Množstvo výskumných úloh riešených pre prax, pri ktorých využívame pokročilé stroje a zariadenia, ktorými katedra disponuje.
CNC obrábanie
Katedra disponuje viacerými softvérovými balíkmi pre programovanie a riadenie CNC strojov ako sú napr. Siemens Sinumerik, Heidenhain, Mach3, SolidCAM, Siemens NX a veľa ďalších.
3D tlač
3D tlač, alebo rapid prototyping je jednou z najrevolučnejších technológií posledných rokov, ktorej sa predpovedá významné postavenie v priemysle. Táto technológia je na našej katedre už niekoľko rokov a boli sme priekopníci tejto technológie v rámci celej fakulty.
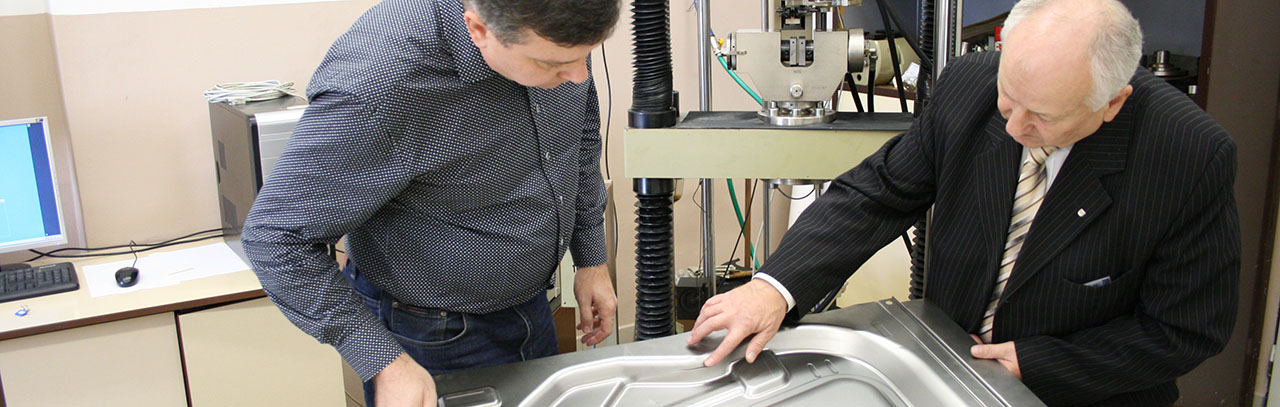
Tvárnenie
Najmodernejšie zariadenia pre výskum tvárnenia sa v značnej miere využívajú aj v procese výuky, kde sa študenti oboznamujú okrem teoretických znalostí aj s ich praktickou aplikáciou.
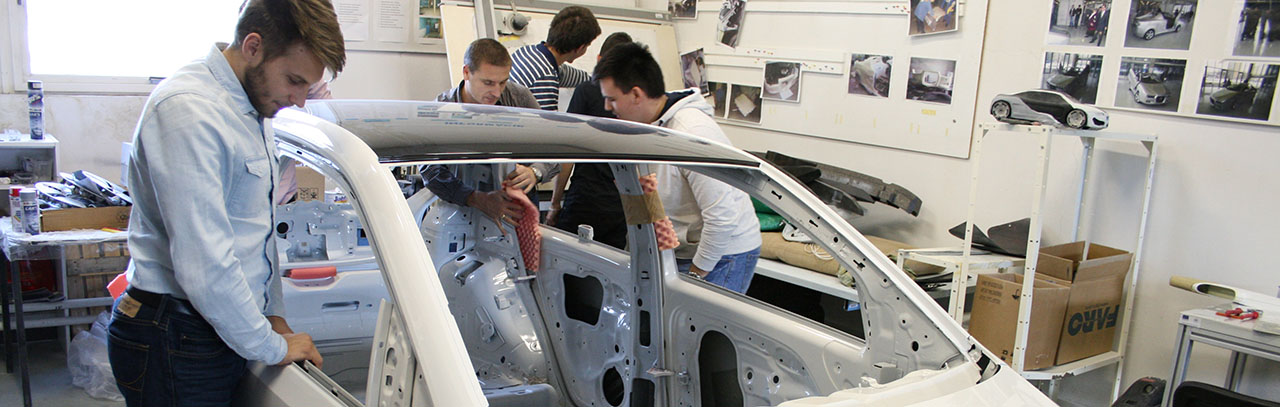
Praktické vyučovanie
Nie sme len "tvrdými teoretikmi", ale ponúkame ti spoločne sa podieľať pri riešení projektov v rámci výskumných tímov pracujúcich v rôznych technologických oblastiach.
CERTIFIKÁCIA
Solidworks:
Certifikačné skúšky pre študentov
CAX SIMULÁCIE
Pri výučbe, výskume a riešení úloh pre prax využíváme viaceré CAx systémy.
Katedra technológií, materiálov a počítačovej podpory výroby je súčasťou Ústavu technologického a materiálového inžinierstva Strojníckej fakulty Technickej univerzity v Košiciach. V súčasnosti je oblasť výuky na našej katedre zameraná na dostupné konvenčné a progresívne technológie výroby súčiastok v strojárskej výrobe ako aj na využitie CAx technológií pri navrhovaní a optimalizovaní výrobných postupov. Náplňou predmetov je teória a technológia obrábania, plošného i objemového tvárnenia, spracovania plastov, zvárania a povrchových úprav. Obsah predmetov zahŕňa návrhy technologických postupov, výrobnej techniky, návrh a konštrukciu prípravkov a nástrojov, experimentálne metódy v strojárskej technológii, progresívne spôsoby výroby výrobkov, navrhovanie a konštrukciu foriem pre plastové výlisky, simulácie zatekania taveniny do dutiny formy, mechanizáciu a automatizáciu výroby. V rámci uplatňovania jednotlivých metód a návrhov pri rôznych technologických postupoch používame CAD/CAM/CAE systémy, simulačné programy ako napr. PAM-STAMP, SolidCAM, Moldex 3D a iné. V rámci nášho pracoviska vyvíjame, alebo sa podieľame na výskume v oblasti tvárnenia, zvárania, obrábania, spracovania plastov, povrchových úprav, tenkých vrstiev a množstva ďalších s cieľom podporiť priemyselné prostredie a zabezpečiť jeho trvalý udržateľný hospodársky rozvoj. Snažíme sa byť vždy ústretoví a otvorení možným príležitostiam pre novú spoluprácu. V prípade akýchkoľvek informácií nás prosím neváhajte kontaktovať.
Príďte k nám študovaťprogresívne študijné programy.
Technológie, manažment a inovácie strojárskej výroby
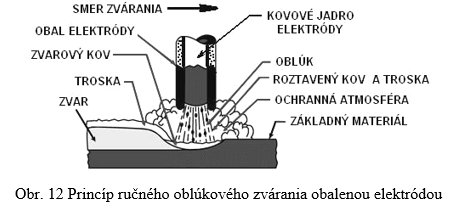
Ručné oblúkové zváranie (ROZ) obalenou elektródou, medzinárodne označované MMAW (Manual Metal Arc Welding) a podľa STN EN ISO 4063 číselne označované ako metóda 111 je tavným spôsobom zvárania. Zdrojom tepla je elektrický oblúk, ktorý počas zvárania horí medzi koncom odtavujúcej sa obalenej elektródy a základným materiálom (obr. 12). Prídavný materiál (obalená elektróda) pozostáva z kovového jadra a obalu. Počas horenia elektrického oblúka sa postupne taví a vo forme kvapiek prechádza do zvarového kúpeľa, pričom tvorí podstatný podiel zvarového kovu. Pohyb elektródy je ručný a vykonáva ho zvárač.
Metalurgické deje pri ROZ
Na prenos kovu z odtavujucej sa elektródy do zvarového kúpeľa najviac vplývajú silové účinky prúdu, chemické reakcie, povrchové napätie a dynamické sily plynov. Tieto činitele majú rozhodujúci vplyv na rozstrek zvarového kovu, hĺbku závaru a celkovú kvalitu zvarového spoja. Na základe procesu tvorby, oddeľovania a urýchľovania kvapiek kovu v oblúku môže byť prenos kovu bezskratový a skratový.
Pri bezskratovom prenose dochádza k uvoľneniu kvapiek kovu na odtavujúcom sa konci elektródy a ich premiestneniu cez elektrický oblúk do zvarového kúpeľa.
Pri skratovom prenose (charakteristickom pre ručné oblúkové zváranie) dochádza k dotyku narastajúcej kvapky roztaveného kovu z elektródy so základným materiálom skôr ako dôjde k jej odtrhnutiu od elektródy, nastáva skrat. Veľkosť kvapiek rozraveného kovu, pri zváraní závisí od veľkosti zváracieho prúdu, materiálu jadra elektródy a od obalu elektródy. Pri prechode kvapôčiek elektrickým oblúkom dochádza čiastočne k vyhorievaniu uhlíka, kremíka a mangánu. Do zvarového kovu sa dostáva nežiaduci kyslík, dusík a vodík. Množstvo tepla v zváracom procese sa spotrebuje na natavenie základného (zváraného) materiálu, prídavného materiálu (elektródy), na prehriatie a vyparenie kovu a na straty do okolia.
Parametre ručného oblúkového zvárania
Na tvar, veľkosť a kvalitu zvarového spoja vplývajú:
-veľkosť zváracieho prúdu (Iz),
-napätie oblúka (Uzv),
-typ zváracieho prúdu a polarita zapojenia,
-zváracia rýchlosť (vzv),
-obal a primer elektródy.
-hrúbka zváraného materiálu
Zvárací prúd
Jeho veľkosť závisí od priemeru elektród, zváraných hrúbok materiálu, úrovne legovania elektród, obalu elektród, polohy zvárania a geometrického tvaru úkosu v mieste zvárania.
Veľkosť zváracieho prúdu Iz v závislosti od priemeru d kovového jadra elektródy sa vypočíta zo vzťahu:
pre elektródy s kyslím obalomIz = 50.d[A](1)
pre elektródy s bázickým a rutilovým obalomIz = 40.d[A](2)
Nižšie zváracie prúdy asi o 10 až 30 % si vyžadujú vysokolegované elektródy (napr. austenitické), z dôvodu vyššieho elektrického odporu jadra elektród, ktorý sa prehrieva a zhoršuje funkciu obalu a taktiež aj z metalografických dôvodov (vypaľovanie legúr, vznik horúcich trhlín a pod.). Prekračovanie zváracieho prúdu nad hodnoty odporúčané výrobcom zhoršuje operatívne vlastnosti elektród a kvalitu zvarového kovu. Čím je väčší Iz, tým väčší je závar, rýchlosť odtavovania prídavného materiálu. Malý zvárací prúd znižuje stabilitu horenia oblúka, zmenšuje hĺbku závaru a znižuje produktivitu zvárania.
Zváracie napätie
Výška zváracieho napätia pri ROZ závisí od dĺžky zváracieho oblúka, jeho elektrofyzikálnych vlastností a od prúdovej hustoty. Dĺžku zváracieho oblúka nepretržite reguluje zvárač ručným prísunom elektródy v jej axiálnom smere do miesta zvaru, čím kompenzuje jej odtavovanie. Ak dĺžka oblúka poklesne pod minimálnu hodnotu lmin elektróda sa prilepí k základnému materiálu a oblúk zhasne. Ak dĺžka oblúka prekročí maximálnu hodnotu lmax, dôjde k narušeniu plynovej ochrany oblúka, vzniku pórov vo zvarovom kove, zníženiu stability oblúka (napr. fúkanie oblúka po povrchu) a následne k zhasnutiu zváracieho oblúka. Optimálna dĺžka oblúka je u elektród s kyslím obalom rovná priemeru jadra elektród a u bázických je dĺžka oblúka rovná 0,5 násobku priemeru jadra elektród. Pri zváraní elektródami s bázickým obalom sa používa napätie 20 až 25 V, u elektród s kyslím obalom 28 až 32 V.
Typ zváracieho prúdu a polarita elektród
Pri zváraní môže byť použitý:
-jednosmerný prúd (najpoužívanejší pri ROZ),
-striedavý prúd.
Elektródy bázické a rutilové pre nehrdzavejúce materiály sa pripájajú na kladný pol, (nepriama polarita). Bežné rutilové a kyslé elektródy sa pripájajú na záporný pól, (priama polarita).
Pri nepriamej polarite sa potláča premiešanie zvarového kovu so základným materiálom. Pri priamej polarite dochádza k väčšej hĺbke závaru.
Zváracia rýchlosť
Rýchlosť pohybu elektródy má veľký vplyv na kvalitu zvaru. Spolu so zváracím prúdom a napätím priamo súvisí s merným tepelným príkonom zvárania, ktoré má rozhodujúci vplyv na deformácie a zvyškové napätia vo zvaroch. Rýchlosť zvárania nepriamo súvisí aj s veľkosťou zvarového kúpeľa, druhu a priemeru elektród. Pri veľkej rýchlosti zvárania vzniká tenká pórovitá húsenica s množstvom vmiešanín a nedostatočným prievarom. Pri pomalej rýchlosti zvárania nastáva prehriatie roztaveného kovu a veľké tepelné ovplyvnenie zváraného materiálu. V praxi sa využíva rozkyv elektródy do strán, čím sa tepelný príkon zvárania rozkladá do strán na väčšiu plochu materiálu. Rýchlosť posuvu elektródy do zvaru závisí od rýchlosti odtavovania elektródy.
Priemer elektródy
Priemer elektródy úzko súvisí so zváracím prúdom. Pri jej voľbe je potrebné zohľadniť:
-hrúbky zváraných materiálov - (priemer elektródy má byť menší ako hrúbka zváraných materiálov),
-polohu zvárania - (v polohách PC, PD, PE, PF problémy pri formovaní zvarového kovu, pre bazické a rutilové elektródy sa zvára s priemerom max. 4 mm a pre kyslé elektródy max. 3,2 mm),
-požadovanú produktivita zvárania - (volia sa väčšie priemery elektród a zvára sa v polohe PA),
-dostupnosť elektródy do miesta zvaru,
-šírku koreňovej medzery - (na koreňové vrstvy sa používajú prevažne menšie priemery elektród)
Elektrický oblúk sa zapáli dotykom (skratovaním) elektródy na zváraný materiál a oddialením. Držanie a vedenie elektródy závisí od podmienok zvárania.
Prídavné materiály pre ručné zváranie elektrickým oblúkom
Elektródy pre ručné oblúkové zváranie sa volia podľa toho aký účel má zvarový kov plniť, (nosné zvary, návary špeciálnych vlastností, umelecké účely a pod). Pre spojovacie zvary sa volia elektródy, ktoré vytvoria zvarový kov podobných, resp. rovnakých vlastností ako zvárané materiály. Na zváranie elektrickým oblúkom sa používajú (hrubo, stredne a tenko) obalené elektródy.
Elektróda pre ROZ pozostáva z jadra a obalu. Jadro tvorí drôt vyrobený napr. z nelegovanej, nízkouhlíkovej ocele pre skupinu nelegovaných, resp. nízkolegovaných elektród, alebo austenitická oceľ typu 18/8 (Cr/Ni) pre skupinu austenitických elektród. Podmienku použitia elektród rovnakého alebo podobného chemického zloženia ako má zváraní materiál umožňuje splniť najmä chemické zloženie obalu elektródy.
Výroba obalených elektród
Jadrový drôt sa vyrába ťahaním cez prievlaky na predpísaný rozmer. Drôt sa morí aby sa odstránili okoviny, nečistoty a mastnoty po ťahaní. Je rovnaný a následné strihaný na normalizované dĺžky. Na drôty sa lisovaním, alebo máčaním nanáša obalová látka, ktorá sa skladá z (ionizačných, plynotvorných a troskotvorných) zložiek, ktoré sú rozdrvené na predpísanú zrnitosť. Tie sú spojene spojivami (vodným sklom, škrobom a gelom) do hustej hmoty. Na elektródach sa kontroluje excentricita naneseného obalu, následne sa elektródy sušia, označujú a balia.
Obal elektródy má tieto funkcie:
Elektrickú - do obalu sa dodávajú ionizačné látky ktoré zlepšujú zapálenie elektrického oblúka a stabilizujú jeho horenie. Do obalu sa pridávajú prvky zvyšujúce ionizáciu elektrónov : K, Na, Ca, Al a oxidy titánu. Na stabilitu elektrického oblúka negatívne vplýva fluór, ktorý pohlcuje voľné elektróny.
Fyzikálnu - zabezpečuje ochranu roztaveného kovu pred prístupom O2 a H z okolitej atmosféry, spomaľuje ochladzovanie zvarového kovu, uľahčuje zváranie v polohách. Upracuje povrchové napätia zvarového kovu pokrytého troskou, čím prispieva k lepšiemu formovaniu zvarového kovu.
Metalurgickú – chráni roztavený kov pred účinkami okolitej atmosféry plynov vytvorením ochranného prostredia CO2, čiastočne CO. Táto ochrana vzniká pri tepelnej disociácii uhličitanov (CaCO3, MgCO3, BaCO3) podľa rovnice CaCO3 = CaO + CO2, alebo tepelnou disociáciou organických látok, napr. celulózy. Zabezpečuje dezoxidáciu zvarového kovu prvkami (Mn, Si, Ti, Al, Zr) s vyššou afinitou ku kyslíku ako má Fe. Umožňuje rafináciu zvarového kovu, znížením obsahu S a P pomocou Ca prípadne Mn. Zlúčeniny CaS a MnS majú vhodnejšiu morfológiu vo zvarovom kove ako FeS. Poslednou najdôležitejšou metalurgickou úlohou obalu je dolegovanie zvarového kovu prvkami (C, Mn, Si, Cr, Mo, Ni, V, Al atď.) Pomocou týchto legujúcich prvkov je možné upraviť chemické zloženie zvarového kovu, ktoré bude zodpovedajúce chemickému zloženiu zváraných materiálov.
Od trosky sa požaduje jej ľahká odstrániteľnosť z povrchu zvarových húseníc (predovšetkým v koreni zvarových spojov), menšia merná hmotnosť voči zvarovému kovu, nižšia teplota tavenia a dobá viskozita pri pokrývaní zvarovej húsenice.
Druhy obalených elektród pre ROZ definuje STN EN ISO 2560
A = kyslý obal
C = celulózový obal
R = rutilový obal
RR = hrubý rutilový obal
RC = rutilovocelulózový obal
RA = rutilovokyslý obal
RB = rutilovobázický obal
B = bázický obal
Elektródy s kyslým obalom (A) – obal obsahuje SiO2, oxidy železa a feromangan. Pri zváraní elektróda dáva riedko tečúci kov, čo je nevhodné pri zváraní v polohách. Zvarový kov má z dôvodu vysokého obsahu O2 a oxidov najhoršie plastické vlastnosti a húževnatosť v porovnaní s bázickým a rutilovým zvarovým kovom. Zvára sa vyššou prúdovou hustotou ako pri elektródach s obalmi B a R, čo spôsobuje hlboký prievar a vyššia rýchlosť zvárania. Vhodné pre zváranie jednosmerným (elektróda na - pól) aj striedavým prúdom.
Elektródy s organickým obalom (celulózovým) (C) – obal obsahuje celulózu, dextrín, škrob, rašeliny a iné organické látky. Pri zváraní vzniká väčšie množstvo ochranného plynu s malým množstvom trosky.Sú to elektródy určené pre zváranie plynovodov, umožňujú vysokú rýchlosť zvárania v polohe PG. Elektródy obsahujú relatívne vysoké množstvo H2 v obale a sú náchylné na vlhnutie. Zvarový kov má horšie plastické vlastnosti než bázické elektródy. Prednosťou elektród je vysoká rýchlosť zvárania.
Elektródy s rutilovým obalom (R) – obal obsahuje rutil (TiO2). Elektródy sú vhodné pre zváranie vo všetkých polohách. Vyžadujú si krátky zvárací oblúk a správne nastavené parametre zvárania. Rutil zlepšuje podmienky ionizácie pri zapaľovaní oblúka, čo sa využíva najmä pri stehovaní. Dobrá ionizácia umožňuje zvárať striedavým prúdom. Pre zváranie jednosmerným sa elektróda pripája na + pól.
Elektródy s bázickým obalom (B) – obal obsahuje zásadité látky (uhličitan vápenatý, fluorid vápenatý – kazivec, ferozliatiny a pod). V praxi najpoužívanejší typ elektródy. Zvarový kov je husto tekutý, čo umožňuje zváranie vo všetkých polohách. Zvarový kov má vysokú húževnatosť. Vhodné pre zváranie jednosmerným prúdom (elektróda na + pól). Elektródy sú citlivé na vlhkosť v obale, ktorá môže pri nedostatočnom presušení obalu spôsobovať pórovitosť zvaru.
Elektródy s prechodovými typmi obalov (RR, RC, RA, RB) – umožňujú získať kompromisné vlastnosti jednotlivých základných typov obalov. Poskytujú možnosti zvyšovania pevnostných vlastností so zvyšovaním operatívnych vlastností a pod.
Všetky obalené elektródy sú citlivé na atmosférickú vlhkosť, preto ich treba pred zváraním výrobcom predpísanú dobu sušiť v sušičke.
Normalizované rozmery elektród:
Priemery jadier obalených elektród: f 2,0; 2,5; 3,15; 4; 5; 6,3; 8 mm
Dĺžky elektród: 200; 250; 300; 350; 450 mm
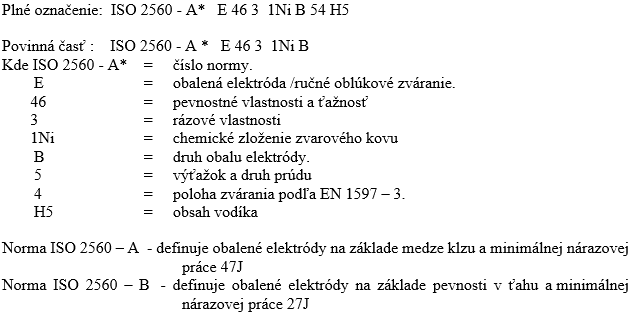
Označovanie elektródpre ROZ
Príprava zvarových plôch
Zvarové plochy sú na predpísané tvary pripravované trieskovým obrábaním /sústružením, frézovaním, hobľovaním, brúsením a pod./, alebo rezaním kyslíkovo-acetylénovým plameňom. Základný materiál pred zváraním, pokiaľ nebol zbavený všetkých mastnôt po trieskovom obrábaní, alebo nečistôt, je potrebné dôkladne odmastiť a otryskať v miestach budúceho zvaru. Zvarové plochy sa tryskajú korundom. Mastnoty a nečistoty vo zvarovom kove negatívne ovplyvnia kvalitatívne (pevnostné) vlastnosti zvaru.
Prípravu zvarových plôch predpisuje STN EN ISO 9692-1“ Zváranie a príbuzné procesy. Odporúčania na prípravu spojov. Časť 1: Ručné oblúkové zváranie, zváranie v ochrannej atmosfére, zváranie plynom, zváranie TIG a zváranie ocelí lúčom“.
Pre hrúbky plechov do 3 mm sa používajú jednostranné zvary bez úkosov. Ak je možné zvárať z oboch strán dá sa zvárať bez úkosov do hrúbok 6mm. Pri použití hlbokozávarových elektród je možné tieto parametre zdvojnásobiť. Pri voľbe úkosov V, X, U, rozhoduje hrúbka materiálu, dostupnosť a veľkosť zvaru.
Plameňové zváranie (metódou 311) je tavné zváranie, pri ktorom je zdrojom tepla pre roztavenie zváraného a prídavného materiálu plameň, v ktorom horí zmes horľavého plynu s plynom podporujúcim horenie.
Plyny používané pre zváranie
horľavé plyny
horenie podporujúce plyny
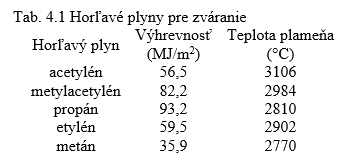
Horľavé plyny sú plyny, ktoré horia za prítomnosti vzduchu alebo kyslíka. Okrem vodíka a oxidu uhoľnatého sú horľavými plynmi uhľovodíky, z ktorých najznámejšie sú prezentované v tabuľke 4.1.
Acetylén (C2H2) je plynný horľavý uhľovodík charakteristického zápachu. Je bezfarebný, nejedovatý plyn, ľahší ako vzduch. V praxi najpoužívanejší plyn pre zváranie, z dôvodu najvyššej teploty plameňa. S kyslíkom a so vzduchom tvorí výbušnú zmes v širokom rozmedzí koncentrácie. Jeho teplota vzplanutia je 305°C. Vyrába sa rozkladom z karbidu vápnika pôsobením vody vo vyvíjačoch. Molekula acetylénu je málo stabilná. Pri požiari alebo tlakovom ráze sa rozloží na uhlík a vodík. Rast objemu pri rozklade vedie k explozívnej reakcii s možnými ničivými následkami.
Dodáva sa rozpustený v acetóne vo fľašiach ako kyslík. Na rozdiel od kyslíka fľaše nie sú vo vnútri prázdne, ale ich vypĺňa porézna látka, ktorá zastavuje možný rozklad acetylénu. Do 40l fľaše sa dodáva 18kg acetónu alebo dimetylformamid, ktoré slúžia ako rozpúšťadlo. Fľaše sa plnia na tlak 1,8 MPa. Najväčší pracovný tlak acetylénu môže byť 150 kPa.
Horenie podporujúce plyny sú vzduch a kyslík
Vzduch je zmes dusíka, kyslíka, vzácnych plynov a oxidu uhličitého. Hlavnými zložkami sú dusík (78%) a kyslík (21%). Teplota plameňa zmesi horľavého plynu so vzduchom je na zváranie nedostatočná, ale nachádza široké využitie pri spájkovaní a ohrevoch materiálov.
Kyslík O2 je bezfarebný plyn bez chuti a zápachu, nejedovatý, podporujúci horenie. Vyrába sa delením skvapalneného vzduchu pomocou nízkoteplotnej rektifikácie a elektrolýzou vody. Kyslík sa skvapalňuje pri teplote -183 °C. Pevné skupenstvo nadobúda pri –218,9 °C.
Najdôležitejšia vlastnosť kyslíka je jeho reaktivita. Existuje len málo prvkov, s ktorými sa kyslík neviaže. Oxidačné a spaľovacie procesy prebiehajú v kyslíkom obohatenom prostredí podstatne rýchlejšie ako vo vzduchu. Pre silné oxidačné účinky nesmie prísť do styku s tukmi organického pôvodu. Radikálna oxidácia tukov môže viesť k ich vznieteniu a k explózii. Dodáva sa v plynnom alebo kvapalnom stave. V plynnom sa dodáva v oceľových fľašiach v množstve 6m3 pri tlaku 15 MPa.
Proces zvárania plameňom
Pri zváraní sa musí teplom roztaviť základný (zváraný) materiál i prídavný materiál. Potrebné teplo pre zváranie vzniká spaľovaním horľavého plynu (acetylénu) s kyslíkom.
V plameni vznikajú nasledujúce exotermické primárne a sekundárne chemické reakcie.
Primárne horenie zmesi acetylénu a kyslíka
C2H2 + O2 = 2CO + H2 + 21134,2 kJ.m-3(4.4)
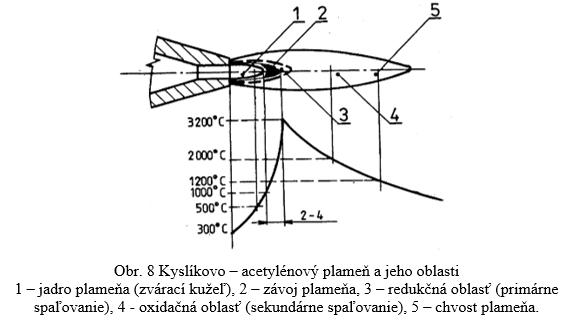
Primárna fáza horenia – tzv. nedokonalé spaľovanie. Prebieha tesne okolo povrchu kužeľového jadra plameňa. Do vzdialenosti 10mm od vrcholu jadra je oblasť plameňa s nepriaznivým redukčným účinkom na zvarový kúpeľ. Táto redukčná oblasť ochraňuje zvarový kúpeľ pred vzdušným kyslíkom.
Sekundárne chemické reakcie s okolitým prostredím, ktoré vytvárajú vonkajšiu oblasť plameňa:
CO + ½ O2 + 2N2 = CO2 + 2N2 + Q (4.5)
H2 + ½ O2 + 2N2 = H2O + 2N2 + Q (4.6)
C + ½ O2 + 2N2 = CO + 2N2 + Q (4.7)
Všetky tieto reakcie sú exotermické.
Sekundárna fáza horenia – dokonalé spaľovanie. Obklopuje redukčnú oblasť plameňa. Na spálenie splodín z tejto oblasti si priberá potrebný kyslík z okolitej atmosféry. Označuje sa aj ako oxidačná oblasť plameňa. Tvorí chvost plameňa a má na zvarový kúpeľ okysličujúci účinok.
4.5.1 Druhy kyslíkovo-acetylénového plameňa
Kyslíkovo – acetylénový plameň rozdeľujeme podľa dvoch základných hľadísk:
-podľa pomeru miešania plynov, resp. podľa množstva O2 a C2H2 v zmesi
-podľa výstupnej rýchlosti zmesi O2 a C2H2 z horáka
Podľa pomeru miešania plynov:
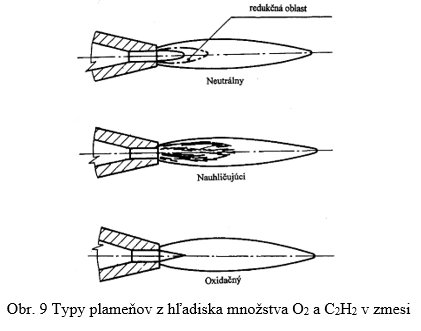
Neutrálny plameň – má pomer miešania plynov O2:C2H2 1-1,2 : 1. Zvárací kužeľ je ostro ohraničený so zaobleným koncom. Jeho použitie je najrozšírenejšie pre bežné zváranie. Nemení chemické zloženie zvarového kovu.
Redukčný (nauhličujúci) plameň – s prebytkom acetylénu, zvárací kužeľ je zakrytý bielym závojom. Dĺžka závoja závisí od prebytku acetylénu. Plameň nauhličuje zvarový kov. Zvar je krehký, tvrdý a pórovitý. Používa sa na zváranie hliníka, horčíka a ich zliatin, taktiež sa používa na naváranie tvrdých kovov a na cementovanie.
Oxidačný plameň – s prebytkom kyslíka, zvárací kužeľ je kratší a podľa prebytku kyslíka sa zafarbuje do modrofialova. Prebytočný kyslík spaľuje už oxid uhoľnatý na oxid uhličitý a redukčná oblasť sa zmenšuje, až sa úplne stratí a plameň sa stáva oxidačným. Používa sa na zváranie mosadze a niektorých bronzov.
Podľa výstupnej rýchlosti plameňa:
Mäkký - výstupná rýchlosť 70 – 100m.s-1, je nestabilný, náchylný k spätnému šľahnutiu, používa sa minimálne.
Stredný - výstupná rýchlosť 100 – 120m.s-1, je stabilný, má primeraný dynamický účinok, zaručuje dobrú akosť zvaru a dostatočný výkon.
Ostrý - výstupná rýchlosť > 120m.s-1, má veľký dynamický účinok plameňa na zvarový kúpeľ a zväčšenie tepelného ovplyvnenia. Vyšší výkon pri zváraní je na úkor akosti zvaru.
4.5.2 Spôsoby zvárania plameňom
Podľa spôsobu vedenia horáka a prídavného materiálu v závislosti od smeru zvárania rozlišujeme:
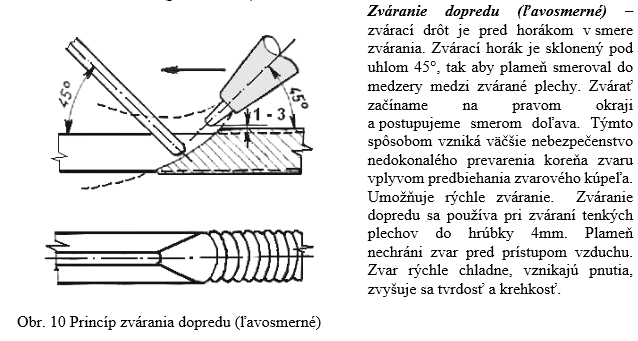
-zváranie dopredu (ľavosmerné) obr. 10
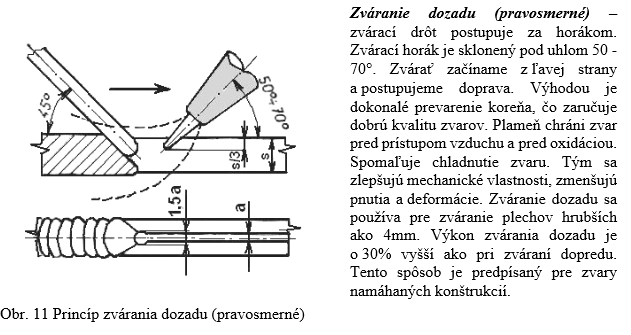
-zváranie dozadu (pravosmerné) obr. 11
Príprava zvarových plôch pre zváranie plameňom
Na kvalitu zvarových spojov má v nemalej miere vplyv aj predúprava zvarových plôch. Príprava predpokladá očistenie povrchu v mieste zvárania a vhodnú úpravu zvarových plôch v závislosti od hrúbky materiálu. Očistenie zvarových plôch sa realizuje mechanickými, a chemickými spôsobmi.
Prípravu zvarových plôch predpisuje STN EN ISO 9692-1.
Prídavné materiály pre zváranie plameňomsú definované podľa STN EN 12536
Pre zváranie plameňom sa používajú prídavné materiály vo forme drôtu dodávaného v kotúčoch alebo tyčkách metrovej dĺžky s priemerom f 1,6; 2; 2,5; 3,15; 4; 5, 6 a 8 mm.
Priemer prídavného drôtu závisí od hrúbky zváraného základného materiálu.
Prídavný materiál sa označuje napr. : drôt EN 12536 – O III
O = označenie drôtov pre zváranie plameňom
III = symbol pre chemické zloženie drôtu / od I po VI /
Zvariteľnosť je definovaná ako spôsobilosť materiálu vytvoriť zváraním pri určitých technologických podmienkach, zvarové spoje požadovaných vlastností. Zvariteľnosť sa všeobecne hodnotí posudzovaním degradácie celistvosti a vlastností zvarového spoja v porovnaní s neovplyvneným základným materiálom. Vlastnosti, ktoré sú pre hodnotenie degradácie smerodajné sa považujú za ukazovatele zvariteľnosti.
Na hodnotenie zvariteľnosti používajú dve skupiny ukazovateľov:
Ukazovatele celistvosti zvarových spojov, charakterizujúce odolnosť zvarových spojov voči vzniku trhlín a iných neprípustných chýb.
Ukazovatele vlastnosti zvarových spojov, charakterizujúce zmeny jednotlivých vlastností kovu v oblasti zvarového spoja v dôsledku zvárania.
Ukazovatele celistvosti zvarových spojov rozlišujeme podľa štyroch základných typov trhlín na:
a) Horúce trhliny, označované tiež ako trhliny za tepla, sú trhliny, ktoré vznikajú pri ochladzovaní zvarových spojov pri vysokých teplotách. V oceliach vznikajú nadteplotou 850 °C. Podľa súčasnej klasifikácie rozlišujeme tri typy horúcich trhlín vo zvarových spojoch.
kryštalizačné (solidifikačné) vznikajú vo zvarovom kove v priebehu jeho tuhnutia (kryštalizácie),
likvačné - vznikajú vo vysoko vyhriatom (podhúsenicovom) pásme teplom ovplyvnenej oblasti základného materiálu, alebo aj zvarového kovu pri viac húsenicovom zvare,
polygonizačné, označované tiež ako trhliny z poklesu ťažnosti, môžu vznikať rovnako ako likvačné v teplom ovplyvnenej oblasti základného materiálu alebo zvarového kovu a pri nižšej teplote (~850°C). Polygonizačné trhliny sú však charakteristické len pre vysokolegované austenitické ocele a Ni-zliatiny.
b) Studené trhliny nazývané tiež vodíkom indukované trhliny, ak vznikajú po určitom čase od skončenia zvárania nazývajú sa oneskorené trhliny) – vznikajú pri teplotách pod 300°C v TOO a v jedno a viac vrstvových spojoch vyššej pevnosti. Pravdepodobnosť ich vzniku stúpa prítomnosťou martenzitických a bainitických štruktúr vo zvarovom kove či TOO. Ich vzniku pomáha vysoká koncentrácia vodíka v ZK a TOO, do ktorých sa H dostáva z tuhosť upnutia, ktorá po zváraní vyvolá vznik kontrakčných napätí vo zvarovom spoji.
c) Lamelárne trhlinysú typom defektu v oblasti zvarového spoja, ktorý sa môže vyskytnúť vtedy, ak je oblasť TOO namáhaná pri zváraní v smere hrúbky plechu. Tieto trhliny sa väčšinou vyskytujú na konci TOO alebo v základnom materiáli. Trhliny majú kaskádovitý (stupňovitý) tvar, väčšinou rovnobežný s povrchom plechu. Môžu v oblasti zvarových spojov iniciovať dvoma spôsobmi:
1exogénne, z defektu iného typu, napr. z horúcej mikrotrhliny,
2endogénne, ak vzniká následkom vysokého namáhania v smere osi z štiepenia.
d) Žíhacie trhlinysú interkryštálové trhliny vo vysokovyhriatom pásme teplom žíhania zvarových spojov na zmenšenie vnútorných napätí. Rozlišujú sa dva základné typy žíhacích trhlín:
1.nízkoteplotné – (vyskytujú sa v rozsahu 200°C až 300°C) ,
2.vysokoteplotné - (vyskytujú sa pri teplotách nad 300°C), ich príčinou je vyčerpanie plasticity kritickej zóny teplom ovplyvnenej oblasti v priebehu žíhania, presnejšie, v priebehu relaxácie zvyškových napätí. Špeciálnym prípadom vysokoteplotných žíhacích trhlín sú podnávarovétrhliny, ktoré sa prednostne vyskytujú v hrubozrnnej teplom ovplyvnenej oblasti vyhriatej vplyvom susedného návaru na teplotu tesne pod ACl. Sú orientované pod uhlom 45 až 90° k smeru navárania. Vznikajú počas navárania páskovou austenitickou elektródou.
Vo zvarových spojoch vznikajú prevažne kombinácie trhlín napr. likvačné + studené, likvačné + žíhacie alebo studené a lamelárne. Aké ukazovatele celistvosti zvarových spojov je potrebné skúšať pre jednotlivé triedy tvárnych ocelí (tr. 10 až 17) a odliatky, (tr. 42 6 až 42 9).
Ukazovatele mechanických vlastnosti zvarových spojov sú:
pevnosť zvarového spoja,
vrubová húževnatosť a jej prechodová teplota v teplom ovplyvnenej oblasti,
tvrdosť zvarového spoja.
Okrem ukazovateľov mechanických vlastností sem patria aj ukazovatele špeciálnych vlastnosti zvarových spojov:
-odolnosť proti krehkému lomu,
-únavové charakteristiky,
-korózna odolnosť,
-odolnosť proti radiačnému poškodeniu,
-žiaropevné a žiaruvzdorné vlastnosti a pod.
Zvarové spoje musia byť celistvé. Najnebezpečnejšími necelistvosťami sú trhliny, ktoré pôsobia svojím vrubovým účinkom ako koncentrátory napätia a môžu sa šíriť ďalej náhle (krehký lom) alebo postupne (únavový lom).
Zvariteľnosť ocele je veľmi dobrá, ak je možné jednoducho, bez obmedzujúcich podmienok získať zvarové spoje požadovaných vlastností. Naopak, ak pri zváraní musíme použiť obmedzujúce podmienky (predhrev, limitovanie merného tepelného príkonu atď.), hovoríme, že materiál má obmedzenú zvariteľnosť.
Zvariteľnosť je možné rozdeliť na:
Metalurgickú – z hľadiska fyzikálnych, chemických, metalurgických a metalografických zmien, vyvolaných zváracím tepelným cyklom. Rozhodujúci vplyv na zvariteľnosť má chemické zloženie zváraného materiálu.
Technologickú – vplyv konkrétnej zváračskej technológie a jej parametre (spôsob zvárania, prídavné materiály, tepelný príkon, postup kladenia vrstiev zvaru, tepelný režim zvárania, tepelné spracovanie zvarového spoja).
Konštrukčnú – patrí sem hrúbka zváraného materiálu, umiestnenie, veľkosť, tvar zvaru, tvar a príprava zvarových plôch, podmienky stavu napätosti, deformácií, pnutí a pod.
Operatívna – napr. možnosti manipulácie so zvarencom. Skompletizovanie konštrukčného uzla až na mieste jeho inštalácie (časti mostov, lodí a pod.).
Dňa 04.03.2025 sa uskutočnila akcia s názvom Katedrovica našich študentov zo študijného programu PPSV Ing. 1. a 2. ročník. Radi by sme sa týmto poďakovali za užasnú atmosféru a skvelú zábavu.
V dňoch 02 až 05.11.2024 sa na Táloch uskutočnila konferencia KSIT 2024. Stretli sa na nej odborníci z oblasti hutníctva, metalurgie a priemyslu zo Slovenska, Českej republiky, Poľska či Rumunska. Podujatie bolo zároveň oslavou tridsiateho výročia založenia vedeckého časopisu Acta Metallurgica Slovaca.
Ing. Samuel Vilkovský sa v rámci doktorandského štúdia zúčastnil jednomesačného pobytu v rámci Erasmus+ Traineeship na Strojníckej fakulte Univerzity v Ľubľane, Slovinsko, ktoré mu rozšírilo doterajšie poznatky o ďalšie akademické príležitosti. V rámci uvedeného pobytu na tejto fakulte sa tiež upriamil na budúcu vedeckú spoluprácu s touto univerzitou v oblasti tvárnenia pod vedením prof. Pepelnjaka. Svoje doterajšie poznatky z oblasti simulácií tvárniacich procesov rozšíril o možnosti využívania neurónových sietí (Neural Network) a metódy Random Forest, ktoré prispeli k novému pohľadu na nové moderné výskumné techniky a metodológie. Jeho ďalšie skúseností zo svojho pobytu na univerzite v Ľubľane p. Ing. Vilkovského si môžete prečítať kliknutím na link nižšie.
Dňa 21.05.2024 navštívili zástupcovia spoločnosti Sumitomo DEMAG Ústav technologického a materiálového inžinierstva na Strojníckej fakulte TUKE. Táto spoločnosť prezentovala špičkové riešenia v oblasti technológie vstrekovania plastov, vrátane reálnej ukážky na vstrekovacom stroji. Prezentácia bola určená ako pre zamestnancov Ústavu technologického a materiálového inžinierstva, tak aj pre študentov a rovnako pre zástupcov rôznych firiem z KE a okolia. Svojimi odbornými znalosťami z oblasti vstrekovania plastov poukázala na najnovšie trendy, nástroje, ako aj funkcie a riadiace panely zobrazujúce celý proces vstrekovania. Jednou z mnohých funkcií bolo oboznámenie sa s tzv. funkciou activeMeltControl, ktorá prispôsobuje vstrekovací proces zmenám materiálu (vrátane regranulátu), automatickej úprave tlaku, či korekcii kolísania hmotnosti výlisku.
Dňa 14.02.2024 navštívili zástupcovia spoločnosti Volvo Cars Ústav technologického a materiálového inžinierstva na Strojníckej fakulte TUKE. Zaujímali sa o študijné programy orientované na problematiku automobilovej výroby, vedecko-výskumnú činnosť a možnosti vzájomnej spolupráce. Prebehla diskusia o možnosti uplatnenia našich absolventov v rámci spoločnosti. Množstvo študijných programov našej fakulty ponúka širokú škálu absolventov, ktorí môžu nájsť uplatnenie v novo vznikajúcej spoločnosti vo Valaliky Industrial park. V nasledujúcom období zástupcovia spoločnosti Volvo Cars navštívia laboratóriá a pracoviská Strojníckej fakulty.
Dňa 29.11.2023 sa konala exkurzia pre študentov Bc. štúdia TMaISV vo firme TRUMPF Košice, ktorá prezentovala študentom prácu na jednotlivých strojoch, ako aj samotné výhody a nevýhody uplatnenie lasera v procesoch výroby.
Dňa 15.11.2023 sa konala exkurzia pre študentov Ing. štúdia PPSV vo firme U. S. Steel Košice, Labortest, ktorá prezentovala študentom realizáciu rôznych chemických analýz, skúšok, rozborov a stanovenia fyzikálnych a mechanických vlastností materiálov.
Dňa 17.10.2023 (utorok) sa uskutoční na Mäsiarskej ulici 74, 1. poschodie, učebňa S12, v čase od 10:50 do 12:20 hod. prednáška/workshop odborníka z praxe z firmy BSH Michalovce.
Oznam pre študentov
Vážení študenti, Siemens Digital Industries Software a SOVA Digital Vás srdečne pozývajú dňa 11. októbra 2023 o 15:15 hod. na stretnutie k téme: Nová generácia vývoja výrobkov pre dnešných inžinierov v platforme Solid Edge.
V dňoch 06-08.09 2023 sa uskutoční medzinárodná vedecká konferencia PRO-TECH-MA 2023 a Košický summit inovácií a technológií "KSIT 2023" na mieste Košice - ÚVZ Herľany.
V dňoch 23-24.06 2022 sa uskutočnila medzinárodná konferencia PRO-TECH-MA 2022 s názvom PROGRESSIVE TECHNOLOGIES AND MATERIALS IN MECHANICAL ENGINEERING na mieste Nowe Depułtycze, Chełm, Poľsko.
Medzinárodná konferencia NEWEX o spracovaní kompozitných a nanokompozitných materiáloch
V dňoch 02-04.05 2022 sa uskutočnila medzinárodná konferencia organizovaná v rámci projektu H2020 NEWEX s názvom Výskum a vývoj novej generácie strojov na spracovanie kompozitných a nanokompozitných materiálov na mieste Funchal, Madeira, Portugalsko. Na konferencii odznelo niekoľko hlavných prednášok a prezentácií výskumníkov v rámci výskumnej a vzdelávacej siete NEWEX H2020, financovanej Európskou komisiou prostredníctvom projektu Marie Skłodowska-Curie Actions of H2020, Research and Innovation Staff Exchange (RISE).
Viac fotiek nájdete vo fotogalérií: NEWEX konferencia
Seminár Simulating Manufacturing
Dňa 24.03 2022 sa uskutočnil seminár v priestoroch zasadačky našej katedry KTMaPPV Mäsiarska 74, ktorý bol zameraný na Simulating Manufacturing pomocou nasledovných produktov:
Študenti KTMaPPV absolvovali v rámci štipendijného programu CEEPUS študijný pobyt na univerzite Politechnika Svietokrzyska v Kielcach v Poľsku. V rámci dvojtýždňového pobytu mali možnosť absolvovať zaujímavé prednášky, navštíviť centrum laserových technológií, viaceré laboratóriá, ale aj spoznať mesto a jeho okolie v rámci voľného času. V rámci letnej školy navštívili aj 25. ročník výstavy PLASTPOL.
Študenti 2.ročníka inžinierskeho štúdia študijného programu PPSV absolvovali v rámci štipendijného programu CEEPUS študijný pobyt na univerzite Politechnika Świętokrzyska v Kielcach v Poľsku. V rámci dvojtýždňového pobytu mali možnosť absolvovať zaujímavé prednášky, navštíviť centrum laserových technológií, ale aj spoznať mesto a jeho okolie v rámci voľného času.
V dňoch 15 - 17.09 2019 sa uskutoční medzinárodná vedecká konferencia v Herľanoch. Pozvaní sú všetci záujemcovia zo Slovenska a zo zahraničia. Bližšie informácie nájdete na stránke:
Dňa 20. marca 2019 sa konalo v Univerzitnej knižnici Technickej univerzity v Košiciach podujatie s názvom ,,Deň otvorených dverí", ktorého sa zúčastnila široká vedecká i laická verejnosť ako aj študenti a učitelia stredných škôl. V rámci podujatia Dňa otvorených dverí, zamestnanci Katedry strojárskych technológií a materiálov informovali o možnostiach štúdia Bc. študijného programu Technológie, manažment a inovácie strojárskej výroby ako aj o poznatkoch, ktoré môžu študenti získať a potom uplatniť v praxi po vyštudovaní ďalších študijných programov na KSTaM.
Dňa 25-26.02.2019 sa konalo na KSTaM stretnutie manažmentu a workshop v rámci medzinárodného projektu NEWEX s názvom „Výskum a vývoj novej generácie strojov pre spracovanie kompozitných a nanokompozitných materiálov“, kde ide o návrh a výrobu nového inovatívneho vytlačovacieho stroja. Realizácia tohto projektu podporuje skutočnú spoluprácu medzi priemyslom a školstvom, ktorá má kľúčový význam z hľadiska európskej stratégie rozvoja vo výskumnej oblasti.
STEEL Park
Kreatívna fabrika Na našej katedre pod vedením prof. Ing. Emila Spišáka, CSc. a Ing. Juraja Hudáka, CSc. ako aj ďalších pedagógov, pracovníkov a študentov a garantom projektu U.S. Steel Košice bol postupne pripravovaný a realizovaný jeden z exponátov - výroba autíčka z oceľového plechu.
Dňa 19.3.2015 sa konala súťaž študentov SjF TU v Košiciach v programovaní CNC strojov. Pripravila ju Katedra počítačovej podpory technológií a Katedra strojárskych technológií a materiálov pod záštitou dekana Strojníckej fakulty Dr.h.c. mult. prof. Ing. Františka TREBUŇU, CSc.
Konferencia
V dňoch 7. a 9. 10. 2015 sa uskutočnila medzinárodná vedecká konferencia Pro-tech-ma 2015 a Povrchové inžinierstvo 2015, ktorú organizovala Katedra strojárskych technológií a materiálov v spolupráci s univerzitami Politechnika Rzeszowska a POlitechnika Lubelska z Poľks. Konferencia sa konala v hoteli Hubert v Gerlachove v prostredí Vysokých Tatier.
EUR-ACE akreditácia študijného programu Počítačová podpora strojárskej výroby
Akreditáciou EUR-ACE získa vysoká škola značku EUR-ACE, ktorá jej umožňuje zaradiť sa medzi popredné európske univerzity a vysoké školy, ktoré túto značku už získali. Študentom poskytuje istotu, že absolvovaním EUR-ACE akreditovaného štúdia, budú spĺňať najprísnejšie kritériá kladené na absolventov v európskej podnikovej praxi. Značka EUR-ACE garantuje, že jej držiteľ spĺňa náročné kritériá, ktoré sa týkajú nielen organizácie, ale aj obsahu a výstupov študijného programu.
Kalendár
Žiadna udalosť nie je v kalendári
Jún 2023
pon
uto
str
štv
pia
sob
ned
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Zváračská škola
"Ideas alone have little worth. The value of innovation lies in its practical implementation"
Werner von Siemens (in letter to his brother Carl, 1865)
Mäsiarska 74 040 01 Košice - staré mesto Slovenská republika
Kontakt
Katedra technológií, materiálov a počítačovej podpory výroby Ústav technologického a materiálového inžinierstva Strojnícka fakulta Technická univerzita v Košiciach
Vedúci katedry a riaditel ústavu: prof. Ing. Emil Spišák, CSc. tel.: 055/602 3502 e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.
Sekretariát: Ing.Eva Krupárová tel.: 055/602 3502 e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.




















{kind=link}