Množstvo výskumných úloh riešených pre prax, pri ktorých využívame pokročilé stroje a zariadenia, ktorými katedra disponuje.
CNC obrábanie
Katedra disponuje viacerými softvérovými balíkmi pre programovanie a riadenie CNC strojov ako sú napr. Siemens Sinumerik, Heidenhain, Mach3, SolidCAM, Siemens NX a veľa ďalších.
3D tlač
3D tlač, alebo rapid prototyping je jednou z najrevolučnejších technológií posledných rokov, ktorej sa predpovedá významné postavenie v priemysle. Táto technológia je na našej katedre už niekoľko rokov a boli sme priekopníci tejto technológie v rámci celej fakulty.
Tvárnenie
Najmodernejšie zariadenia pre výskum tvárnenia sa v značnej miere využívajú aj v procese výuky, kde sa študenti oboznamujú okrem teoretických znalostí aj s ich praktickou aplikáciou.
Praktické vyučovanie
Nie sme len "tvrdými teoretikmi", ale ponúkame ti spoločne sa podieľať pri riešení projektov v rámci výskumných tímov pracujúcich v rôznych technologických oblastiach.
CERTIFIKÁCIA
Solidworks:
Certifikačné skúšky pre študentov
CAX SIMULÁCIE
Pri výučbe, výskume a riešení úloh pre prax využíváme viaceré CAx systémy.
Katedra technológií, materiálov a počítačovej podpory výroby je súčasťou Ústavu technologického a materiálového inžinierstva Strojníckej fakulty Technickej univerzity v Košiciach. V súčasnosti je oblasť výuky na našej katedre zameraná na dostupné konvenčné a progresívne technológie výroby súčiastok v strojárskej výrobe ako aj na využitie CAx technológií pri navrhovaní a optimalizovaní výrobných postupov. Náplňou predmetov je teória a technológia obrábania, plošného i objemového tvárnenia, spracovania plastov, zvárania a povrchových úprav. Obsah predmetov zahŕňa návrhy technologických postupov, výrobnej techniky, návrh a konštrukciu prípravkov a nástrojov, experimentálne metódy v strojárskej technológii, progresívne spôsoby výroby výrobkov, navrhovanie a konštrukciu foriem pre plastové výlisky, simulácie zatekania taveniny do dutiny formy, mechanizáciu a automatizáciu výroby. V rámci uplatňovania jednotlivých metód a návrhov pri rôznych technologických postupoch používame CAD/CAM/CAE systémy, simulačné programy ako napr. PAM-STAMP, SolidCAM, Moldex 3D a iné. V rámci nášho pracoviska vyvíjame, alebo sa podieľame na výskume v oblasti tvárnenia, zvárania, obrábania, spracovania plastov, povrchových úprav, tenkých vrstiev a množstva ďalších s cieľom podporiť priemyselné prostredie a zabezpečiť jeho trvalý udržateľný hospodársky rozvoj. Snažíme sa byť vždy ústretoví a otvorení možným príležitostiam pre novú spoluprácu. V prípade akýchkoľvek informácií nás prosím neváhajte kontaktovať.
Príďte k nám študovaťprogresívne študijné programy.
Technológie, manažment a inovácie strojárskej výroby
Газове зварювання (за способом 311 - марковані відповідно до EN ISO 4063) - це зварювання плавленням, при якому джерелом тепла для плавлення зварюваного і присадкового матеріалу є полум'я, в якому горить суміш горючого газу і газу, що підтримує горіння.
Гази, що використовуються для зварювання:
- горючі гази,
- гази, що підтримують горіння.
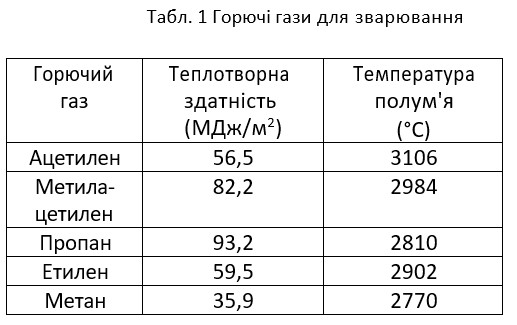
Легкозаймисті (горючі) гази - це гази, які горять за наявності повітря або кисню. Окрім водню та оксиду вуглецю, горючими газами є вуглеводні, найвідоміші з яких представлені в таблиці 1.
Ацетилен(C2H2) — горючий вуглеводневий газ із характерним запахом. Це безбарвний, неотруйний газ, легший за повітря. На практиці цей газ найчастіше використовують для зварювання, через найвищу температуру полум'я. З киснем і повітрям утворює вибухову суміш у широкому діапазоні концентрацій. Температура його спалахування становить 305°C. Його отримують шляхом розкладання карбіду кальцію під дією води у ацетиленових генераторах. Молекула ацетилену не дуже стабільна. У разі пожежі або удару тиску він розкладається на вуглець і водень. Збільшення об'єму при розкладанні призводить до вибухової реакції з можливими руйнівними наслідками.
Він поставляється розчиненим в ацетоні в балонах, як кисень. На відміну від кисню, балони не порожні всередині, а наповнені пористою речовиною, яка зупиняє можливе розкладання ацетилену. У 50-літровий балон додають 18 кг ацетону або диметилформаміду, які служать розчинниками. Вміст ацетилену в балоні становить 10 кг. Балони наповнюють під тиском 1,8 МПа. Максимальний робочий тиск ацетилену може становити 150 кПа.
Газами, що підтримують горіння, є повітря і кисень.
Повітря являє собою суміш азоту, кисню, інертних газів і вуглекислого газу. Основними компонентами є азот (78%) і кисень (21%). Температура полум'я, суміші горючого газу і повітря недостатня для зварювання, але вона широко використовується при паянні і нагріванні матеріалів.
Кисень O2 є безбарвним, без смаку і запаху, нетоксичним газом, що підтримує горіння. Його отримують шляхом поділу зрідженого повітря за допомогою низькотемпературної ректифікації та електролізу води. Кисень зріджується при температурі -183 °C. Він переходить у твердий стан при -218,9 °C. Найважливішою властивістю кисню є його реакційна здатність. Є кілька елементів, з якими кисень не зв'язується. У збагаченому киснем середовищі процеси окислення і горіння відбуваються значно швидше, ніж на повітрі.Через сильний окислювальний ефект він не повинен контактувати з мастилами органічного походження. Радикальне окислення мастил може призвести до їх займання і вибуху.Постачається газ у газоподібному або рідкому вигляді в сталевих балонах об'ємом 6 м3 під тиском 20 МПа.
Процес газового зварювання
Під час зварювання основний (зварюваний) матеріал і додатковий матеріал повинні бути розплавлені теплом. Необхідне тепло для зварювання виділяється спалюванням горючого газу (ацетилену) з киснем.
У полум'ї відбуваються наступні екзотермічні первинні та вторинні хімічні реакції.
Первинне горіння суміші ацетилену і кисню:
C2H2 + O2 = 2CO + H2 + 21134,2 кДж.м-3(4.1)
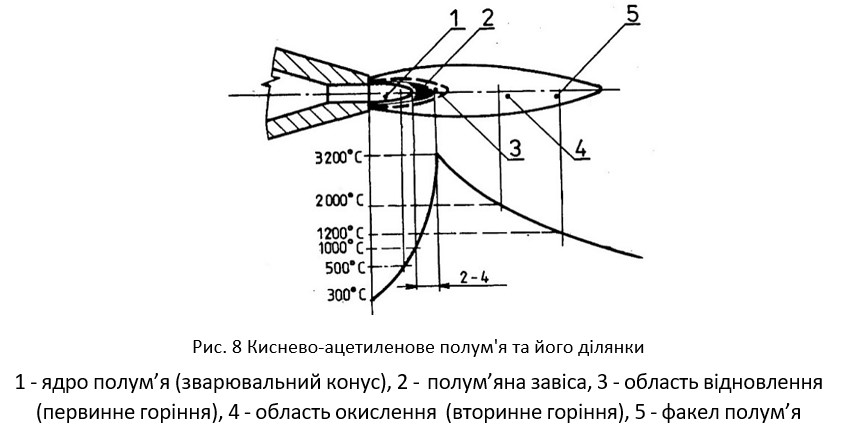
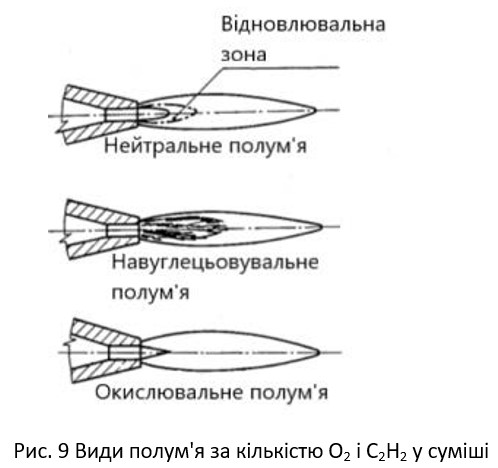
Первинна фаза горіння - так зване неповне згоряння. Воно проходить навколо поверхні конічної серцевини полум’я. На відстані до 10 мм від верхньої частини серцевини є зона полум’я з негативним відновлювальним впливом на зварювальну ванну. Ця зона відновлення захищає зварювальну ванну від атмосферного кисню.
Вторинні хімічні реакції з навколишнім середовищем, які створюють зовнішню область полум’я:
CO + ½ O2 + 2N2 = CO2 + 2N2 + Q (4.2)
H2 + ½ O2 + 2N2 = H2O + 2N2 + Q (4.3)
C + ½ O2 + 2N2 = CO + 2N2 + Q (4.4)
Усі ці реакції є екзотермічними.
Вторинна стадія горіння - повне згоряння. Вона оточує зону відновлення полум'я. Для спалювання продуктів з цієї області, використовується кисень з навколишньої атмосфери. Її також називають областю окислення полум'я. Вона утворює факел полум'я і здійснює окислювальну дію на зварювальну ванну.
Види киснево-ацетиленового полум'я
Ми поділяємо киснево-ацетиленове полум'я за двома основними аспектами
- за співвідношенням суміші газів, або за кількістю O2 і C2H2 в суміші
- за швидкістю виходу суміші O2 і C2H2 з пальника.
За співвідношенням суміші газів:
Нейтральне полум'я - має співвідношення газів O2:C2H2 1-1,2: 1. Зварювальний конус різко виражений із закругленим кінцем. Найбільш поширене його застосування для звичайного зварювання. Не змінює хімічний склад зварюваного металу.
Навуглецьовувальне полум'я - при надлишку ацетилену зварювальний конус покривається білою вуалю. Довжина вуалі залежить від надлишку ацетилену. Полум'я навуглецьовує розплавлений метал. Зварний шов крихкий, твердий і пористий. Застосовується для зварювання алюмінію, магнію та їх сплавів, також використовується для зварювання твердих металів і для навуглецьовування.
Окислювальне полум'я - при надлишку кисню зварювальний конус коротший і при надлишку кисню забарвлюється в синьо-фіолетовий колір. Надлишок кисню спалює CO до вуглекислого газу, а область відновлення звужується, доки вона повністю не зникне, і полум’я стає окислювальним. Застосовується для зварювання латуні і деяких видів бронзи.
За швидкістю виходу полум'я:
М'яке - вихідна швидкість 70 – 100 м.с-1, нестабільне, схильне до затухання, використовується мінімально.
Середнє - вихідна швидкість 100 – 120 м.с-1, стабільне, має достатній динамічний ефект, гарантує хорошу якість зварювання та достатню продуктивність.
Гостре - вихідна швидкість > 120 м.с-1, полум'я має великий динамічний вплив на зварювальну ванну і на збільшення теплового впливу. Вища продуктивність зварювання відбувається за рахунок якості зварювання.
Способи газового зварювання
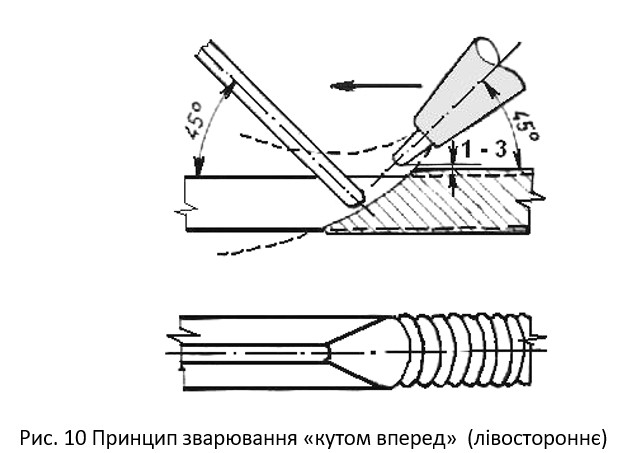
За способом направлення пальника і додаткового матеріалу в залежності від напрямку зварювання розрізняють:
зварювальний дріт знаходиться перед пальником у напрямку зварювання. Зварювальний пальник нахиляють під кутом 45º так, щоб полум'я було спрямоване в зазор між листами, що зварюються. Розпочинаємо зварювання з правого краю і переходимо до лівого. Таким чином, існує більша небезпека неповного проплавлення кореня зварного шва через обтікання зварювальної ванни, виконується швидке зварювання. Зварювання «кутом вперед» використовується при зварюванні тонких листів товщиною до 4 мм. Полум'я не захищає зварний шов від доступу повітря. Зварний шов швидко охолоджується, виникають напруження, підвищується твердість і крихкість.
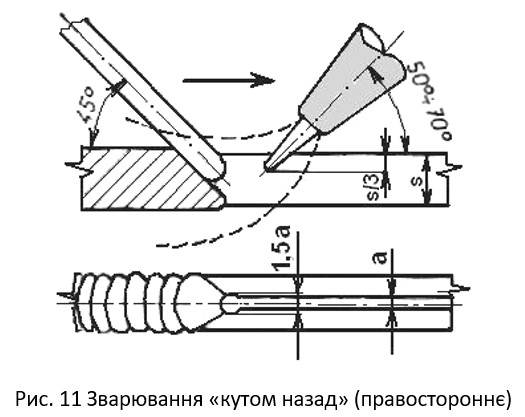
Зварювання «кутом назад
зварювальний дріт рухається за пальником. Зварювальний пальник нахиляють під кутом 50 - 70º. Розпочинаємо зварювання з лівого боку і переходимо до правого. Перевагою є повне проплавлення кореня, що гарантує хорошу якість зварювання. Полум'я захищає зварний шов від доступу повітря і окислення, уповільнює охолодження шва. Це покращує механічні властивості, зменшує напруження та деформації. Зварювання «кутом назад» використовується для зварювання листів товщиною понад 4 мм. Продуктивність зварювання
- кутом назад» на 30% вища, ніж при зварюванні
- кутом вперед». Цей метод призначають для зварних швів напружених конструкцій.
Підготовка зварних поверхонь до газового зварювання
На якість зварних з'єднань істотно впливає також попередня обробка зварних поверхонь. Підготовка передбачає очищення поверхні в місці зварювання та відповідну обробку зварних поверхонь в залежності від товщини матеріалу. Очищення зварних поверхонь проводять механічним і хімічними методами. Підготовка зварних поверхонь передбачена стандартом STN EN ISO 9692-1.
Додаткові матеріали для газового зварювання визначаються згідно з STN EN ISO 20378.
Для газового зварювання використовуються присадні матеріали у вигляді дроту, що постачається в прутками діаметром ø 1,6; 2; 2,5; 3.15; 4; 5, 6 і 8 мм. Діаметр присадкового дроту залежить від товщини основного матеріалу, що зварюється.
Додатковий матеріал вказано напр. : дріт STN EN ISO 20378 – O III:
O = позначення дроту для газового зварювання;
III = символ хімічного складу дроту / від I до VI /.
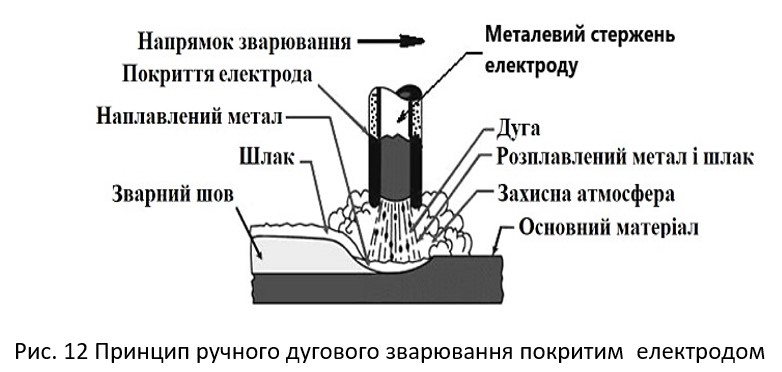
Ручне дугове зварювання (РДЗ) покритим електродом, відоме в усьому світі, як MMAW (Manual Metal Arc Welding) і відповідно до STN EN ISO 4063, позначається, як метод 111 зварювання плавленням. Джерелом тепла є електрична дуга, яка під час зварювання горить між торцем оплавленого покритого електрода та основним матеріалом (рис. 12). Присадний матеріал (електрод з покриттям) складається з металевого стержня та покриття. Під час горіння електричної дуги покриття поступово плавиться і у вигляді крапель переходить у зварювальну ванну, утворюючи значну частину наплавленого металу.
Металургійні процеси під час РДЗ
Найбільший вплив на перенесення металу від плавкого електрода до зварювальної ванни мають силові дії струму, хімічні реакції, поверхневий натяг і динамічні газові сили. Ці фактори мають вирішальний вплив на розбризкування наплавленого металу, глибину зварного шва та загальну якість зварного з’єднання. Виходячи з процесу утворення, відривання і переміщення крапель металу в дузі, перенесення металу може бути без короткого замикання та з коротким замиканням.
У випадку зварювання без короткого замикання краплі металу плавкого електроду переміщуються через електричну дугу в зварювальну ванну.
При короткому замиканні (характерному для ручного дугового зварювання) підростаюча крапля розплавленого електродного металу вступає в контакт з основним металом до того, як вона відокремиться від електроду.
Розмір крапель розплавленого металу під час зварювання залежить від величини зварювального струму, матеріалу стержня електроду та покриття електроду.
Коли краплі проходять через електричну дугу, вуглець, кремній і марганець частково згоряють, а небажані кисень, азот і водень потрапляють у зварний шов.Кількість теплоти в процесі зварювання використовується для розплавлення основного (зварюваного) матеріалу, присадного матеріалу (електроду), випаровування металу, вигоряння елементів у навколишнє середовище.
Параметри ручного дугового зварювання
На форму, розмір і якість зварного з'єднання впливають:
-величина зварювального струму (Iz);
-напруга на дузі (Uzv);
-вид зварювального струму і полярність підключення;
-швидкість зварювання (Vzv);
-покриття електрода та його діаметр;
-товщина зварюваного матеріалу.
Зварювальний струм
Його величина залежить від діаметру електродів, товщини зварюваного матеріалу, рівня легування електродів, покриття електродів, місця зварювання та геометричної форми розроблення кромок у місці зварювання.
Величина зварювального струму Iz в залежності від діаметру d металевого стержня електроду розраховується зі співвідношення:
- для електродів з кислим покриттям
Iz = 50.d [A] (1)
- для електродів з основним і рутиловим покриттям
Iz = 40.d [A] (2)
Зварювальні струми нижчі приблизно на 10-30% потребують високолегованих електродів (наприклад, аустенітних) через вищий електричний опір стержня електроду, який перегрівається та погіршує функцію покриття, а також з металографічних причин (вигоряння сплавів, утворення гарячих тріщин тощо).
Перевищення зварювального струму вище значень, рекомендованих виробником, погіршує експлуатаційні властивості електродів і якість наплавленого металу. Зі збільшенням Iz, зростає глибина проплавлення та швидкість плавлення присадкового матеріалу. Зі зниженням зварювального струму знижується стабільність горіння дуги, зменшується глибина проплавлення і знижується продуктивність зварювання.
Зварювальна напруга
Величина зварювальної напруги при РДЗ залежить від довжини зварювальної дуги, її електрофізичних властивостей і густини струму. Довжина зварювальної дуги безперервно регулюється зварником шляхом ручної подачі електроду в осьовому напрямку до місця зварювання, компенсуючи таким чином його оплавлення. Якщо довжина дуги зменшується до мінімального значення lmin, електрод прилипає до основного матеріалу, і дуга гасне. Якщо довжина дуги перевищує максимальне значення lmax, порушується газовий захист дуги, з’являються пори в наплавленому металі, знижується стабільність дуги (наприклад, дуття дуги над поверхнею), а потім зварювальна дуга згасне.
Оптимальна довжина дуги дорівнює діаметру стержня електроду для електродів з кислим покриттям, а для основних електродів довжина дуги становить 0,5 діаметра стержня електроду. При зварюванні електродами з основним покриттям застосовують напругу 20-25 V, електродами з кислим покриттям - 28-32 V.
Вид зварювального струму і полярність електроду
При зварюванні можна використовувати:
-- постійний струм (найчастіше використовується при РДЗ);
-- змінний струм.
Електроди з основним і рутиловим покриттями для зварювання нержавіючих матеріалів підключаються до позитивного полюса (зворотня полярність). Звичайні електроди з рутиловим і кислим покриттями підключаються до негативного полюса (пряма полярність).
При зварюванні на зворотній полярності змішування наплавленого металу з основним матеріалом погіршується. При зварюванні на прямій полярності збільшується глибина шва.
Швидкість зварювання
Швидкість руху електроду має великий вплив на якість шва. Разом зі зварювальним струмом і напругою вона безпосередньо пов'язана з питомою теплоємністю зварювання, яка має вирішальний вплив на деформації та залишкові напруження в зварних швах. Швидкість зварювання також опосередковано залежить від розміру зварювальної ванни, типу і діаметру електродів. При високій швидкості зварювання утворюється тонкий пористий валик з великою кількістю домішок і недостатньою міцністю. При низькій швидкості зварювання відбувається перегрів розплавленого металу і значний термічний вплив на зварюваний матеріал. На практиці електрод коливається в сторони, що розподіляє надходження зварювального тепла в сторони на більшу площу матеріалу. Швидкість подачі електроду в зварювальну ванну залежить від швидкості плавлення електроду.
Діаметр електроду
Діаметр електроду тісно пов'язаний зі зварювальним струмом. При його виборі необхідно враховувати:
- положення зварювання - (в положеннях PC, PD, PE, PF виникають проблеми з формуванням металу шва, для електродів з основним і рутиловим покриттям зварювання виконується з макс. діаметром 4 мм, а для електродів з кислим покриттям макс. діаметр 3,2 мм);
- товщину зварюваних матеріалів - (діаметр електроду повинен бути менший товщини зварюваних матеріалів);
-- необхідну продуктивність зварювання - (вибираються більші діаметри електродів і зварювання виконується в положенні PA);
- доступність електрода до місця зварювання;
- ширину кореневої щілини - (менші діаметри електродів переважно використовуються для кореневих шарів).
Електрична дуга запалюється шляхом контакту (замикання) електроду до зварюваного матеріалу та його віддалення на певну відстань. Кут нахилу та напрям руху електроду залежать від умов зварювання.
Додаткові матеріали для ручного дугового зварювання
Електроди для ручного дугового зварювання вибирають відповідно до призначення наплавленого металу (несучі шви, шви з особливими властивостями, художнього призначення та ін.). Для зварних швів вибирають електроди, які забезпечують утворення металу шва з схожими або з такими ж властивостями, як і присадні матеріали. Для електродугового зварювання використовують покриті електроди (товсті, середні і тонкі). Електрод для РДЗ складається з стержня і покриття.Стержень виготовляють з дроту, наприклад, з нелегованої, низьковуглецевої сталі для групи нелегованих або низьколегованих електродів, або аустенітної сталі типу 18/8 (Cr/Ni) для групи аустенітних електродів. Умова використання електродів з таким самим або подібним хімічним складом, як у зварювального матеріалу, стає можливою завдяки хімічному складу покриття електроду.
Виробництво покритих електродів
Електродний дріт виготовляють шляхом протягування його через фільєри до встановленого розміру. Дріт після волочіння декапують для видалення окалини, бруду та мастила. Його правлять, а потім розрізають на стандартні відрізки. На електроди виготовлені методом пресування або занурення наносять пакувальний матеріал, який складається з (іонізуючих, газоутворюючих і шлакоутворюючих) компонентів, подрібнених до заданої зернистості. Вони з'єднуються зв'язуючими (рідким склом, крохмалем і гелем) у щільну масу. На електродах перевіряють ексцентриситет нанесеного покриття, потім електроди сушать, маркують і пакують.
Електродне покриття виконує такі функції:
- eлектричну – в покриття додані іонізуючі речовини, які покращують запалювання електричної дуги та стабілізують її горіння. У покриття додані елементи, що підвищують іонізацію електронів: K, Na, Ca, Al і оксиди титану. На стійкість електричної дуги негативно впливає фтор, який поглинає вільні електрони;
- фізичну - забезпечує захист розплавленого металу від доступу О2 і Н2 з навколишньої атмосфери, уповільнює охолодження наплавленого металу, полегшує зварювання на місцях. Він компенсує поверхневі напруження металу шва, покритого шлаком, таким чином сприяючи кращому формуванню металу шва;
- металургійну – захищає розплавлений метал від впливу навколишньої газової атмосфери шляхом створення захисного середовища CO2, частково CO. Цей захист відбувається під час термічної дисоціації карбонатів (CaCO3, MgCO3, BaCO3) відповідно до рівняння CaCO3 = CaO + CO2 або шляхом термічної дисоціації органічних речовин, напр. целюлози.
Забезпечує розкислення металу шва елементами (Mn, Si, Ti, Al, Zr) з більш високою спорідненістю до кисню, ніж Fe. Дозволяє рафінувати метал шва шляхом зменшення вмісту S і P за допомогою Ca або Mn. Сполуки CaS і MnS мають більш відповідну морфологію в металі шва, ніж FeS. Останнім найважливішим металургійним завданням є легування металу шва елементами (C, Mn, Si, Cr, Mo, Ni, V, Al та ін.) За допомогою цих легуючих елементів можна регулювати хімічний склад металу шва, який буде відповідати хімічному складу зварюваних матеріалів. Від шлаку вимагається можливість легкого видалення шлаку з поверхні зварних швів (особливо в корені зварних з’єднань), менша питома вага в порівнянні з металом шва, нижча температура плавлення та в’язкість під час покриття зварного шва.
Класифікація покритих електродів для РДЗ нелегованих і дрібнозернистих сталей визначена в STN EN ISO 2560:визначені STN EN ISO 2560
A = кисле покриття
C = целюлозне покриття;
R = рутилове покриття;
RR = товсте рутилове покриття;
RC = покриття з рутилової целюлози;
RA = кисле рутилове покриття;
RB = покриття на основі рутилу;
B = основне покриття.
Електроди з кислим покриттям (А) – покриття містить SiO2, оксиди заліза та феромарганець. При зварюванні кисле покриття дає можливіть розтікатися металу тонким шаром, тому непридатне для зварювання в просторових положеннях. Завдяки високому вмісту О2 і оксидів, наплавлений метал має найгірші пластичні властивості і міцність порівняно з основним і рутиловим металом шва. Використовуються для зварювання з більшою густиною струму, ніж електроди з покриттями B і R, що забезпечує глибоке проплавлення та вищу швидкість зварювання. Підходить для зварювання на постійному та змінному струмі.
Електроди з органічним покриттям (целюлозні) (С) – покриття містить целюлозу, декстрин, крохмаль, торф та інші органічні речовини.
Електроди з рутиловим покриттям (R) ) – покриття містить рутил (TiO2). Електроди придатні для зварювання у всіх просторових положеннях. Для їх застосування потрібна коротка зварювальна дуга і правильно обрані параметри зварювання. Рутил покращує умови іонізації під час запалювання дуги. Хороша іонізація дозволяє зварювати на змінному струмі. Для зварювання на постійному струмі електрод підключається до полярності +.
Електроди з основним покриттям (В) - покриття містить основні речовини (карбонат кальцію, фтористий кальцій - буре вугілля, феросплави та ін.). На практиці найбільш широко використовуваний тип покриття електрода. Наплавлений метал в'язко-рідкий, що дозволяє зварювати у всіх просторових положеннях. Наплавлений метал володіє високою в'язкістю. Елетроди підходять для зварювання на постійному струмі. Електроди чутливі до вологи в покритті, що може спричинити пористість шва, якщо покриття недостатньо висушене.
Електроди з перехідними видами покриття (RR, RC, RA, RB) - дозволяють отримати універсальні властивості окремих основних типів покриття. Вони забезпечують можливості підвищення міцнісних властивостей із збільшенням експлуатаційних властивостей тощо.
Усі розглянуті електроди чутливі до атмосферної вологи, тому перед зварюванням їх необхідно просушити в сушарці протягом часу, встановленого виробником.
Стандартизовані розміри електродів
Діаметри покритих електродів: f 1,6; 2,0; 2,5; 3.15; 4; 5; 6.3; 8 мм.
Довжина електродів: 150; 200; 250; 300; 350; 450 мм.
Маркування електродів для РДЗ
Повне позначення: ISO 2560 - A* E 46 3 1Ni B 5 4 H5.
Обов'язкова частина: ISO 2560 - A * E 46 3 1Ni B.
Де ISO 2560 - A* = номер стандарту..
E = електрод з покриттям / ручне дугове зварювання;
46 = властивості міцності та пластичності;
3 = властивості ударної в'язкості;
1Ni = хімічний склад металу шва;
B = тип покриття електрода;
5 = продуктивність і тип струму;
4 = положення зварювання згідно з EN 1597– 3;
H5 = вміст водню.
Стандарт ISO 2560 – A - визначає електроди з покриттям на основі межі текучості та мінімальної ударної в'язкості 47 J.
Стандарт ISO 2560 – B - визначає електроди з покриттям на основі міцності на розтяг і мінімальної ударної в'язкості 27 J.
Підготовка зварюваних поверхонь
Зварювані поверхні підготовляють до заданої форми шляхом механічної обробки /токарною обробкою, фрезеруванням, струганням, шліфуванням та ін./ або різанням киснево- ацетиленовим полум'ям.
Основний метал перед зварюванням, якщо він не очищений від мастила, після видалення бруду, повинен бути ретельно знежирений і очищений в місцях майбутнього шва. Зварювальні поверхні зачищають абразивними матеріалами. Мастило і домішки в металі шва негативно впливають на якість (міцність) зварного шва.
Підготовка зварюваних поверхонь передбачена стандартом STN EN ISO 9692-1 "Зварювання та споріднені процеси". Рекомендації щодо спільної підготовки. Частина 1: Ручне дугове зварювання, зварювання в атмосфері захисного газу, газове зварювання, TIG зварювання та електронно- променеве зварювання сталей».
Для товщини листа до 3 мм застосовуються односторонні шви без розроблення крайок. Двостороннє зварювання можливе без розроблення крайок до товщини 6 мм. При використанні електродів глибокого проплавлення ці параметри можна збільшити вдвічі. При виборі V, X, U подібного розроблення крайок вирішальними є товщина матеріалу, наявність і розмір шва.
Зварювання плавким електродом в атмосфері захисного газу
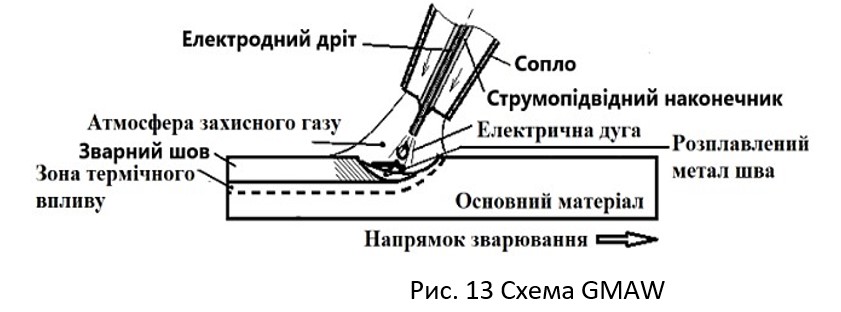
Зварювання плавким електродом в атмосфері захисного газу або технологія, що позначається абревіатурами (MIG - Metal Inert Gas,) / (MAG - Metal Active Gas), або (GMAW - газове дугове зварювання) і на кресленнях згідно з STN EN ISO 4063, як метод 131, або 135 та для порошкових дротів 136 I 138 є технологією зварювання плавленням. Електрична дуга горить між торцем плавкого неперервного електроду і основним матеріалом у захисній атмосфері інертного або активного газу. (Рис. 13).
В електричній дузі в першу чергу відбувається іонізація парів металу з основного і присадкового матеріалу і, у другу чергу, дисоціація та іонізація захисних газів.
Металургія MIG/MAG зварювання
Вид використовуваної захисної газової атмосфери істотно впливає на якість зварних з'єднань і металургійних процесів при зварюванні. Якщо в методі MIG в зоні зварювання є інертна атмосфера, яка не бере участі в металургійних (окисно- відновлювальних) процесах, а газ виконує виняткову функцію захисту металу шва від негативного впливу навколишньої атмосфери, то в MAG зварюванні газ бере активну участь у металургійних процесах зварювання. Активним газом, що використовується в методі MAG, є CO2, який має найсильніший окислювальний ефект. На практиці найчастіше використовуються змішані гази Ar+CO2 та Ar+O2 відповідно.
Вуглекислий газ дисоціює в області високих температур, при цьому передбачається наявність вільних атомів кисню. Ступінь дисоціації залежить від температури. Повна дисоціація відбувається при температурі 6500ºК. Газ, який контактує з краплями розплавленого металу, має нижчу температуру, тому відбувається лише часткова дисоціація. Вільний кисень реагує з краплями розплавленого металу, виділяючи тепло. У зоні дуги також є волога, яка викликає утворення водяної пари.
У рідкому металі процеси окислення в електричній дузі відбуваються інтенсивніше, ніж у розплавленому металі шва. Під час цих процесів елементи вигоряють відповідно до їх спорідненості з киснем. В залежності від спорідненості до кисню хімічні елементи в присадних матеріалах можна поділити на активні та стабільні. Активними (швидкореагуючими) є C, Zr, Ti, Al, V, Si, Mn. Стійкими (повільно реагуючими) є Cr, Fe, Mo, Ni, Cu.
Швидкість кристалізації наплавленого металу повинна дозволяти CO виходити з розплавленого зварюваного металу. До додаткових матеріалів додають розкислювачі Mn, Si та Al, що забезпечує дрібнозернисту структуру, особливо при зварюванні дрібнозернистих сталей. Під час зварювання MAG у чистому CO2 вигорає до 50% початкового вмісту таких елементів, як Zr, Ti, Al.
Параметри зварювання MIG/MAG
Зварювальний струм. - При зварюванні використовується постійний струм. Зі збільшенням струму збільшується глибина проплавлення, висота шва, ширина валика і коефіцієнт плавлення. Змінний струм використовується для зварювання Al і його сплавів, де застосовується очищаюча дія струму. Величина зварювального струму прямо пропорційна швидкості плавлення дроту.
Полярність Під час зварювання в захисній атмосфері MIG, MAG використовується зворотня полярність (+ полярність на зварювальному дроті). При зварюванні на прямій полярності (- полярність на зварювальному дроті) збільшується розбризкування і зменшується стабільність горіння електричної дуги.
Напруга дуги. - Зі збільшенням довжини дуги збільшується вплив навколишніх газів на стовп дуги та на анодну пляму, інтенсифікуються хімічні реакції та частота перенесення металу. Зі збільшенням напруги дуги кількість домішок у зварювальній ванні також збільшується, зменшується глибина проплавлення, валик стає ширшим, а коефіцієнт плавлення зменшується. Зниження напруги дуги викликає підвищення переходу зварного шва до основного матеріалу.
Швидкість зварювання - впливає на форму кратера у зварювальній ванні, напруження, деформації та ширину зварювального валика. При ручному зварюванні швидкість зварювання знаходиться в межах від 100 до 600 мм. хв-1, при автоматизованому способі до 1200 мм. хв-1.
Виліт зварювального дроту - це відстань дроту від його виходу з контактного наконечника до дуги. Різкі зміни розташування електродів під час зварювання негативно впливають на стабільність процесу зварювання. Великий виліт дроту негативно впливає на ефективність захисної газової атмосфери. Невеликий виліт дроту викликає перегрів і забруднення сопла пальника бризками металу шва.
Відстань сопла пальника (газового сопла) при зварюванні знаходиться в межах від 15 до 25 мм.
Кут нахилу, це кут між зварювальним пальником і напрямком руху сопла.
Кут відхилення це кут між площиною рухомого зварювального пальника з вертикальною площиною.
Захисний газ складається з багатоатомних молекул, які охолоджують дугу. У безпосередній близькості від нього відбувається дисоціація молекул на атоми, і для цього потрібна велика кількість тепла, яке забезпечується зварювальною дугою. Тип захисного газу впливає на форму та розміри зварного шва. Потік газу повинен бути ламінарним (не турбулентним), щоб не засмоктувати повітря в захисну атмосферу. Зі збільшенням швидкості потоку коефіцієнт плавлення зменшується. Захисні гази для зварювання класифікуються відповідно до STN EN ISO 14175.
Поверхня зварюваного матеріалу вимагає такої ж чистоти, як і при інших технологіях зварювання. Поверхні зварних швів підготовляють шляхом механічної обробки металу. Форма та розміри зварних поверхонь, в залежності від товщини зварних швів, встановлені стандартом STN EN ISO 9692-1.
При ручному зварюванні, як і при газовому зварюванні, використовується лівостороннє зварювання (кутом вперед), якщо кут нахилу пальника перевищує 90º, і правостороннє зварювання (кутом назад), якщо кут нахилу пальника менший 90º, що підходить для зварювання тонких листів короткою дугою в горизонтальному положенні (PA – STN EN ISO 6947). Для довгої дуги застосовуються обидва способи зварювання
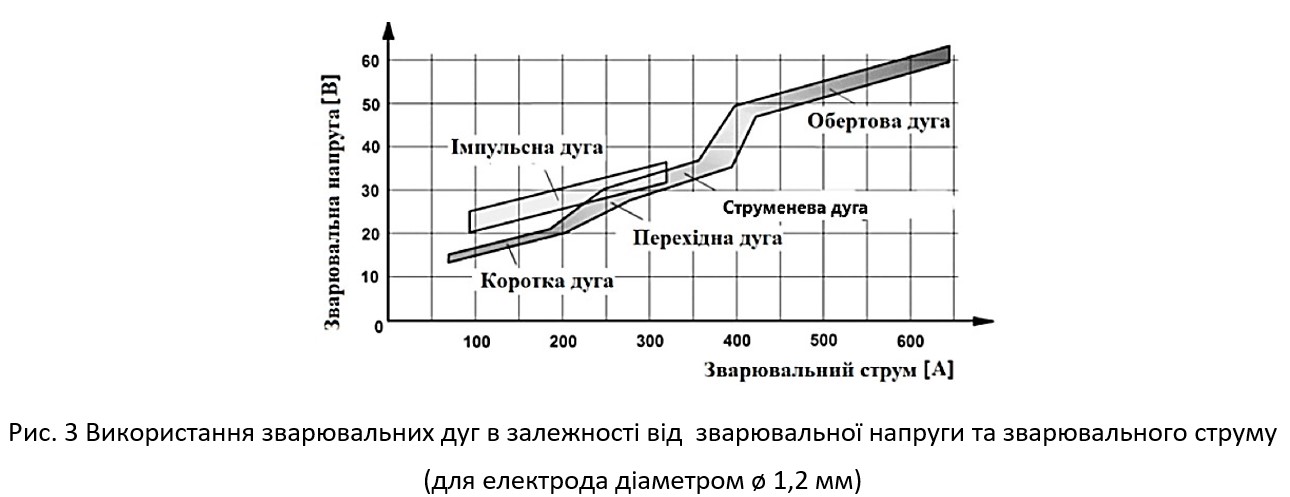
За рахунок зміни зварювального струму і зварювальної напруги відбувається зміна зварювальної дуги , (рис. 14), а також перенесення розплавленого присадкового матеріалу. Перенесення металу залежить від зварювального струму, густини струму, напруги на дузі, роду зварювального струму, полярності, типу та діаметру електроду та виду захисного газу.
Тип зварювальної дуги залежить від типу використовуваного захисного газу, товщини зварюваного листа та положення зварного шва.
Перенесення металу при зварюванні на постійному струмі зі зворотною полярністю може бути:
- перенесення коротким замиканням - (так зване перенесення зануренням), або перенесення короткою дугою відбувається при зварювальній напрузі від 14 до 20 В і зварювальним струмом приблизно до 200 А. Використовується для зварювання тонких листів, у просторових положеннях і зварювання кореня шва. Перенесення матеріалу відбувається при короткому замиканні дуги довжиною приблизно 3 мм з невеликими бризками. Перенесення металевих крапель відбувається за пінч- ефектом;
- перенесення напівкоротким замиканням відбувається при зварювальній напрузі від 18 до 28 В. Більш висока тепловіддача дуги забезпечує більшу зварювальну ванну і краще формування зварного шва в порівнянні з перенесенням коротким замиканням;
- вільним перенесенням (так зване перенесення без короткого замикання) відбувається при зварювальній напрузі від 25 до 35 V з довжиною дуги приблизно 6 мм. V з довжиною дуги прибл. 6 мм.
- Розміри і частота крапель плавленого додаткового матреіалу залежать від величини зварювального струму, хімічного складу матеріалу, захисного газу і діаметра
-електрода. Перенесення у вільному польоті поділяють, залежно від щільності струму, на:
- краплинний перенос металу, що відбувається при густині струму, нижчій за граничну густину струму внаслідок дії сил гравітації. Використовується для зварювання листів алюмінію та його сплавів великої товщини в атмосфері інертного газу.
- комбінований краплинно-розбрискувальний перенос відбувається при граничних значеннях густини струму. Це найбільш часто використовуваний тип трансмісії при зварюванні сталевих листів.
- струменеве перенесення відбувається при високій густині струму за рахунок дії електромагнітних сил. Перенесення крапель металу невеликих розмірів відбувається з великою швидкістю. Воно підходить для зварювання більших товщин в захисній атмосфері суміші газів і Ar. Такий спосіб перенесення має обмежене застосування в захисній атмосфері CO2;
- передача імпульсом відбувається пульсуючим струмом. При змінному основному та імпульсному струмі. Розмір крапель залежить від частоти, яка знаходиться в діапазоні від 25 до 300 Гц. Перевагою його використання є висока стабільність горіння дуги, дрібне розбризкування. Воно придатне для зварювання тонких листів, зварювання в просторових положеннях і кореневих зварних швів. Використання імпульсної дуги в захисній атмосфері CO2 неможливе;
- перенесення металу по обертовій дузі (також відоме як T.I.M.E, відповідно САТ. відбувається при використанні великих зварювальних струмів (понад 450 А) і зварювальної напруги понад 48 В. Характеризується високою продуктивністю плавлення. Застосовується при зварюванні матеріалів великої товщини і зварюванні в захисній атмосфері суміші газів з гелієм.
Зварювальне обладнання для зварювання плавким електродом в атмосфері захисного газу складається з джерела зварювального струму, яким є випрямлячі та інвертори. З конструктивної точки зору вони можуть бути обертовими і необертовими. Для механізованих способів зварювання так звана статична характеристика зварювального обладнання.
До складу обладнаня також входять бухти електродного дроту, балони із захисним газом, що знаходиться під тиском, регулюючі клапани, механізм подачі електродного дроту, блок управління, що забезпечує робочий цикл, блок охолодження, що забезпечує охолодження зварювального пальника (газового, водяного), зварювальний пальник, зварювальні дроти, шланг для подачі газу та охолоджувального середовища пальника.
Присадкові матеріали для зварювання
Зварювальні дроти для зварювання в захисних атмосферах поставляються намотаними в бухтах від 1 до 19 кг. З точки зору обробки поверхні, необхідно, щоб зварювальний дріт не мав іржі, мастила і не був пошкоджений, що могло б викликати погіршення якості в процесі зварювання. Суцільні дроти постачаються діаметрами ø 0,6; 0,8; 1; 1.2; 1,4; 1,6; 1,8; 2,0; 2.2; 2,4 мм. При зварюванні в атмосфері захисних газів все ширше застосовуються порошкові дроти, що дозволяє підвищити продуктивність зварювання, поліпшити формування шва, а шар шлаку на поверхні шва уповільнює його охолодження. Додаткові матеріали для зварювання в захисній атмосфері стандартизовані відповідно до STN EN ISO 14341.
Технологія зварювання плавким електродом у захисних газових середовищах широко використовується в машинобудуванні. Це механізований спосіб зварювання, перевагою якого є безперервність процесу зварювання завдяки намотаним на котушки присадковим матеріалам, що забезпечує його автоматизацію та високу якість зварних швів. Дозволяє зварювати тонкий і товстий лист нелегованої, а також високолегованої сталі, в тому числі кольорових металів.
Dňa 04.03.2025 sa uskutočnila akcia s názvom Katedrovica našich študentov zo študijného programu PPSV Ing. 1. a 2. ročník. Radi by sme sa týmto poďakovali za užasnú atmosféru a skvelú zábavu.
V dňoch 02 až 05.11.2024 sa na Táloch uskutočnila konferencia KSIT 2024. Stretli sa na nej odborníci z oblasti hutníctva, metalurgie a priemyslu zo Slovenska, Českej republiky, Poľska či Rumunska. Podujatie bolo zároveň oslavou tridsiateho výročia založenia vedeckého časopisu Acta Metallurgica Slovaca.
Ing. Samuel Vilkovský sa v rámci doktorandského štúdia zúčastnil jednomesačného pobytu v rámci Erasmus+ Traineeship na Strojníckej fakulte Univerzity v Ľubľane, Slovinsko, ktoré mu rozšírilo doterajšie poznatky o ďalšie akademické príležitosti. V rámci uvedeného pobytu na tejto fakulte sa tiež upriamil na budúcu vedeckú spoluprácu s touto univerzitou v oblasti tvárnenia pod vedením prof. Pepelnjaka. Svoje doterajšie poznatky z oblasti simulácií tvárniacich procesov rozšíril o možnosti využívania neurónových sietí (Neural Network) a metódy Random Forest, ktoré prispeli k novému pohľadu na nové moderné výskumné techniky a metodológie. Jeho ďalšie skúseností zo svojho pobytu na univerzite v Ľubľane p. Ing. Vilkovského si môžete prečítať kliknutím na link nižšie.
Dňa 21.05.2024 navštívili zástupcovia spoločnosti Sumitomo DEMAG Ústav technologického a materiálového inžinierstva na Strojníckej fakulte TUKE. Táto spoločnosť prezentovala špičkové riešenia v oblasti technológie vstrekovania plastov, vrátane reálnej ukážky na vstrekovacom stroji. Prezentácia bola určená ako pre zamestnancov Ústavu technologického a materiálového inžinierstva, tak aj pre študentov a rovnako pre zástupcov rôznych firiem z KE a okolia. Svojimi odbornými znalosťami z oblasti vstrekovania plastov poukázala na najnovšie trendy, nástroje, ako aj funkcie a riadiace panely zobrazujúce celý proces vstrekovania. Jednou z mnohých funkcií bolo oboznámenie sa s tzv. funkciou activeMeltControl, ktorá prispôsobuje vstrekovací proces zmenám materiálu (vrátane regranulátu), automatickej úprave tlaku, či korekcii kolísania hmotnosti výlisku.
Dňa 14.02.2024 navštívili zástupcovia spoločnosti Volvo Cars Ústav technologického a materiálového inžinierstva na Strojníckej fakulte TUKE. Zaujímali sa o študijné programy orientované na problematiku automobilovej výroby, vedecko-výskumnú činnosť a možnosti vzájomnej spolupráce. Prebehla diskusia o možnosti uplatnenia našich absolventov v rámci spoločnosti. Množstvo študijných programov našej fakulty ponúka širokú škálu absolventov, ktorí môžu nájsť uplatnenie v novo vznikajúcej spoločnosti vo Valaliky Industrial park. V nasledujúcom období zástupcovia spoločnosti Volvo Cars navštívia laboratóriá a pracoviská Strojníckej fakulty.
Dňa 29.11.2023 sa konala exkurzia pre študentov Bc. štúdia TMaISV vo firme TRUMPF Košice, ktorá prezentovala študentom prácu na jednotlivých strojoch, ako aj samotné výhody a nevýhody uplatnenie lasera v procesoch výroby.
Dňa 15.11.2023 sa konala exkurzia pre študentov Ing. štúdia PPSV vo firme U. S. Steel Košice, Labortest, ktorá prezentovala študentom realizáciu rôznych chemických analýz, skúšok, rozborov a stanovenia fyzikálnych a mechanických vlastností materiálov.
Dňa 17.10.2023 (utorok) sa uskutoční na Mäsiarskej ulici 74, 1. poschodie, učebňa S12, v čase od 10:50 do 12:20 hod. prednáška/workshop odborníka z praxe z firmy BSH Michalovce.
Oznam pre študentov
Vážení študenti, Siemens Digital Industries Software a SOVA Digital Vás srdečne pozývajú dňa 11. októbra 2023 o 15:15 hod. na stretnutie k téme: Nová generácia vývoja výrobkov pre dnešných inžinierov v platforme Solid Edge.
V dňoch 06-08.09 2023 sa uskutoční medzinárodná vedecká konferencia PRO-TECH-MA 2023 a Košický summit inovácií a technológií "KSIT 2023" na mieste Košice - ÚVZ Herľany.
V dňoch 23-24.06 2022 sa uskutočnila medzinárodná konferencia PRO-TECH-MA 2022 s názvom PROGRESSIVE TECHNOLOGIES AND MATERIALS IN MECHANICAL ENGINEERING na mieste Nowe Depułtycze, Chełm, Poľsko.
Medzinárodná konferencia NEWEX o spracovaní kompozitných a nanokompozitných materiáloch
V dňoch 02-04.05 2022 sa uskutočnila medzinárodná konferencia organizovaná v rámci projektu H2020 NEWEX s názvom Výskum a vývoj novej generácie strojov na spracovanie kompozitných a nanokompozitných materiálov na mieste Funchal, Madeira, Portugalsko. Na konferencii odznelo niekoľko hlavných prednášok a prezentácií výskumníkov v rámci výskumnej a vzdelávacej siete NEWEX H2020, financovanej Európskou komisiou prostredníctvom projektu Marie Skłodowska-Curie Actions of H2020, Research and Innovation Staff Exchange (RISE).
Viac fotiek nájdete vo fotogalérií: NEWEX konferencia
Seminár Simulating Manufacturing
Dňa 24.03 2022 sa uskutočnil seminár v priestoroch zasadačky našej katedry KTMaPPV Mäsiarska 74, ktorý bol zameraný na Simulating Manufacturing pomocou nasledovných produktov:
Študenti KTMaPPV absolvovali v rámci štipendijného programu CEEPUS študijný pobyt na univerzite Politechnika Svietokrzyska v Kielcach v Poľsku. V rámci dvojtýždňového pobytu mali možnosť absolvovať zaujímavé prednášky, navštíviť centrum laserových technológií, viaceré laboratóriá, ale aj spoznať mesto a jeho okolie v rámci voľného času. V rámci letnej školy navštívili aj 25. ročník výstavy PLASTPOL.
Študenti 2.ročníka inžinierskeho štúdia študijného programu PPSV absolvovali v rámci štipendijného programu CEEPUS študijný pobyt na univerzite Politechnika Świętokrzyska v Kielcach v Poľsku. V rámci dvojtýždňového pobytu mali možnosť absolvovať zaujímavé prednášky, navštíviť centrum laserových technológií, ale aj spoznať mesto a jeho okolie v rámci voľného času.
V dňoch 15 - 17.09 2019 sa uskutoční medzinárodná vedecká konferencia v Herľanoch. Pozvaní sú všetci záujemcovia zo Slovenska a zo zahraničia. Bližšie informácie nájdete na stránke:
Dňa 20. marca 2019 sa konalo v Univerzitnej knižnici Technickej univerzity v Košiciach podujatie s názvom ,,Deň otvorených dverí", ktorého sa zúčastnila široká vedecká i laická verejnosť ako aj študenti a učitelia stredných škôl. V rámci podujatia Dňa otvorených dverí, zamestnanci Katedry strojárskych technológií a materiálov informovali o možnostiach štúdia Bc. študijného programu Technológie, manažment a inovácie strojárskej výroby ako aj o poznatkoch, ktoré môžu študenti získať a potom uplatniť v praxi po vyštudovaní ďalších študijných programov na KSTaM.
Dňa 25-26.02.2019 sa konalo na KSTaM stretnutie manažmentu a workshop v rámci medzinárodného projektu NEWEX s názvom „Výskum a vývoj novej generácie strojov pre spracovanie kompozitných a nanokompozitných materiálov“, kde ide o návrh a výrobu nového inovatívneho vytlačovacieho stroja. Realizácia tohto projektu podporuje skutočnú spoluprácu medzi priemyslom a školstvom, ktorá má kľúčový význam z hľadiska európskej stratégie rozvoja vo výskumnej oblasti.
STEEL Park
Kreatívna fabrika Na našej katedre pod vedením prof. Ing. Emila Spišáka, CSc. a Ing. Juraja Hudáka, CSc. ako aj ďalších pedagógov, pracovníkov a študentov a garantom projektu U.S. Steel Košice bol postupne pripravovaný a realizovaný jeden z exponátov - výroba autíčka z oceľového plechu.
Dňa 19.3.2015 sa konala súťaž študentov SjF TU v Košiciach v programovaní CNC strojov. Pripravila ju Katedra počítačovej podpory technológií a Katedra strojárskych technológií a materiálov pod záštitou dekana Strojníckej fakulty Dr.h.c. mult. prof. Ing. Františka TREBUŇU, CSc.
Konferencia
V dňoch 7. a 9. 10. 2015 sa uskutočnila medzinárodná vedecká konferencia Pro-tech-ma 2015 a Povrchové inžinierstvo 2015, ktorú organizovala Katedra strojárskych technológií a materiálov v spolupráci s univerzitami Politechnika Rzeszowska a POlitechnika Lubelska z Poľks. Konferencia sa konala v hoteli Hubert v Gerlachove v prostredí Vysokých Tatier.
EUR-ACE akreditácia študijného programu Počítačová podpora strojárskej výroby
Akreditáciou EUR-ACE získa vysoká škola značku EUR-ACE, ktorá jej umožňuje zaradiť sa medzi popredné európske univerzity a vysoké školy, ktoré túto značku už získali. Študentom poskytuje istotu, že absolvovaním EUR-ACE akreditovaného štúdia, budú spĺňať najprísnejšie kritériá kladené na absolventov v európskej podnikovej praxi. Značka EUR-ACE garantuje, že jej držiteľ spĺňa náročné kritériá, ktoré sa týkajú nielen organizácie, ale aj obsahu a výstupov študijného programu.
Kalendár
Žiadna udalosť nie je v kalendári
Jún 2023
pon
uto
str
štv
pia
sob
ned
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Zváračská škola
"Ideas alone have little worth. The value of innovation lies in its practical implementation"
Werner von Siemens (in letter to his brother Carl, 1865)
Mäsiarska 74 040 01 Košice - staré mesto Slovenská republika
Kontakt
Katedra technológií, materiálov a počítačovej podpory výroby Ústav technologického a materiálového inžinierstva Strojnícka fakulta Technická univerzita v Košiciach
Vedúci katedry a riaditel ústavu: prof. Ing. Emil Spišák, CSc. tel.: 055/602 3502 e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.
Sekretariát: Ing.Eva Krupárová tel.: 055/602 3502 e-mail: Táto e-mailová adresa je chránená pred spamovacími robotmi. Na jej zobrazenie potrebujete mať nainštalovaný JavaScript.




















{kind=link}