 Košice - staré mesto Slovenská republika
Kontakt
Katedra technológií, materiálov a počítačovej podpory výroby Ústav technologického a materiálového inžinierstva Strojnícka fakulta Technická univerzita v Košiciach
Vedúci katedry a riaditel ústavu: prof. Ing. Emil Spišák, CSc. tel.: 055/602 3502 e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.
Sekretariát: Ing.Eva Krupárová tel.: 055/602 3502 e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.


































{kind=link}