







Ručné oblúkové zváranie
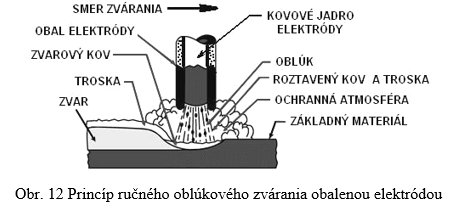
Ručné oblúkové zváranie (ROZ) obalenou elektródou, medzinárodne označované MMAW (Manual Metal Arc Welding) a podľa STN EN ISO 4063 číselne označované ako metóda 111 je tavným spôsobom zvárania. Zdrojom tepla je elektrický oblúk, ktorý počas zvárania horí medzi koncom odtavujúcej sa obalenej elektródy a základným materiálom (obr. 12). Prídavný materiál (obalená elektróda) pozostáva z kovového jadra a obalu. Počas horenia elektrického oblúka sa postupne taví a vo forme kvapiek prechádza do zvarového kúpeľa, pričom tvorí podstatný podiel zvarového kovu. Pohyb elektródy je ručný a vykonáva ho zvárač.
Metalurgické deje pri ROZ
Na prenos kovu z odtavujucej sa elektródy do zvarového kúpeľa najviac vplývajú silové účinky prúdu, chemické reakcie, povrchové napätie a dynamické sily plynov. Tieto činitele majú rozhodujúci vplyv na rozstrek zvarového kovu, hĺbku závaru a celkovú kvalitu zvarového spoja. Na základe procesu tvorby, oddeľovania a urýchľovania kvapiek kovu v oblúku môže byť prenos kovu bezskratový a skratový.
Pri bezskratovom prenose dochádza k uvoľneniu kvapiek kovu na odtavujúcom sa konci elektródy a ich premiestneniu cez elektrický oblúk do zvarového kúpeľa.
Pri skratovom prenose (charakteristickom pre ručné oblúkové zváranie) dochádza k dotyku narastajúcej kvapky roztaveného kovu z elektródy so základným materiálom skôr ako dôjde k jej odtrhnutiu od elektródy, nastáva skrat. Veľkosť kvapiek rozraveného kovu, pri zváraní závisí od veľkosti zváracieho prúdu, materiálu jadra elektródy a od obalu elektródy. Pri prechode kvapôčiek elektrickým oblúkom dochádza čiastočne k vyhorievaniu uhlíka, kremíka a mangánu. Do zvarového kovu sa dostáva nežiaduci kyslík, dusík a vodík. Množstvo tepla v zváracom procese sa spotrebuje na natavenie základného (zváraného) materiálu, prídavného materiálu (elektródy), na prehriatie a vyparenie kovu a na straty do okolia.
Parametre ručného oblúkového zvárania
Na tvar, veľkosť a kvalitu zvarového spoja vplývajú:
- veľkosť zváracieho prúdu (Iz),
- napätie oblúka (Uzv),
- typ zváracieho prúdu a polarita zapojenia,
- zváracia rýchlosť (vzv),
- obal a primer elektródy.
- hrúbka zváraného materiálu
Zvárací prúd
Jeho veľkosť závisí od priemeru elektród, zváraných hrúbok materiálu, úrovne legovania elektród, obalu elektród, polohy zvárania a geometrického tvaru úkosu v mieste zvárania.
Veľkosť zváracieho prúdu Iz v závislosti od priemeru d kovového jadra elektródy sa vypočíta zo vzťahu:
- pre elektródy s kyslím obalomIz = 50.d[A](1)
- pre elektródy s bázickým a rutilovým obalomIz = 40.d[A](2)
Nižšie zváracie prúdy asi o 10 až 30 % si vyžadujú vysokolegované elektródy (napr. austenitické), z dôvodu vyššieho elektrického odporu jadra elektród, ktorý sa prehrieva a zhoršuje funkciu obalu a taktiež aj z metalografických dôvodov (vypaľovanie legúr, vznik horúcich trhlín a pod.). Prekračovanie zváracieho prúdu nad hodnoty odporúčané výrobcom zhoršuje operatívne vlastnosti elektród a kvalitu zvarového kovu. Čím je väčší Iz, tým väčší je závar, rýchlosť odtavovania prídavného materiálu. Malý zvárací prúd znižuje stabilitu horenia oblúka, zmenšuje hĺbku závaru a znižuje produktivitu zvárania.
Zváracie napätie
Výška zváracieho napätia pri ROZ závisí od dĺžky zváracieho oblúka, jeho elektrofyzikálnych vlastností a od prúdovej hustoty. Dĺžku zváracieho oblúka nepretržite reguluje zvárač ručným prísunom elektródy v jej axiálnom smere do miesta zvaru, čím kompenzuje jej odtavovanie. Ak dĺžka oblúka poklesne pod minimálnu hodnotu lmin elektróda sa prilepí k základnému materiálu a oblúk zhasne. Ak dĺžka oblúka prekročí maximálnu hodnotu lmax, dôjde k narušeniu plynovej ochrany oblúka, vzniku pórov vo zvarovom kove, zníženiu stability oblúka (napr. fúkanie oblúka po povrchu) a následne k zhasnutiu zváracieho oblúka. Optimálna dĺžka oblúka je u elektród s kyslím obalom rovná priemeru jadra elektród a u bázických je dĺžka oblúka rovná 0,5 násobku priemeru jadra elektród. Pri zváraní elektródami s bázickým obalom sa používa napätie 20 až 25 V, u elektród s kyslím obalom 28 až 32 V.
Typ zváracieho prúdu a polarita elektród
Pri zváraní môže byť použitý:
- jednosmerný prúd (najpoužívanejší pri ROZ),
- striedavý prúd.
Elektródy bázické a rutilové pre nehrdzavejúce materiály sa pripájajú na kladný pol, (nepriama polarita). Bežné rutilové a kyslé elektródy sa pripájajú na záporný pól, (priama polarita).
Pri nepriamej polarite sa potláča premiešanie zvarového kovu so základným materiálom. Pri priamej polarite dochádza k väčšej hĺbke závaru.
Zváracia rýchlosť
Rýchlosť pohybu elektródy má veľký vplyv na kvalitu zvaru. Spolu so zváracím prúdom a napätím priamo súvisí s merným tepelným príkonom zvárania, ktoré má rozhodujúci vplyv na deformácie a zvyškové napätia vo zvaroch. Rýchlosť zvárania nepriamo súvisí aj s veľkosťou zvarového kúpeľa, druhu a priemeru elektród. Pri veľkej rýchlosti zvárania vzniká tenká pórovitá húsenica s množstvom vmiešanín a nedostatočným prievarom. Pri pomalej rýchlosti zvárania nastáva prehriatie roztaveného kovu a veľké tepelné ovplyvnenie zváraného materiálu. V praxi sa využíva rozkyv elektródy do strán, čím sa tepelný príkon zvárania rozkladá do strán na väčšiu plochu materiálu. Rýchlosť posuvu elektródy do zvaru závisí od rýchlosti odtavovania elektródy.
Priemer elektródy
Priemer elektródy úzko súvisí so zváracím prúdom. Pri jej voľbe je potrebné zohľadniť:
- hrúbky zváraných materiálov - (priemer elektródy má byť menší ako hrúbka zváraných materiálov),
- polohu zvárania - (v polohách PC, PD, PE, PF problémy pri formovaní zvarového kovu, pre bazické a rutilové elektródy sa zvára s priemerom max. 4 mm a pre kyslé elektródy max. 3,2 mm),
- požadovanú produktivita zvárania - (volia sa väčšie priemery elektród a zvára sa v polohe PA),
- dostupnosť elektródy do miesta zvaru,
- šírku koreňovej medzery - (na koreňové vrstvy sa používajú prevažne menšie priemery elektród)
Elektrický oblúk sa zapáli dotykom (skratovaním) elektródy na zváraný materiál a oddialením. Držanie a vedenie elektródy závisí od podmienok zvárania.
Prídavné materiály pre ručné zváranie elektrickým oblúkom
Elektródy pre ručné oblúkové zváranie sa volia podľa toho aký účel má zvarový kov plniť, (nosné zvary, návary špeciálnych vlastností, umelecké účely a pod). Pre spojovacie zvary sa volia elektródy, ktoré vytvoria zvarový kov podobných, resp. rovnakých vlastností ako zvárané materiály. Na zváranie elektrickým oblúkom sa používajú (hrubo, stredne a tenko) obalené elektródy.
Elektróda pre ROZ pozostáva z jadra a obalu. Jadro tvorí drôt vyrobený napr. z nelegovanej, nízkouhlíkovej ocele pre skupinu nelegovaných, resp. nízkolegovaných elektród, alebo austenitická oceľ typu 18/8 (Cr/Ni) pre skupinu austenitických elektród. Podmienku použitia elektród rovnakého alebo podobného chemického zloženia ako má zváraní materiál umožňuje splniť najmä chemické zloženie obalu elektródy.
Výroba obalených elektród
Jadrový drôt sa vyrába ťahaním cez prievlaky na predpísaný rozmer. Drôt sa morí aby sa odstránili okoviny, nečistoty a mastnoty po ťahaní. Je rovnaný a následné strihaný na normalizované dĺžky. Na drôty sa lisovaním, alebo máčaním nanáša obalová látka, ktorá sa skladá z (ionizačných, plynotvorných a troskotvorných) zložiek, ktoré sú rozdrvené na predpísanú zrnitosť. Tie sú spojene spojivami (vodným sklom, škrobom a gelom) do hustej hmoty. Na elektródach sa kontroluje excentricita naneseného obalu, následne sa elektródy sušia, označujú a balia.
Obal elektródy má tieto funkcie:
- Elektrickú - do obalu sa dodávajú ionizačné látky ktoré zlepšujú zapálenie elektrického oblúka a stabilizujú jeho horenie. Do obalu sa pridávajú prvky zvyšujúce ionizáciu elektrónov : K, Na, Ca, Al a oxidy titánu. Na stabilitu elektrického oblúka negatívne vplýva fluór, ktorý pohlcuje voľné elektróny.
- Fyzikálnu - zabezpečuje ochranu roztaveného kovu pred prístupom O2 a H z okolitej atmosféry, spomaľuje ochladzovanie zvarového kovu, uľahčuje zváranie v polohách. Upracuje povrchové napätia zvarového kovu pokrytého troskou, čím prispieva k lepšiemu formovaniu zvarového kovu.
- Metalurgickú – chráni roztavený kov pred účinkami okolitej atmosféry plynov vytvorením ochranného prostredia CO2, čiastočne CO. Táto ochrana vzniká pri tepelnej disociácii uhličitanov (CaCO3, MgCO3, BaCO3) podľa rovnice CaCO3 = CaO + CO2, alebo tepelnou disociáciou organických látok, napr. celulózy. Zabezpečuje dezoxidáciu zvarového kovu prvkami (Mn, Si, Ti, Al, Zr) s vyššou afinitou ku kyslíku ako má Fe. Umožňuje rafináciu zvarového kovu, znížením obsahu S a P pomocou Ca prípadne Mn. Zlúčeniny CaS a MnS majú vhodnejšiu morfológiu vo zvarovom kove ako FeS. Poslednou najdôležitejšou metalurgickou úlohou obalu je dolegovanie zvarového kovu prvkami (C, Mn, Si, Cr, Mo, Ni, V, Al atď.) Pomocou týchto legujúcich prvkov je možné upraviť chemické zloženie zvarového kovu, ktoré bude zodpovedajúce chemickému zloženiu zváraných materiálov.
- Od trosky sa požaduje jej ľahká odstrániteľnosť z povrchu zvarových húseníc (predovšetkým v koreni zvarových spojov), menšia merná hmotnosť voči zvarovému kovu, nižšia teplota tavenia a dobá viskozita pri pokrývaní zvarovej húsenice.
Druhy obalených elektród pre ROZ definuje STN EN ISO 2560
A = kyslý obal
C = celulózový obal
R = rutilový obal
RR = hrubý rutilový obal
RC = rutilovocelulózový obal
RA = rutilovokyslý obal
RB = rutilovobázický obal
B = bázický obal
Elektródy s kyslým obalom (A) – obal obsahuje SiO2, oxidy železa a feromangan. Pri zváraní elektróda dáva riedko tečúci kov, čo je nevhodné pri zváraní v polohách. Zvarový kov má z dôvodu vysokého obsahu O2 a oxidov najhoršie plastické vlastnosti a húževnatosť v porovnaní s bázickým a rutilovým zvarovým kovom. Zvára sa vyššou prúdovou hustotou ako pri elektródach s obalmi B a R, čo spôsobuje hlboký prievar a vyššia rýchlosť zvárania. Vhodné pre zváranie jednosmerným (elektróda na - pól) aj striedavým prúdom.
Elektródy s organickým obalom (celulózovým) (C) – obal obsahuje celulózu, dextrín, škrob, rašeliny a iné organické látky. Pri zváraní vzniká väčšie množstvo ochranného plynu s malým množstvom trosky. Sú to elektródy určené pre zváranie plynovodov, umožňujú vysokú rýchlosť zvárania v polohe PG. Elektródy obsahujú relatívne vysoké množstvo H2 v obale a sú náchylné na vlhnutie. Zvarový kov má horšie plastické vlastnosti než bázické elektródy. Prednosťou elektród je vysoká rýchlosť zvárania.
Elektródy s rutilovým obalom (R) – obal obsahuje rutil (TiO2). Elektródy sú vhodné pre zváranie vo všetkých polohách. Vyžadujú si krátky zvárací oblúk a správne nastavené parametre zvárania. Rutil zlepšuje podmienky ionizácie pri zapaľovaní oblúka, čo sa využíva najmä pri stehovaní. Dobrá ionizácia umožňuje zvárať striedavým prúdom. Pre zváranie jednosmerným sa elektróda pripája na + pól.
Elektródy s bázickým obalom (B) – obal obsahuje zásadité látky (uhličitan vápenatý, fluorid vápenatý – kazivec, ferozliatiny a pod). V praxi najpoužívanejší typ elektródy. Zvarový kov je husto tekutý, čo umožňuje zváranie vo všetkých polohách. Zvarový kov má vysokú húževnatosť. Vhodné pre zváranie jednosmerným prúdom (elektróda na + pól). Elektródy sú citlivé na vlhkosť v obale, ktorá môže pri nedostatočnom presušení obalu spôsobovať pórovitosť zvaru.
Elektródy s prechodovými typmi obalov (RR, RC, RA, RB) – umožňujú získať kompromisné vlastnosti jednotlivých základných typov obalov. Poskytujú možnosti zvyšovania pevnostných vlastností so zvyšovaním operatívnych vlastností a pod.
Všetky obalené elektródy sú citlivé na atmosférickú vlhkosť, preto ich treba pred zváraním výrobcom predpísanú dobu sušiť v sušičke.
Normalizované rozmery elektród:
Priemery jadier obalených elektród: f 2,0; 2,5; 3,15; 4; 5; 6,3; 8 mm
Dĺžky elektród: 200; 250; 300; 350; 450 mm
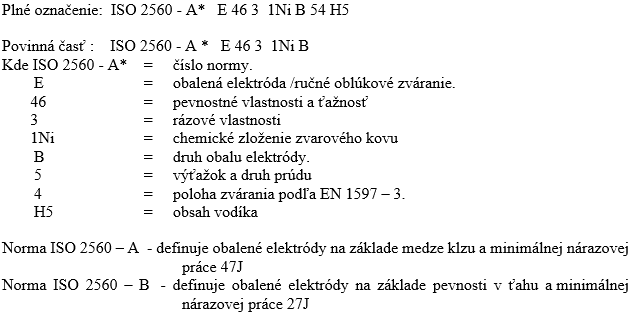
Označovanie elektród pre ROZ
Príprava zvarových plôch
Zvarové plochy sú na predpísané tvary pripravované trieskovým obrábaním /sústružením, frézovaním, hobľovaním, brúsením a pod./, alebo rezaním kyslíkovo-acetylénovým plameňom. Základný materiál pred zváraním, pokiaľ nebol zbavený všetkých mastnôt po trieskovom obrábaní, alebo nečistôt, je potrebné dôkladne odmastiť a otryskať v miestach budúceho zvaru. Zvarové plochy sa tryskajú korundom. Mastnoty a nečistoty vo zvarovom kove negatívne ovplyvnia kvalitatívne (pevnostné) vlastnosti zvaru.
Prípravu zvarových plôch predpisuje STN EN ISO 9692-1“ Zváranie a príbuzné procesy. Odporúčania na prípravu spojov. Časť 1: Ručné oblúkové zváranie, zváranie v ochrannej atmosfére, zváranie plynom, zváranie TIG a zváranie ocelí lúčom“.
Pre hrúbky plechov do 3 mm sa používajú jednostranné zvary bez úkosov. Ak je možné zvárať z oboch strán dá sa zvárať bez úkosov do hrúbok 6mm. Pri použití hlbokozávarových elektród je možné tieto parametre zdvojnásobiť. Pri voľbe úkosov V, X, U, rozhoduje hrúbka materiálu, dostupnosť a veľkosť zvaru.












{kind=link}