







Ручне дугове зварювання
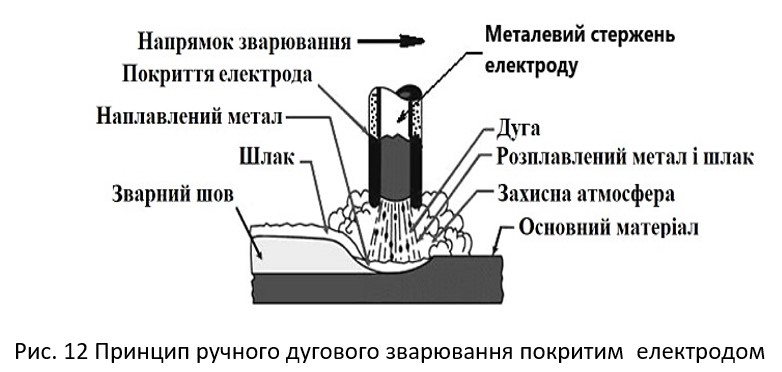
Ручне дугове зварювання (РДЗ) покритим електродом, відоме в усьому світі, як MMAW (Manual Metal Arc Welding) і відповідно до STN EN ISO 4063, позначається, як метод 111 зварювання плавленням. Джерелом тепла є електрична дуга, яка під час зварювання горить між торцем оплавленого покритого електрода та основним матеріалом (рис. 12). Присадний матеріал (електрод з покриттям) складається з металевого стержня та покриття. Під час горіння електричної дуги покриття поступово плавиться і у вигляді крапель переходить у зварювальну ванну, утворюючи значну частину наплавленого металу.
Металургійні процеси під час РДЗ
Найбільший вплив на перенесення металу від плавкого електрода до зварювальної ванни мають силові дії струму, хімічні реакції, поверхневий натяг і динамічні газові сили. Ці фактори мають вирішальний вплив на розбризкування наплавленого металу, глибину зварного шва та загальну якість зварного з’єднання. Виходячи з процесу утворення, відривання і переміщення крапель металу в дузі, перенесення металу може бути без короткого замикання та з коротким замиканням.
У випадку зварювання без короткого замикання краплі металу плавкого електроду переміщуються через електричну дугу в зварювальну ванну.
При короткому замиканні (характерному для ручного дугового зварювання) підростаюча крапля розплавленого електродного металу вступає в контакт з основним металом до того, як вона відокремиться від електроду.
Розмір крапель розплавленого металу під час зварювання залежить від величини зварювального струму, матеріалу стержня електроду та покриття електроду.
Коли краплі проходять через електричну дугу, вуглець, кремній і марганець частково згоряють, а небажані кисень, азот і водень потрапляють у зварний шов.Кількість теплоти в процесі зварювання використовується для розплавлення основного (зварюваного) матеріалу, присадного матеріалу (електроду), випаровування металу, вигоряння елементів у навколишнє середовище.
Параметри ручного дугового зварювання
На форму, розмір і якість зварного з'єднання впливають:
- величина зварювального струму (Iz);
- напруга на дузі (Uzv);
- вид зварювального струму і полярність підключення;
- швидкість зварювання (Vzv);
- покриття електрода та його діаметр;
- товщина зварюваного матеріалу.
Зварювальний струм
Його величина залежить від діаметру електродів, товщини зварюваного матеріалу, рівня легування електродів, покриття електродів, місця зварювання та геометричної форми розроблення кромок у місці зварювання.
Величина зварювального струму Iz в залежності від діаметру d металевого стержня електроду розраховується зі співвідношення:
- для електродів з кислим покриттям
Iz = 50.d [A] (1)
- для електродів з основним і рутиловим покриттям
Iz = 40.d [A] (2)
Зварювальні струми нижчі приблизно на 10-30% потребують високолегованих електродів (наприклад, аустенітних) через вищий електричний опір стержня електроду, який перегрівається та погіршує функцію покриття, а також з металографічних причин (вигоряння сплавів, утворення гарячих тріщин тощо).
Перевищення зварювального струму вище значень, рекомендованих виробником, погіршує експлуатаційні властивості електродів і якість наплавленого металу. Зі збільшенням Iz, зростає глибина проплавлення та швидкість плавлення присадкового матеріалу. Зі зниженням зварювального струму знижується стабільність горіння дуги, зменшується глибина проплавлення і знижується продуктивність зварювання.
Зварювальна напруга
Величина зварювальної напруги при РДЗ залежить від довжини зварювальної дуги, її електрофізичних властивостей і густини струму. Довжина зварювальної дуги безперервно регулюється зварником шляхом ручної подачі електроду в осьовому напрямку до місця зварювання, компенсуючи таким чином його оплавлення. Якщо довжина дуги зменшується до мінімального значення lmin, електрод прилипає до основного матеріалу, і дуга гасне. Якщо довжина дуги перевищує максимальне значення lmax, порушується газовий захист дуги, з’являються пори в наплавленому металі, знижується стабільність дуги (наприклад, дуття дуги над поверхнею), а потім зварювальна дуга згасне.
Оптимальна довжина дуги дорівнює діаметру стержня електроду для електродів з кислим покриттям, а для основних електродів довжина дуги становить 0,5 діаметра стержня електроду. При зварюванні електродами з основним покриттям застосовують напругу 20-25 V, електродами з кислим покриттям - 28-32 V.
Вид зварювального струму і полярність електроду
При зварюванні можна використовувати:
- - постійний струм (найчастіше використовується при РДЗ);
- - змінний струм.
Електроди з основним і рутиловим покриттями для зварювання нержавіючих матеріалів підключаються до позитивного полюса (зворотня полярність). Звичайні електроди з рутиловим і кислим покриттями підключаються до негативного полюса (пряма полярність).
При зварюванні на зворотній полярності змішування наплавленого металу з основним матеріалом погіршується. При зварюванні на прямій полярності збільшується глибина шва.
Швидкість зварювання
Швидкість руху електроду має великий вплив на якість шва. Разом зі зварювальним струмом і напругою вона безпосередньо пов'язана з питомою теплоємністю зварювання, яка має вирішальний вплив на деформації та залишкові напруження в зварних швах. Швидкість зварювання також опосередковано залежить від розміру зварювальної ванни, типу і діаметру електродів. При високій швидкості зварювання утворюється тонкий пористий валик з великою кількістю домішок і недостатньою міцністю. При низькій швидкості зварювання відбувається перегрів розплавленого металу і значний термічний вплив на зварюваний матеріал. На практиці електрод коливається в сторони, що розподіляє надходження зварювального тепла в сторони на більшу площу матеріалу. Швидкість подачі електроду в зварювальну ванну залежить від швидкості плавлення електроду.
Діаметр електроду
Діаметр електроду тісно пов'язаний зі зварювальним струмом. При його виборі необхідно враховувати:
- положення зварювання - (в положеннях PC, PD, PE, PF виникають проблеми з формуванням металу шва, для електродів з основним і рутиловим покриттям зварювання виконується з макс. діаметром 4 мм, а для електродів з кислим покриттям макс. діаметр 3,2 мм);
- товщину зварюваних матеріалів - (діаметр електроду повинен бути менший товщини зварюваних матеріалів);
- - необхідну продуктивність зварювання - (вибираються більші діаметри електродів і зварювання виконується в положенні PA);
- доступність електрода до місця зварювання;
- ширину кореневої щілини - (менші діаметри електродів переважно використовуються для кореневих шарів).
Електрична дуга запалюється шляхом контакту (замикання) електроду до зварюваного матеріалу та його віддалення на певну відстань. Кут нахилу та напрям руху електроду залежать від умов зварювання.
Додаткові матеріали для ручного дугового зварювання
Електроди для ручного дугового зварювання вибирають відповідно до призначення наплавленого металу (несучі шви, шви з особливими властивостями, художнього призначення та ін.). Для зварних швів вибирають електроди, які забезпечують утворення металу шва з схожими або з такими ж властивостями, як і присадні матеріали. Для електродугового зварювання використовують покриті електроди (товсті, середні і тонкі). Електрод для РДЗ складається з стержня і покриття.Стержень виготовляють з дроту, наприклад, з нелегованої, низьковуглецевої сталі для групи нелегованих або низьколегованих електродів, або аустенітної сталі типу 18/8 (Cr/Ni) для групи аустенітних електродів. Умова використання електродів з таким самим або подібним хімічним складом, як у зварювального матеріалу, стає можливою завдяки хімічному складу покриття електроду.
Виробництво покритих електродів
Електродний дріт виготовляють шляхом протягування його через фільєри до встановленого розміру. Дріт після волочіння декапують для видалення окалини, бруду та мастила. Його правлять, а потім розрізають на стандартні відрізки. На електроди виготовлені методом пресування або занурення наносять пакувальний матеріал, який складається з (іонізуючих, газоутворюючих і шлакоутворюючих) компонентів, подрібнених до заданої зернистості. Вони з'єднуються зв'язуючими (рідким склом, крохмалем і гелем) у щільну масу. На електродах перевіряють ексцентриситет нанесеного покриття, потім електроди сушать, маркують і пакують.
Електродне покриття виконує такі функції:
- eлектричну – в покриття додані іонізуючі речовини, які покращують запалювання електричної дуги та стабілізують її горіння. У покриття додані елементи, що підвищують іонізацію електронів: K, Na, Ca, Al і оксиди титану. На стійкість електричної дуги негативно впливає фтор, який поглинає вільні електрони;
- фізичну - забезпечує захист розплавленого металу від доступу О2 і Н2 з навколишньої атмосфери, уповільнює охолодження наплавленого металу, полегшує зварювання на місцях. Він компенсує поверхневі напруження металу шва, покритого шлаком, таким чином сприяючи кращому формуванню металу шва;
- металургійну – захищає розплавлений метал від впливу навколишньої газової атмосфери шляхом створення захисного середовища CO2, частково CO. Цей захист відбувається під час термічної дисоціації карбонатів (CaCO3, MgCO3, BaCO3) відповідно до рівняння CaCO3 = CaO + CO2 або шляхом термічної дисоціації органічних речовин, напр. целюлози.
Забезпечує розкислення металу шва елементами (Mn, Si, Ti, Al, Zr) з більш високою спорідненістю до кисню, ніж Fe. Дозволяє рафінувати метал шва шляхом зменшення вмісту S і P за допомогою Ca або Mn. Сполуки CaS і MnS мають більш відповідну морфологію в металі шва, ніж FeS. Останнім найважливішим металургійним завданням є легування металу шва елементами (C, Mn, Si, Cr, Mo, Ni, V, Al та ін.) За допомогою цих легуючих елементів можна регулювати хімічний склад металу шва, який буде відповідати хімічному складу зварюваних матеріалів. Від шлаку вимагається можливість легкого видалення шлаку з поверхні зварних швів (особливо в корені зварних з’єднань), менша питома вага в порівнянні з металом шва, нижча температура плавлення та в’язкість під час покриття зварного шва.
Класифікація покритих електродів для РДЗ нелегованих і дрібнозернистих сталей визначена в STN EN ISO 2560: визначені STN EN ISO 2560
A = кисле покриття
C = целюлозне покриття;
R = рутилове покриття;
RR = товсте рутилове покриття;
RC = покриття з рутилової целюлози;
RA = кисле рутилове покриття;
RB = покриття на основі рутилу;
B = основне покриття.
Електроди з кислим покриттям (А) – покриття містить SiO2, оксиди заліза та феромарганець. При зварюванні кисле покриття дає можливіть розтікатися металу тонким шаром, тому непридатне для зварювання в просторових положеннях. Завдяки високому вмісту О2 і оксидів, наплавлений метал має найгірші пластичні властивості і міцність порівняно з основним і рутиловим металом шва. Використовуються для зварювання з більшою густиною струму, ніж електроди з покриттями B і R, що забезпечує глибоке проплавлення та вищу швидкість зварювання. Підходить для зварювання на постійному та змінному струмі.
Електроди з органічним покриттям (целюлозні) (С) – покриття містить целюлозу, декстрин, крохмаль, торф та інші органічні речовини.
Електроди з рутиловим покриттям (R) ) – покриття містить рутил (TiO2). Електроди придатні для зварювання у всіх просторових положеннях. Для їх застосування потрібна коротка зварювальна дуга і правильно обрані параметри зварювання. Рутил покращує умови іонізації під час запалювання дуги. Хороша іонізація дозволяє зварювати на змінному струмі. Для зварювання на постійному струмі електрод підключається до полярності +.
Електроди з основним покриттям (В) - покриття містить основні речовини (карбонат кальцію, фтористий кальцій - буре вугілля, феросплави та ін.). На практиці найбільш широко використовуваний тип покриття електрода. Наплавлений метал в'язко-рідкий, що дозволяє зварювати у всіх просторових положеннях. Наплавлений метал володіє високою в'язкістю. Елетроди підходять для зварювання на постійному струмі. Електроди чутливі до вологи в покритті, що може спричинити пористість шва, якщо покриття недостатньо висушене.
Електроди з перехідними видами покриття (RR, RC, RA, RB) - дозволяють отримати універсальні властивості окремих основних типів покриття. Вони забезпечують можливості підвищення міцнісних властивостей із збільшенням експлуатаційних властивостей тощо.
Усі розглянуті електроди чутливі до атмосферної вологи, тому перед зварюванням їх необхідно просушити в сушарці протягом часу, встановленого виробником.
Стандартизовані розміри електродів
Діаметри покритих електродів: f 1,6; 2,0; 2,5; 3.15; 4; 5; 6.3; 8 мм.
Довжина електродів: 150; 200; 250; 300; 350; 450 мм.
Маркування електродів для РДЗ
Повне позначення: ISO 2560 - A* E 46 3 1Ni B 5 4 H5.
Обов'язкова частина: ISO 2560 - A * E 46 3 1Ni B.
Де ISO 2560 - A* = номер стандарту..
E = електрод з покриттям / ручне дугове зварювання;
46 = властивості міцності та пластичності;
3 = властивості ударної в'язкості;
1Ni = хімічний склад металу шва;
B = тип покриття електрода;
5 = продуктивність і тип струму;
4 = положення зварювання згідно з EN 1597– 3;
H5 = вміст водню.
Стандарт ISO 2560 – A - визначає електроди з покриттям на основі межі текучості та мінімальної ударної в'язкості 47 J.
Стандарт ISO 2560 – B - визначає електроди з покриттям на основі міцності на розтяг і мінімальної ударної в'язкості 27 J.
Підготовка зварюваних поверхонь
Зварювані поверхні підготовляють до заданої форми шляхом механічної обробки /токарною обробкою, фрезеруванням, струганням, шліфуванням та ін./ або різанням киснево- ацетиленовим полум'ям.
Основний метал перед зварюванням, якщо він не очищений від мастила, після видалення бруду, повинен бути ретельно знежирений і очищений в місцях майбутнього шва. Зварювальні поверхні зачищають абразивними матеріалами. Мастило і домішки в металі шва негативно впливають на якість (міцність) зварного шва.
Підготовка зварюваних поверхонь передбачена стандартом STN EN ISO 9692-1 "Зварювання та споріднені процеси". Рекомендації щодо спільної підготовки. Частина 1: Ручне дугове зварювання, зварювання в атмосфері захисного газу, газове зварювання, TIG зварювання та електронно- променеве зварювання сталей».
Для товщини листа до 3 мм застосовуються односторонні шви без розроблення крайок. Двостороннє зварювання можливе без розроблення крайок до товщини 6 мм. При використанні електродів глибокого проплавлення ці параметри можна збільшити вдвічі. При виборі V, X, U подібного розроблення крайок вирішальними є товщина матеріалу, наявність і розмір шва.












{kind=link}