A number of research tasks solved for practice, in which we use advanced machines and equipment available to the department.
CNC machining
Department has several software packages for programming and control of CNC machines such as Siemens Sinumerik, Heidenhain, Mach3, SolidCAM, Siemens NX and many more.
3D printing
3D printing or Rapid Prototyping is one of the most revolutionary technologies in recent years, which is predicted to have a significant position in the industry. This technology has been in our department for several years and we have been pioneers of this technology throughout the faculty.
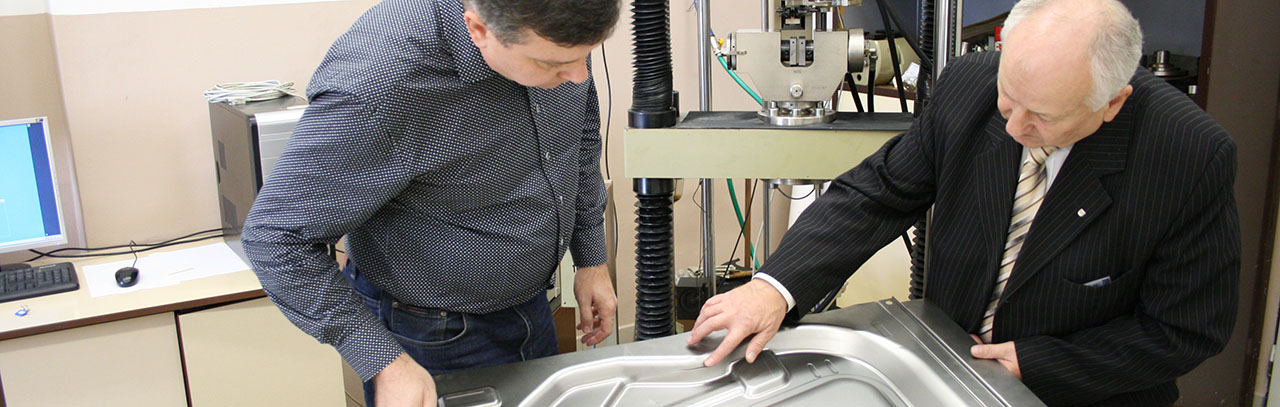
Forming
The most modern equipment for the research of forming is largely used in teaching process, where students get acquainted not only with theoretical knowledge but also with their practical application.
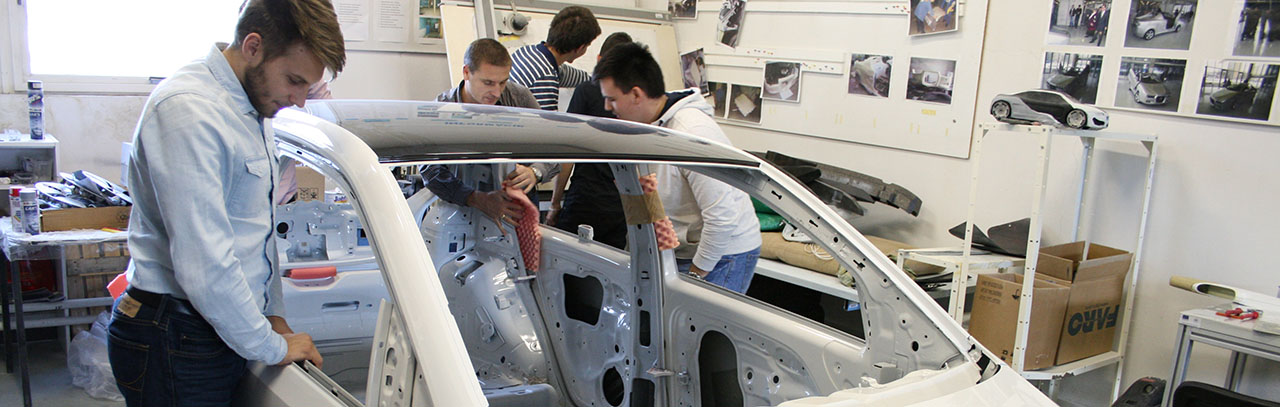
Practical teaching
We are not just "tough theorists", but we offer you to participate together in solving projects within research teams working in various technological fields.
CERTIFICATION
Solidworks:
Certification exams for students.
CAX SIMULATION
We use several CAx systems in teaching, researching and solving problems for practice.
Department of Technology, Materials and Computer-Aided Technologies is part of the Institute of Technological and Materials Engineering, Faculty of Mechanical Engineering, Technical University in Košice. At present, the teaching area at our department is focused on available conventional and progressive technologies for the production of components in mechanical engineering as well as on the use of CAx technologies in designing and optimizing production processes. The content of the subjects is the theory and technology of machining, sheet metal forming a bulk forming, plastics processing, welding and surface treatment.
The content of subjects includes design of technological processes, production technology, design and construction of the tools, experimental methods in engineering technology, progressive methods of product production, design and construction of the molds for plastic moldings, simulation of melt flow into the mold cavity, mechanization and production automation. Within the application of individual methods and designs in various technological processes, we use CAD/CAM/CAE systems, simulation programs such as PAM-STAMP, SolidCAM, Moldex 3D and others. Within our workplace, we develop or participate in research in the field of forming, welding, machining, plastics processing, surface treatment, thin layers and many others in order to support the industrial environment and ensure its sustainable economic development. We always try to be accommodating and open to possible opportunities for new cooperation. In case of any information, please contact us.
Come to us to studyprogressive study programs.
Technologies, management and innovations in mechanical engineering
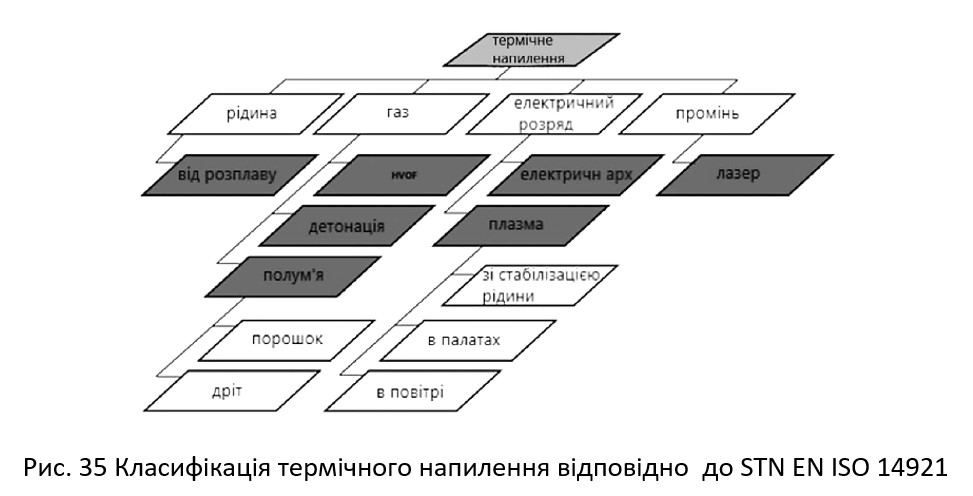
Одним із шляхів покращення функціональних властивостей деталей машинобудування є збільшення терміну їх експлуатації та працездатності шляхом створення функціонально- захисних покриттів зі значно кращими властивостями у порівнянні з основним матеріалом з використанням більш дешевих і доступних матеріалів. Покриття та способи їх утворення дуже різноманітні, існує декілька класифікацій шляхів утворення покриттів, а також класифікацій самих покриттів.Саме поняття термічного напилення включає в себе процеси, при яких нанесені матеріали нагріваються в напилювальному обладнанні або поза ним до пластичного або рідкого стану, а потім напилюються на попередньо оброблену поверхню, при цьому остання залишається нерозплавленою. На відповідним чином попередньо обробленій хімічно активній поверхі напилюється покриття на основний матеріал. Джерелом теплової енергії, необхідної для плавлення додаткового матеріалу, може бути або процес горіння, або електрична енергія. Найбільш розповсюджена класифікація розподілу термічного напилення за енергоносієм, що використовується для напилення приведена на рис. 35. Цей розділ також класифікується стандартом STN EN ISO 14921.
Крім поділу термічного напилення за видом використовуваної енергії, цей процес можна розділити на наступні групи:
- відповідно до етапів розвитку:
- традиційні процеси – за допомогою полум'я і дуги;
- прогресивні процеси – плазмові, детонаційні, надзвукові.
- за швидкістю потоку частинок і газів:
- при звукових процесах – за допомогою полум'я і дуги;
- процеси, близькі до швидкості звуку – плазмові;
- надзвукові процеси – JET KOTE, DIAMOND JET, CDS, TOP GUN.
- за операціями - ручні, механізовані, автоматизовані;
- за формою додаткового матеріалу - порошкові, напилення за допомогою розплавленої ванни, електродним дротом.
Принцип утворення тліючих покриттів
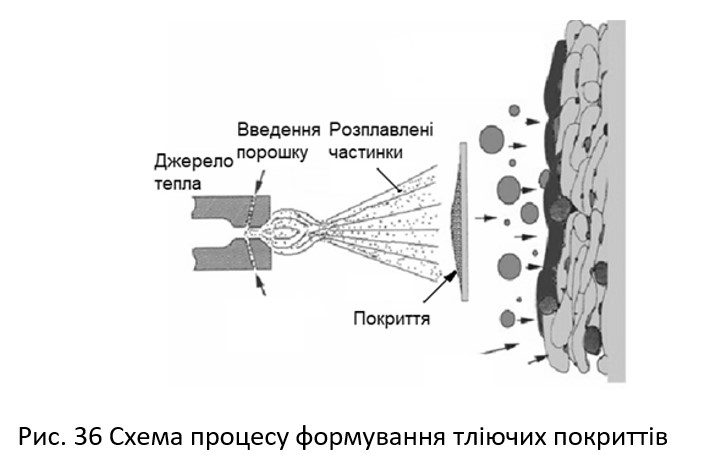
Напилення нагріванням — це процес нанесення частинок для створення покриттів товщиною понад 50 мкм, де нанесений матеріал у вигляді порошку або дроту подається в пристрій, де він розплавляється, а розплавлені частинки прискорюються до поверхні основного матеріалу, рис. 36. Після удару по поверхні основого матеріалу частинки розбризкуються і швидко кристалізуються. Це створює покриття з характерною пластинчастою структурою та специфічними властивостями.
При ударі розплавлених частинок, що наносяться на основний матеріал, їх кінетична енергія перетворюється на тепло і на енергію деформування. Коли частинки контактують з підкладкою, їх тепло передається локальній частині поверхні підкладки, частинки швидко охолоджуються і затвердівають. Частинки, які в польоті під дією поверхневого натягу набувають сферичної форми, при ударі об поверхню підкладки сильно деформуються і застигають у вигляді пластинок товщиною від 5 до 15 мкм. Основною складовою одиницею є деформована частинка у формі диска, рис. 37.
Кінетична енергія при ударі частинок викликає їх деформацію і створення значних тисків - динамічних та імпульсних. Під час розпилення імпульсний тиск очищає поверхню у місці удару, приводячи частинки матеріалу у фізичний контакт. Для оптимального з'єднання частинки з підкладкою визначальним є динамічний тиск, який діє протягом усього часу деформування та кристалізації частинок і перевищує тривалість імпульсного тиску у два-три рази. У реальних умовах швидкість розпилення частинок досягає значень від 100 до 300 м.с-1, а динамічний тиск може досягати значень від 49 до 98 МПа, протягом дії від 10-5 до 10-7 с.
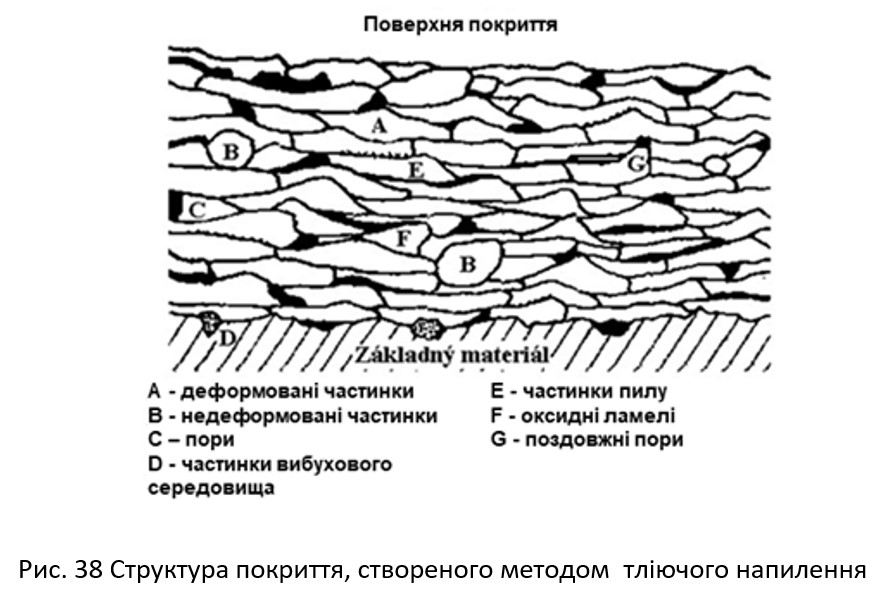
Розміщення ламелей одна на одну створює покриття з характерною пластинчастою структурою, утвореною окремими деформованими частинками (вкрапленнями), з нерозплавленими або частково оплавленими частинками, порами та частинками оксиду. Отримана структура покриття показана на рис. 38. Приклад пластинчастого розташування частинок на поверхні зламу композитного покриття наведено на рис. 39.
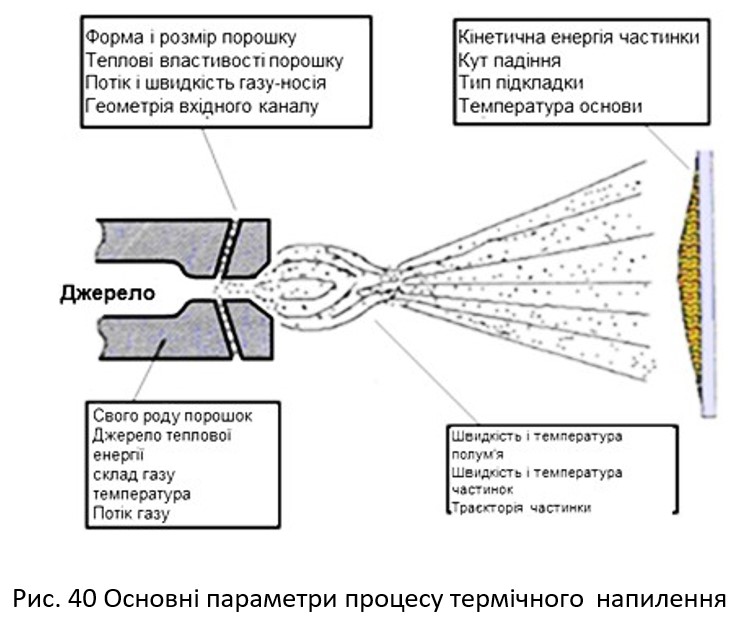
Ступінь деформації і тим самим форма ламелей залежить від в'язкості і змочуваності частинок рідини, їх температури, швидкості польоту і охолодження, характеру поверхні підкладки і т.д. Параметри процесу, які мають найбільший вплив на якість покриття, наведені на рис. 40.
Властивості покриттів, що наносяться термічним напиленням
Міцність і твердість a tvrdosť
Міцність покриття залежить від параметрів розпилення і товщини покриття. Зі збільшенням товщини в покритті накопичуються напруження і міцність зменшується. Твердість покриттів можна збільшити в широкому діапазоні за допомогою параметрів розпилення, типу і розміру частинок матеріалу, що розпилюється. Наприклад, твердість покриттів WC становить 700-1350 HV, для покриттів Al2O3 - 1000 HV, для менш щільних покриттів - близько 700 HV.
Адгезія покриттів
Під адгезією ми розуміємо суму поверхневих сил, якими частинки різних речовин притягуються одна до одної. З точки зору технології термічного напилення, термін адгезія також використовується для позначення сили, необхідної для відриву поверхневої одиниці шару від основної підкладки. Це одна з найважливіших властивостей покриттів.
Основні фактори, що впливають на зчеплення покриття з основою:
- товщина шару;
- температура частинок, основа і час взаємодії;
- швидкість частинок;
- параметри процесу розпилення;
- попередня обробка поверхні основи.
На додаток до цих основних факторів, робочі параметри, такі як відстань факела від основного субстрату, тип і кількість порошку, напруга живлення та струм впливають на адгезію напилених покриттів. Застосувавши відповідний проміжний шар, ми можемо значно підвищити адгезію керамічних покриттів. Проміжні шари характеризуються хорошою адгезією до основи, а їх поверхня забезпечує хороші умови для зчеплення покриття.
Адгезія між основою і покриттям, та між частинками в покритті, тобто адгезія і когезія, виникають в результаті дії багатьох сил:
- механічного закріплення частинок рідини в основному матеріалі;
- застосування слабких сил фізичної взаємодії типу Ван-дер-Ваальса;
- утворення мікрозварних швів, що призводить до утворення твердих хімічних зв’язків.
Матеріали для створення покриттів методом термонапилення
Для створення термонапилених покриттів використовують додаткові матеріали у вигляді дроту, порошку, стрижня. Дріт в основному використовується для створення металевих покриттів за технологією дугового або газового напилення. Особливим видом є так звані порошкові дроти, утворені плавкою оболонкою, наповненою твердими частинками карбідів, боридів тощо. Створення покриттів найчастіше здійснюється з використанням порошкових присадочних матеріалів. Додаткові матеріали за хімічним складом поділяють на:
- метал - найпростіші матеріали з додаванням металу базуються на чистому металі, переважно Al і Zn для антикорозійних цілей або Mo, оскільки він має дуже хороші властивості ковзання;,
- кераміка - їх чудовою властивістю є стійкість до зношування та теплоізоляційні властивості;,
- екзотермічні - ця група додаткових матеріалів не дуже численна. Це додаткові матеріали, наприклад на основі Ni-Al. Під час термічного напилення відбувається екзотермічна реакція, яка супроводжується виділенням тепла, що створює новий хімічний зв'язок шару NiAl. Випускаються у вигляді дроту і порошку. Їх часто використовують як проміжні шари;
- спеціальн - так звана металокераміка, наприклад 30 % NiAl + 70 % ZrO2,
- пластмаси - при застосуванні порошкоподібної пластмаси пальник повинен мати відповідну конструкцію через низьку температуру плавлення цих матеріалів;
- композиційні покриття на основі кераміки - метал і кераміка - пластик. Додавання металу, або пластичної складової покращує адгезію та експлуатаційні властивості покриттів.
Термічне напилення за допомогою полум’я
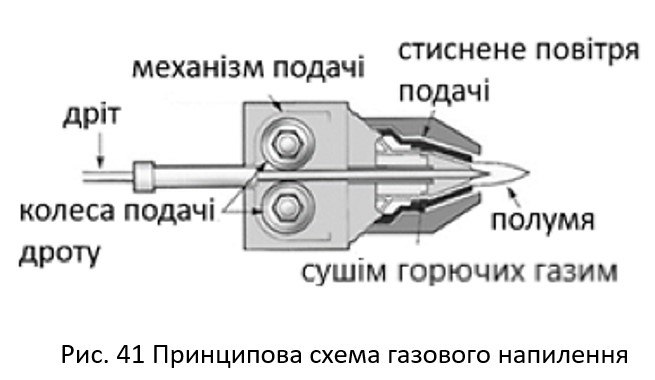
При розпилюванні полум'ям, джерелом тепла є полум'я, яке створюється спалюванням суміші кисень - горючий газ. Як легкозаймистий газ найчастіше використовують ацетилен через високу температуру полум'я (до 3150°С). На практиці використовують нейтральне полум'я у співвідношенні C2H2 : O2 = 1,1 : 1 а для повного згоряння ацетилену в реакції бере участь кисень атмосфери.
Розпилений матеріал подається у вигляді порошку або стрижня в газове полум'я, звідки він розплавляється за допомогою стиснутого повітря і прискорюється до підкладки. Через температуру, яку досягає полум'я безпосередньо за пальником, неможливо наносити всі види додаткових матеріалів, особливо важкоплавких, за допомогою цього методу газового напилення. Принципова схема газового напилення наведена на рис. 41.
Термічне напилення електричною дугою
Електрична дуга — окремий електричний розряд у газі, що виникає між анодом і катодом. Дуга складається з катодної та анодної плями і стовпа дуги. Катодна пляма має температуру від 3200 до 3600 К, а анодна пляма — від 3600 до 4000 К. Стовп дуги досягає температури близько 6000 К, рис. 42.
Напилення плазмою
Плазма, яку називають четвертим станом матерії, зустрічається на землі лише у виняткових випадках. Це особливий стан газів, у якому вони стають провідними завдяки іонізації своїх атомів. Для створення плазми необхідно нагріти речовину до високої температури або створити в ній електричний заряд. З підвищенням температури збільшується швидкість руху молекул, відбувається дисоціація молекул і подальша іонізація газу.
Завдяки використанню плазмового газу стиснута електрична дуга може досягати таких температур:
- воднева плазма до 8000°K,
- азотна плазма 7000°K,
- аргонова плазма 15000°K,
- гелієва плазма 20000°K.
Для пальників з газостабілізацією вплив параметрів набагато складніший. Окрім струму, напруги і швидкості плазмового пучка, тут також важливу роль відіграє кількість плазми, що подається, фокусуючого і захисного газу, форми і конструкції сопел і діаметру вольфрамового електрода.
З функціональної точки зору до пальника подається три види газів. Плазмовий газ (6), Дивіться. рис. 43, служить для створення пучка плазми (використовується Ar, He, Ar+H2), фокусуючий газ (4) – для фокусування пучка (Ar, Ar+H2, Ar+N2) і захисний газ (2), що захищає розплавлений розпилений матеріал від впливу навколишньої атмосфери (Ar, Ar + H2, Ar + N2, CO2).
Детонаційне розпилення
Детонаційне розпилення, рис. 44, використовує теплову і кінетичну енергію процесу згоряння газів у замкнутій камері згоряння, в яку матеріал подається у вигляді порошку. У порівнянні з газовим напиленням, воно досягає вищих температур і швидкості удару.
Під час вприскування паливні гази стискаються в камері згоряння, куди матеріал подається у вигляді порошку. Суміш газів і порошку постійно запалюються свічкою запалювання. Вибух газів нагріває та водночас прискорює частинки порошку через сопло пальника до покритої частини. Азот використовується для очищення патронника та ствола рушниці після кожного підриву. Цей процес циклічно повторюється з частотою понад 100 циклів на хвилину.
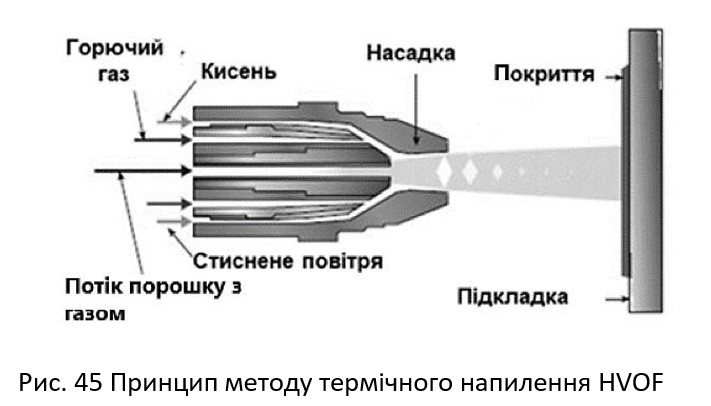
Цей метод термічного напилення ефективно використовує високу кінетичну енергію та обмежену теплову енергію для отримання компактного покриття з низькою пористістю та високою міцністю. Деякі з цих шарів мають адгезію понад 83 МПа. Вони мають дуже дрібнозернисту поверхню з дуже низьким вмістом оксиду, і ці шари показують лише дуже низькі залишкові внутрішні напруження. По суті, метод є різновидом газового розпилення (Low Velocity Oxygen Fuel - LVOF) з використанням добавки у вигляді порошку, в якому для спрямування потоку газу використовується спеціально модифікований пальник. Загалом, система HVOF (High Velocity Oxygen Fuel) характеризується нижчою тепловою енергією, але підвищеною кінетичною енергією через надзвукову швидкість димових газів і, отже, високу швидкість осадження розпилених частинок, рис. 45.
Температура полум'я (5500 К) зумовлює цю технологію напилення металів і їх сплавів з високий температурою плавлення. Типовими матеріалами для інжекції HVOF є металокераміка, найчастіше на основі карбідів вольфраму, хрому та титану. Типовими застосуваннями є покриття, стійкі до зношування та корозії у різних середовищах, рис. 46.
Лазерне термічне напилення
Процес лазерного напилення, рис. 47, характеризується вприскуванням порошку в лазерний промінь за допомогою відповідної порошкової насадки. Випромінювання лазерного променя розплавляє порошок. Розпилені частинки переносяться на основний матеріал під дією газу- носія та сили тяжіння. Наплавлений шар може бути захищений газовим шаром.
Поверхня є однією з найбільш навантажених частин компонентів, і до неї пред'являються високі вимоги. У більшості випадків це навантаження на поверхню внаслідок стирання, абразивного або адгезійного зношування, корозії, втоми тощо. Тому, найбільш загальні вимоги до властивостей інструментів і деталей включають твердість, стійкість до стирання, стійкість до корозії, хороші властивості ковзання тощо. Бажаних властивостей можна досягнути декількома способами: класичними методами обробки поверхні або використанням тонких, міцних зносостійких шарів, які досягають максимальної товщини в кілька мкм.
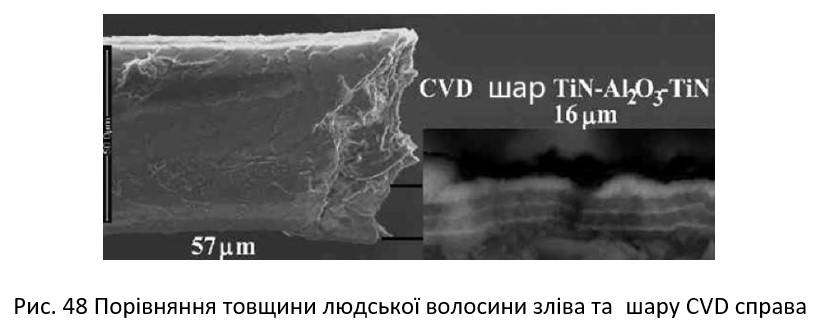
Тонке покриття — це шар матеріалу однакового чи іншого складу, нанесений за допомогою спеціальних технологій (PVD, CVD) на функціональну поверхню деталі з метою покращення функціональних або зовнішніх властивостей деталі. Тонкі покриття можна охарактеризувати як «двовимірну» речовину, оскільки третій вимір — товщина — настільки малий (від 1 мкм до 1 нм), що відношення поверхні до об’єму досить велике (до 106). На рис. 48 показано порівняння товщини людської волосини та шару CVD.
Властивості тонких плівок і сипучого матеріалу різні, хоча їх кристалографічна структура однакова. Тонкі шари характеризуються пористістю, яка впливає на процеси адсорбції, дифузії та хімічних реакцій на поверхні. Структурний розлад викликає великі відмінності у механічних, електричних і магнітних властивостях. На утворення, ріст і властивості тонких шарів впливає багато факторів, найважливішими з яких є тиск і швидкість конденсації, температура продукту (підкладки), склад залишкової атмосфери, кут нанесення та якість поверхні підкладки. Розташування шарової структури впливає на ступінь вакууму. При високих швидкостях осадження утворюється дрібнозерниста структура, при великих кутах осадження великі зерна ростуть у напрямку падаючого потоку і формується переважно орієнтована структура. На фактуру конструкції також може впливати температура основи. При високій температурі поверхні основного матеріалу, поверхня передає кінетичну енергію падаючим частинкам, що змушує частинки мігрувати в місця з меншою потенційною енергією.
Можна створювати шари зі структурою:
- полікристалічною з різними розмірами та орієнтацією кристалів від хаотичного розташування до монокристалічної орієнтації;
- монокристалічною (епітаксіальний шар) – умовою утворення є необхідна орієнтація центрів кристалізації вже при їх утворенні. На це впливає підкладка, застосований матеріал, температура та швидкість конденсації.
- аморфною – внаслідок швидкого охолодження конденсованого матеріалу.
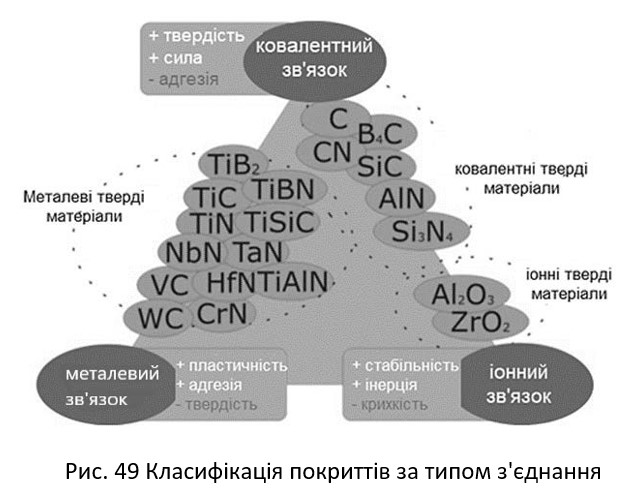
Розподіл покриттів за типом з'єднання показано на рис. 49.
Чистота покриттів – в першу чергу залежить від наявності домішок у матеріалі покриття, у другу чергу від впливу залишкових газів і джерела нагрівання, головним чином опору. Для промислових цілей чистота покриття менш важлива, ніж для фізичних цілей, наприклад, для виробництва різних світлофільтрів в оптиці. Найвигідніше з точки зору чистоти покриттів, якщо нанесений матеріал випарюють за допомогою електронної гармати.
Щільність покриття – в основному залежить від енергії, з якою атоми або молекули збуджених речовин вдаряються об покриту поверхню. У той час як енергія випарених частинок становить 0,1-1 кеВ, розпилені та покриті частинки мають енергію на кілька порядків більшу. Щільність напиленого покриття близька до щільності матеріалу катода, з якого напилено покриття, а у сформованому покритті зберігається стехіометричне співвідношення компонентів по відношенню до катода. Іонне покриття також забезпечує додаткове зміцнення покриття шляхом відпалу в плазмовому розряді.
Адгезія покриттів – натяг молекулярних зв'язків між поверхневими атомами основного матеріалу та покриттям, що впливає на адгезію покриття. Якщо поверхня основного матеріалу не буде належним чином очищена хімічними засобами, залишкові неадсорбовані шари можуть взаємодіяти з новоутвореним покриттям. Ця взаємодія зменшується, наприклад, нагріванням у вакуумі. Цей метод, в основному, використовується при випаровуванні.
Під час напилення та іонного нанесення шляхом бомбардування поверхні прискореними іонами видаляються не тільки адсорбовані молекули газу, але й адсорбовані забруднення з кількох моношарів поверхні основного матеріалу. Таке очищення забезпечує відмінну адгезію покриття.
Однорідність покриттів – однорідність і рівномірність нанесених покриттів, в основному, залежить від конструкції, геометричного розташування і розмірів використовуваного обладнання для нанесення покриттів. Для всіх згаданих методів, а особливо, для напилення, діє умова, що кут падіння атомів і молекул, які утворюють покриття, становить 90°. При випаровуванні на пошкоджених поверхнях ця умова може бути виконана шляхом збільшення відстані від джерела випаровування, але це відбувається за рахунок зниження швидкості нанесення покриття. Завдяки іонному покриттю рівномірність нанесених покриттів є достатньою навіть на пошкоджених поверхнях завдяки робочому плазмовому розряду.
Одним з найпростіших рішень, що забезпечують рівномірність і однорідність покриттів, є обертання тримача покритих деталей.
Для особливо фрагментованих поверхонь тримач повинен забезпечувати переміщення з декількома ступенями вільності або багаторазове затискання з необхідністю переривання процесу при позиціонуванні деталей, що, однак, збільшує час нанесення покриття.
Процеси фізичного осадження з парової фази - PVD покриття
PVD — це процес осадження, під час якого матеріал випаровується з твердого або рідкого джерела у формі атомів або молекул і далі транспортується у вакуумі або плазмі на підкладку, де він конденсується та утворює тонкий шар (покриття, плівку). Його можна реалізувати за такими технологіями:
- пароутворенням;
- розпиленням;
- іонним покриттям.
Принцип пароутворення – пари металів є нейтральними атомами металу. Їх рух у вакуумі підпорядковується закону випромінювання (частинки металу рухаються прямолінійно в усіх напрямках). Якщо у робочому просторі не було достатнього розрідження, частинка металу може зіткнутися з частинкою газу, що зменшить її кінетичну енергію EK, змінить її траєкторію, що негативно позначиться на властивостях покриття. Тому, високий вакуум важливий також з тих причин, що молекули газу не захоплюються поверхнею покриття. Це призведе до матового покриття з поганою адгезією до поверхні. Нарощування тонких шарів на підкладці може бути реалізовано трьома основними механізмами, рис. 50. .
Випаровування
коли матеріал нагрівається до високої температури у вакуумі, кінетична енергія частинок у поверхневому шарі збільшується до такої міри, що вивільняються атоми або молекули. Ці частинки утворюють хмару, яка створює рівноважний тиск пари в обмеженому просторі. Якщо в цьому просторі знаходиться виріб (деталь, підкладка) з нижчою температурою, випарений матеріал конденсується на його поверхні, рис. 51. Температура випаровування - це температура, при якій тиск пари випаровуваного матеріалу становить 1,33 Па. Якщо тиск у розрідженому просторі менше 1,33·10-3 Па на відстані до 0,5 м, звільнені атоми рухаються прямолінійно, якщо не стикаються один з одним. Норма витрати залежить від форми та розміру випарника, орієнтації продукту та конденсації. На якість і структуру шарів впливає швидкість нанесення, тиск залишкових газів над поверхнею продукту і його температура.
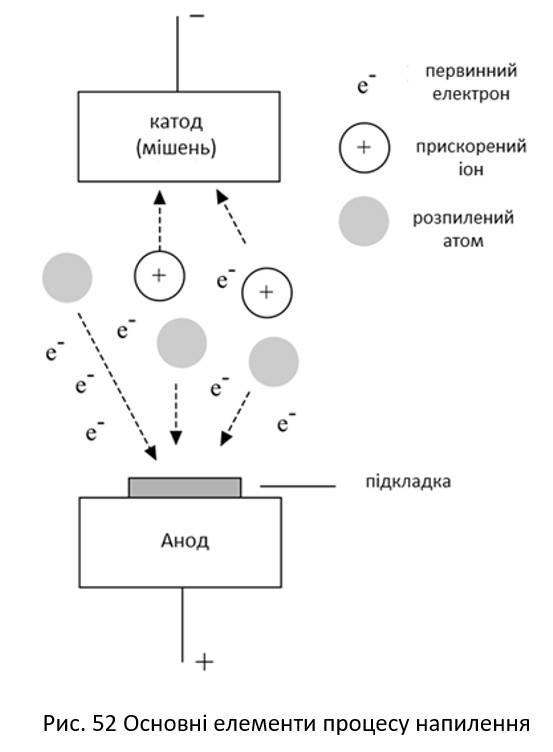
Розпиленнятліючий розряд, що горить навколо джерела катоду, при якому іонізовані частинки робочого газу викидають атоми з його поверхні (розпилюють негативний катод). Вони проходять через вакуум (переміщуються), конденсуються на основному матеріалі, розміщеному перед катодом, і утворюють тонкий шар. Однорідність порошкоподібного шару забезпечується обертанням підкладки під час осадження. Технологічні параметри можуть істотно вплинути на кінцеві властивості покриття. Їх вибір залежить від режиму і типу системи розпилення (діод, магнетрон, нерівноважна магнетронна система, іонні пучки). Елементи процесу напилення показані на рис. 52.
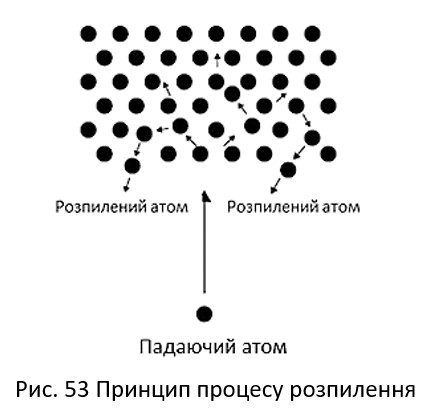
При попаданні іонів робочого газу (або суміші газів) на поверхню катоду їх кінетична енергія передається атомам катоду, що викликає викид атомів з катоду - розпилення - і ерозію її поверхні, Рис. 53. Під час розпилення відбувається кілька фізичних (або хімічних) процесів, які залежать від типу та властивостей бомбардуючих іонів і цільових атомів. Розпилення є результатом зіткнення лавини атомів, яка поширюється від поверхні мішені внаслідок удару іонів.
Методи напилення:
- діодовий;
- тріодовий;
- високочастотний;
- магнетронний;
- реакційно-іонний.
Принципова схема процесу напилення наведена на рис. 54.
Іоннепокриття
Це поєднання методів випаровування та напилення. Це спосіб формування тонких шарів (порядку 1 ÷ 20 мкм), що наносяться у вакуумі зі швидкістю 0,1 мкм.хв-1, при цьому шари можуть бути утворені одним хімічним елементом або важкоплавкими сполуками (шляхом хімічної реакції пароподібного металу у вакуумі в присутності реакційноздатних газів), таких як нітриди, оксиди, карбіди та інші сполуки. Його можна описати як випаровування в тліючому розряді або як примусове випаровування, але слід пам'ятати, що це складний механізм. Частини з покриттям виконують функцію катода, розташованого в плазмі, яка підтримується прямим або змінним високочастотним полем. Позитивно заряджені іони прискорюються в плазмі діючим електричним полем у напрямку до катода, бомбардують і безперервно очищають поверхню катода перед нанесенням покриття. Матеріал з покриттям одночасно випаровується, його випарені атоми або молекули іонізуються та прискорюються до катода, проходячи через плазму, де вони взаємодіють і створюють когерентне міцне покриття з чудовою адгезією.Схема процесу наведена на рис. 55.
Хімічнеосадженнязпаровоїфази-CVDпокриття
Технологія CVD є одним із найстаріших методів створення тонких шарів і базується на принципі хімічного синтезу покриттів із газової фази при температурі близько 1000°C, що призводить до утворення покриття. CVD зазвичай використовує суміш хімічно реактивних газів (наприклад, TiCl3, CH4, AlCl3, BCl3 тощо), нагріту до відносно високої температури 900-1100°C для осадження.
Технологія CVD дозволяє створювати шари різного складу в залежності від параметрів осадження та комбінації робочих газів. Таким чином, ми можемо створювати покриття, що складаються з Si, B, C, боридів, карбідів, нітридів, оксидів, сульфідів і силіцидів (наприклад, шари TiNx, TiC, TiB2, TiO2, TiSi2 тощо).
Обладнання CVD складається з реактора, в який поміщаються компоненти, призначені для нанесення покриття. Камера містить нагрівальні елементи, які нагрівають компоненти до необхідної температури, щоб могли відбуватися відповідні хімічні реакції (піроліз, відновлення, окислення, утворення сполук з використанням аміаку NH3 або H2O). Попередники (вихідні речовини, з яких хімічні реакції утворюють кінцевий продукт) і реакційні гази (наприклад, CH4, C2H2, NH3 та ін.) надходять у реактор із резервуарів. Щоб забезпечити надходження прекурсорів у реактор, на виході з реактора необхідно відкачувати середовище вакуумним насосом. Для цієї мети часто використовується газ-носій, наприклад Аr. На виході з реактора розміщений сепаратор для утилізації продуктів реакції, які часто є отруйними та корозійно агресивними.
Технології CVD мають такі переваги:
- приготування покриттів високої чистоти та щільності;,
- приготування покриттів з високою швидкістю нанесення;
- висока відтворюваність;
- висока адгезія;,
- рівномірна товщина покриттів навіть при складних формах колодок без необхідності обертання;,
- можливість якісного регулювання швидкості нанесення покриттів;,
- можливість використання великої кількості прекурсорів (галогеніди, гідриди, металоорганічні сполуки).
Недоліки методів CVD:
- необхідність нагрівання колодок до 800- 1200°С;,
- більшість прекурсорів і продуктів хімічних реакцій є отруйними, легкозаймистими, вибуховими та корозійно агресивними.
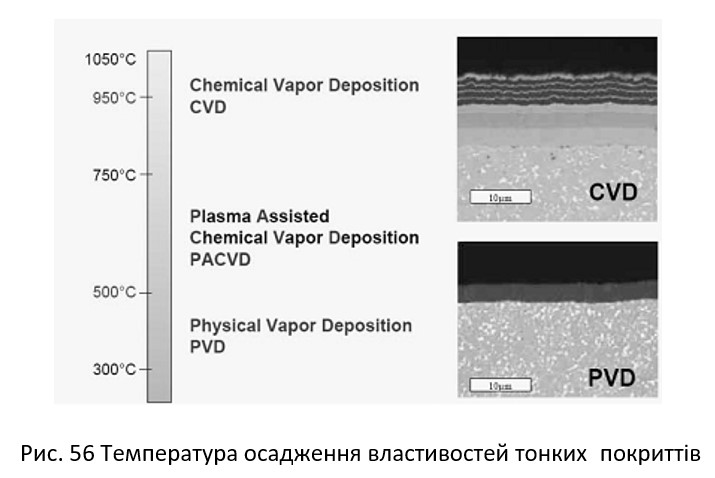
Основним недоліком методів нанесення покриттів CVD є необхідність попереднього нагріву підкладки до високої температури, що обмежує нанесення покриттів лише на деякі види матеріалів. Цей недолік усувається методом PE CVD (Plasma Enhanced CVD), який фактично є CVD у тліючому розряді. У цьому методі хімічні реакції стимулюються не високою температурою підкладки, а плазмою при зниженому тиску. Таким чином, реакції можуть відбуватися при значно нижчій температурі субстратів. Це досягається шляхом застосування електричної напруги при тиску від 0,1 до 1000 Па, яка створює плазму в тліючому розряді в середовищі вакуумної камери, що містить прекурсори та часто газ-носій. Плазма складається з електронів, іонів і випущених атомів та молекул. Зіткнення з електронами призводить до дисоціації та іонізації парів прекурсорів і газів- носіїв, що стимулює гетерогенні хімічні реакції на поверхні та біля поверхні прокладок. Незважаючи на те, що температура електронів досягає близько 10 000 К, їх теплоємність невелика, і немає небезпеки перегріву контактних площадок. Таким чином, можна створювати покриття від кімнатної температури. Температури осадження PVD і CVD покриттів показані на рис. 56.
Це покриття на основі силікатних зерен, які застосовуються для захисту металевих матеріалів. Зазвичай їх наносять у вигляді водних суспензій склоподібних фаз (мокре емалювання) або у вигляді порошку. При подальшому випалюванні утворюється суцільне склоподібне покриття, яке міцно з'єднується з основою за допомогою клейового прошарку.
Основою структури емалі є скло - аморфна тверда речовина, яка зазвичай утворюється при застиганні розплаву без кристалізації. На відміну від кристалічних речовин (наприклад, кераміки), структура скла не має впорядкованого розташування на великих відстанях. Скло утворюється шляхом охолодження вихідної речовини з рідкого стану з такою швидкістю, що впорядкована структурна решітка не утворюється. .
Скло може бути утворене з різних неорганічних і органічних речовин:
- елементів: S, Se, Te, P
- оксидів: B2O3, SiO2, GeO2, P2O5, As2O3 a ďalšie
- боридів, силікатів: Na2B4O7, Na2Si2O5 a iné
- інші сполуки: BeF2, AlF3, ZnCl2 a iné.
Види емалевих покриттів
Основним інгредієнтом для приготування емалевого покриття є емалевий фрит (брекчія). Це склоподібний неорганічний матеріал, який утворюється шляхом плавлення суміші емалевої сировини та її швидкого охолодження. Охолодження відбувається шляхом виливання розплаву у воду або між циліндрами з водяним охолодженням. Хімічний склад фриту впливає на більшість властивостей емалевого покриття. За кількістю шарів емалі поділяються на:
основні,,
покривні,,
одношарові.
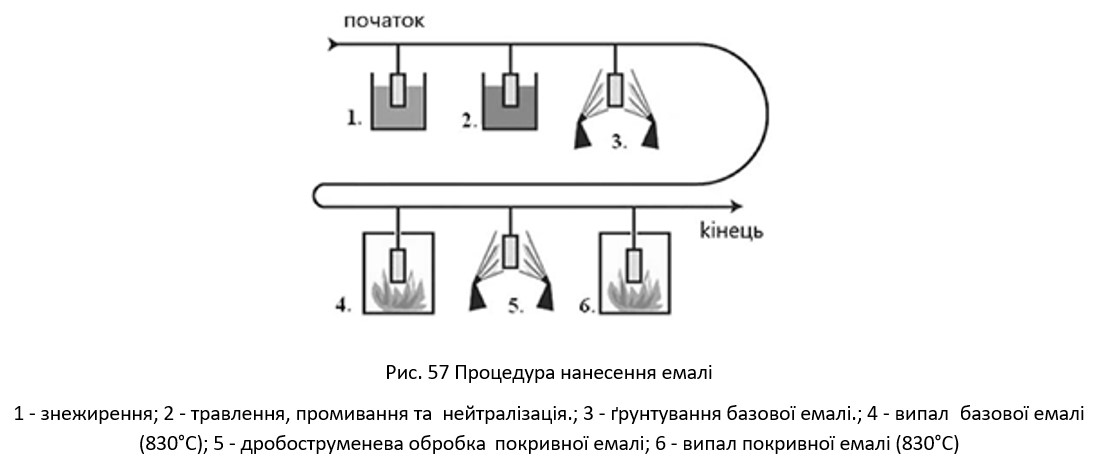
Роль базових емалей полягає в утворенні адгезійного прошарку між металом і верхнім емалевим покриттям. Базова емаль не може використовуватися як функціональне покриття. Після нанесення і випалу базової емалі наноситься і знову випалюється покривна емаль, рис. 57.
Покривна емаль - це функціональне покриття, яке забезпечує необхідні властивості покриття. За зовнішніми властивостями покривні емалі можуть бути:
мутними, білими або кольоровими;
напівпрозорими;
прозорими..
Одношарові емалі - це особливий тип базових або покривних емалей, в складі яких фритти модифіковані таким чином, що при нанесенні безпосередньо на сталевий лист забезпечується достатня адгезія до металу і бажані функціональні властивості відповідають вимогам до покриття.
Поділ емалей за способом нанесення:
Емалі, що наносяться мокрим способом, тобто шляхом занурення виробу у фритту, яка після нанесення сушиться, а потім обпалюється;
Емалі у вигляді порошкової фрити, що наносяться в електричному полі високої напруги, а потім обпалюються без сушіння;
Емалі для електрофоретичного осадження, де шар емалі наноситься методом гальванопластики з водного розчину.
Процес нанесення емалі
- Підготовка поверхні - знежирення, травлення.
Нанесення емалі:
змочування –використовується для невеликих за розміром виробів, переважно для нанесення базової емалі. Рівномірність нанесення емалі на основу залежить від реологічних властивостей брекчії;.
наливання – використовується найчастіше для нанесення покривних емалей, переважно для виробів, що мають складну форму;.
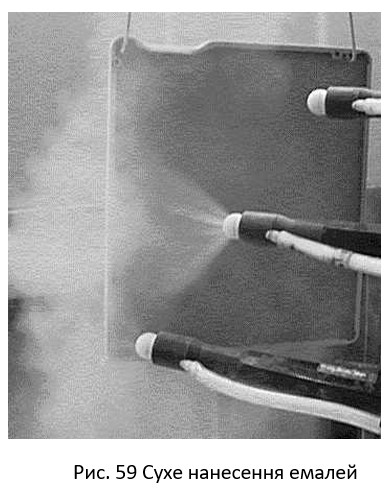
розпилення – широко розповсюджений метод нанесення емалей переважно на габаритні та складні за формою вироби. Цей метод може бути добре механізований, автоматизований і роботизований. Основним недоліком є великі відходи емалі при дробоструменевому розпиленні;
електрофоретичне осадження – занурення виробів, при якому електрично заряджені частинки емалі у водному середовищі рухаються до виробу, що покривається, з протилежним зарядом. Працює без втрат емалі та забезпечує високу якість покриття;
нанесення покриття в електричному полі високої напруги – використовується електричне поле, в якому частинки емалі набувають електричного заряду і рухаються до виробу з протилежним зарядом. Цей метод масово використовується як для сухого, так і для мокрого емалювання.
після мокрого емалювання виконують сушіння емалі Перед випалюванням шар емалі необхідно висушити, щоб запобігти масовому випаровуванню рідкої складової емалі та утворенню пухирів під час випалювання. Сушать емаль при температурі 80-100°C в камерах або сушильних шафах безперервної дії;
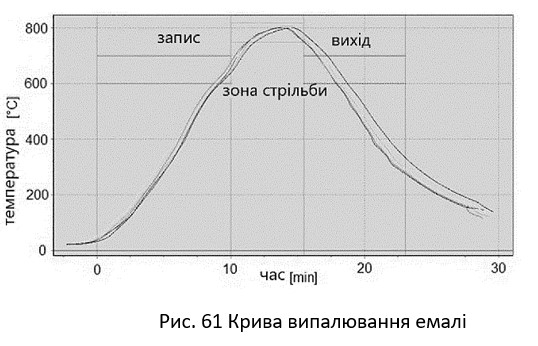
випал емалі. Сухий шар емалі випалюється при температурі 800-900°C, коли утворюється склоподібний шар з хорошою адгезією до металу.
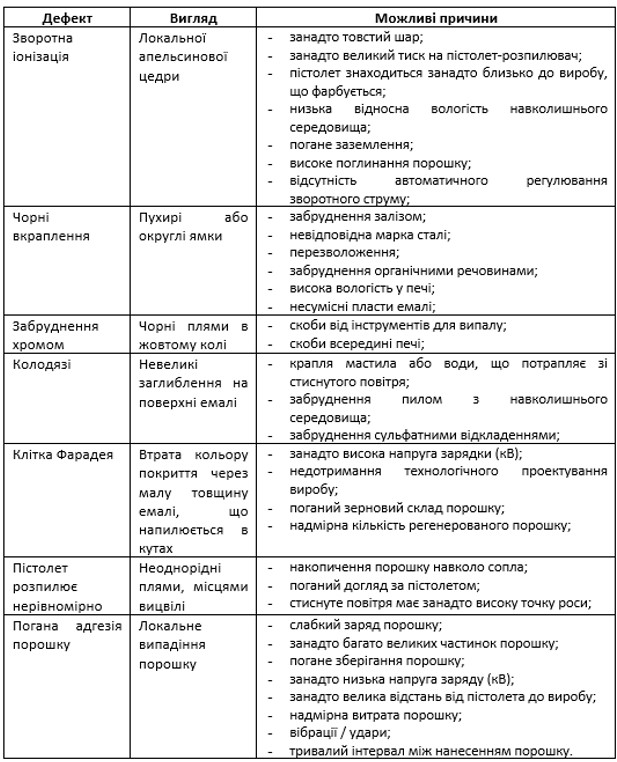
Приклад мокрого відпалу емалі, сухого відпалу емалі, процес випалу емалі в печі та крива випалу емалі показані на рис. 58-60.
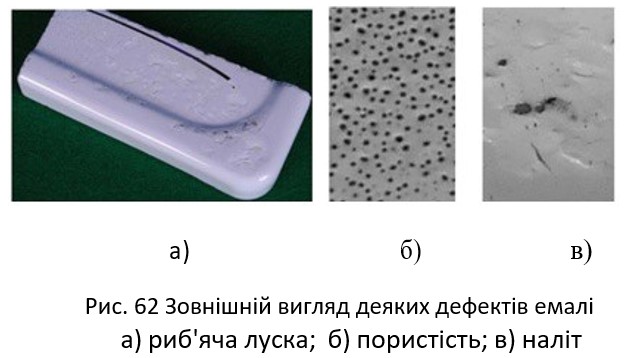
Дефекти емалевих покриттів
Типові дефекти емалевих покриттів наведені в таблиці 3.
Табл.3Типовідефектиемалевихпокриттів
Властивості емалевих покриттів
Антикорозійні властивості - висока хімічна стійкість є однією з основних переваг емалей. Емалеві покриття дуже добре протистоять атмосферній корозії. Емалеві покриття, які містять певну частку кристалічної фази в склоподібній фазі, мають значно вищу корозійну стійкість.
Термічні властивості емалей - теплопровідність емалей при температурі 313 К становить 0,093- 0,114 Вт.м-1.К-1 і залежить від кількості пор у покритті. Важливою властивістю емалі є її термічне розширення.Термічне розширення емалі повинно бути меншим, ніж у металу, який покривають, для усунення розтягуючих напружень в емалевому покритті. Звичайні емалі можуть витримувати температуру 400-500°C протягом тривалого часу. Вогнетривкі емалі, які витримують температуру 900-1100°C, призначені для спеціального застосування в енергетиці, авіаційній та космічній промисловості.
Механічні властивості емалей
зв'язки між атомами в емалях мають спрямований характер (іонний, ковалентний). Співвідношення кристалічної та склоподібної фаз сильно впливає на механічні властивості емалі. Пористість покриття також має великий вплив. Межа міцності на розтяг емалей становить 70-90 МПа і значно нижча за межу міцності при стисканні, яка становить 700-1300 МПа. Твердість емалей відповідає мінералам за шкалою Мооса 5-7 балів. Твердість емалі визначає її значну стійкість до абразивного зношування. Емалі характеризуються низькою в'язкістю руйнування. Стійкість до механічних ударів визначається, як кінетична енергія, при якій емаль залишається неушкодженою.
Матеріали підкладки для емалювання та вимоги до їх властивостей
Найбільш поширеними матеріалами для емалювання є: сталеві листи, сірий чавун, кольорові метали (алюміній, мідь).
Сталевілисти
Звичайна сталь для емалювання належить до низьковуглецевих сталей з низьким вмістом вуглецю. Особлива увага приділяється вуглецю, оскільки при випалюванні емалі на межі розділу фаз метал-емаль відбуваються реакції з утворенням газоподібних продуктів (H2, CO, CO2, CH4), які спричиняють дефекти покриття. Вуглець також знижує температуру алотропного перетворення заліза, викликаючи об'ємні зміни і деформацію виробів. Тому вміст вуглецю в сталі, призначеній для емалювання, не повинен перевищувати 0,1 %, Mn - 0,35 %, Si - 0,1-0,2 %, P - 0,3-0,4 %, S - 0,03-0,04 %, Al - 0,008-0,01 %, Cu - 0,01 %. Нікель дуже сприятливо впливає на емальованість сталей. У феритній структурі низьковуглецевої сталі цементит у формі глобул повинен бути рівномірно розподілений в основній матриці.
Сірийчавун
Для емалювання використовується тільки сірий чавун з перлітною матрицею, яка при випалюванні емалі змінюється на феритну структуру з рівномірно розподіленим пластинчастим графітом. Сірий чавун повинен бути без пор, тріщин та інших домішок. Після дробоструменевої обробки він повинен мати помірно шорстку поверхню.
On 04.03.2025, an event called Katedrovica was held for our students from the PPSV Ing. 1st and 2nd year study programme. We would like to take this opportunity to thank you for the awesome atmosphere and great fun.
From 02 to 05.11.2024 the KSIT 2024 conference was held in Tály, Slovakia. It brought together experts from metallurgy, metallurgy and industry from Slovakia, the Czech Republic, Poland and Romania. The event was also a celebration of the thirtieth anniversary of the scientific journal Acta Metallurgica Slovaca.
Ing. Samuel Vilkovský took part in a one-month Erasmus+ Traineeship at the Faculty of Mechanical Engineering, University of Ljubljana, Slovenia, which broadened his knowledge with additional academic opportunities. Within the framework of the above-mentioned stay at this faculty, he also focused on future scientific cooperation with this university in the field of forming under the guidance of prof. Pepelnjak. He extended his previous knowledge in the field of simulation of forming processes by the possibilities of using Neural Network and Random Forest methods, which contributed to a new insight into new modern research techniques and methodologies. His further experience from his stay at the University of Ljubljana Mr. Ing. Vilkovský can be read by clicking on the link below.
On 21.05.2024 company Sumitomo DEMAG representatives visited the Institute of Technological and Materials Engineering at the Faculty of Mechanical Engineering of TUKE. This company presented cutting-edge solutions in the field of plastic injection moulding technology, including a real demonstration on an injection moulding machine. The presentation was intended for employees of the Institute of Technological and Materials Engineering, as well as for students and representatives of various companies from KE and the surrounding area. With her expertise in the field of plastic injection moulding, she pointed out the latest trends, tools as well as functions and control panels showing the entire injection moulding process. One of the many features was an introduction to the so-called activeMeltControl function, which adapts the injection moulding process to changes in material (including regranulate), automatic pressure adjustment, or correction of moulding weight fluctuations.
On 14.02.2024 Volvo Cars visited the Institute of Technological and Materials Engineering at the Faculty of Mechanical Engineering, TUKE. They were interested in study programs oriented on the issue of automotive production, scientific and research activities and possibilities of further cooperation. There was a discussion about the possibility of applying our graduates within the company. A number of study programmes of our faculty offer a wide range of graduates who can find employment in the newly created company in Valaliky Industrial park. In the coming period, representatives of Volvo Cars will visit the laboratories and workplaces of the Faculty of Mechanical Engineering.
On 27.06.2023 an excursion was held for the students of the PPSV Ing. studies in the company RF Elements in their development and production centre at the city of Humenne.
As part of the CEEPUS scholarship program, KTMaPPV students completed a study stay at Politechnika Svietokrzyska in KIelce, Poland. As part of their two-week stay, they had the opportunity to take interesting lectures, visit the laser technology center, several laboratories, but also get to know the city and its surroundings in free time. As part of the summer school, they also visited the 25th year of the exhibition PLASTPOL
The students of the 2nd year of engineering studies of the PPSV study program completed a study stay at the University Politechnika Świętokrzyska in Kielce, Poland, within the CEEPUS scholarship program. During the two-week stay, they had the opportunity to attend interesting lectures, visit the laser technology center, but also get to know the city and its surroundings in their free time.
An international scientific conference will take place in Herľany from 15 to 17 September 2019. All interested parties from Slovakia and abroad are invited. More information can be found at:
On March 20, 2019, an event entitled ,,Open Day" was held in the University Library of the Technical University in Košice, which was attended by the general scientific and lay public as well as students and teachers of secondary schools. As part of the Open Day event, employees of the technologies and materials informed about the possibilities of studying the Bachelors study program Technology, Management nad Innovation of Mechanical Engineering as well as about the knowledge that students can acquire and then apply in practice after studying other study programs at KSTaM.
On February 25-26, 2019, a management meeting and workshop was held at KSTaM within the international project NEWEX entitled „Research and development of a new generation of machines for processing composite and nanocomposite materials“, where the design and production of a new innovative extruder is concerned. The implementation of this project supports real cooperation between industry and education, which is of key importance for the European research development strategy.
STEEL Park
Kreatívna fabrika At our department under the leadership of prof. Ing. Emila Spišáka, CSc. and Ing. Juraja Hudáka, CSc. as well as the other educators, employees and students and the guarantor of the project U.S. Steel Košice was gradually prepared and realized one of the exhibits - the production of a toy car from sheet steel.
On March 19, 2015, a competition of FME TU students in CNC machine programming took place. It was prepared by the Department of Computer Aided Technologies and the Department of Mechanical Engineering Technologies and Materials under the auspices of the Dean of the Faculty of Mechanical Engineering Dr.h.c. mult. prof. Ing. Františka TREBUŇU, CSc.
Conference
On 7 and 9 October 2015, the international scientific conference Pro-tech-ma 2015 and Surface Engineering 2015 took place, organized by the Department of Mechanical Engineering Technologies and Materials in cooperation with the universities of the Rzeszow University of Technology and Polish University of Technology. The conference took place at the Hotel Hubert in Gerlachov in the High Tatras.
EUR-ACE European Accreditation of Engineering Programmes
With EUR-ACE accreditation, the university receives the EUR-ACE label, which allows it to be among the leading European universities and colleges that have already received this label. It gives students the assurance that by completing a EUR-ACE accredited degree, they will meet the most exacting criteria set for graduates in European business practice. The EUR-ACE label guarantees that the holder meets demanding criteria, not only in terms of organisation but also in terms of the content and outcomes of the study programme.
Calendar
No event in the calendar
June 2025
Mon
Tue
Wed
Thu
Fri
Sat
Sun
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
Welding school
"Ideas alone have little worth. The value of innovation lies in its practical implementation"
Werner von Siemens (in letter to his brother Carl, 1865)
Mäsiarska 74 040 01 Košice - Old town Slovak Republic
Contact
Department of Technology, Materials and Computer-Aided Technologies Institute of Technology and Materials Engineering Faculty of Mechanical Engineering Technical University of Košice
Head of the department and director of the institute: prof. Ing. Emil Spišák, CSc. phone: 055/602 3502 e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
Secretariat: Ing.Eva Krupárová phone: 055/602 3502 e-mail: This email address is being protected from spambots. You need JavaScript enabled to view it.
































{kind=link}