







Zváranie netaviacou sa elektródou v ochranných atmosférach plynov
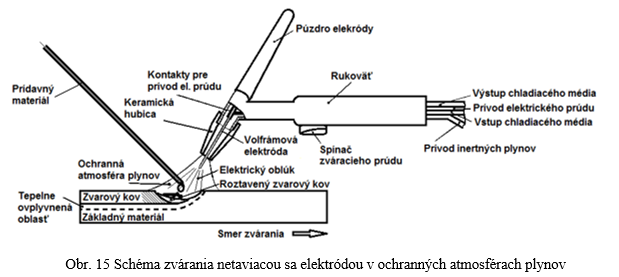
Zváranie netaviacou sa elektródou v ochranných atmosférach plynov, alebo tiež technológia označovaná skratkami (TIG - Tungsten Inert Gas), resp. (GTAW - Gas Tungsten Arc Welding) a na výkresoch podľa STN EN ISO 4063 ako metóda 141 je tavnou technológiou zvárania. Elektrický oblúk pri zváraní horí medzi volfrámovou (uhlíkovou) elektródou a zváraným materiálom, v ochranných atmosférach inertných plynov (obr. 15). Inertné plyny chránia roztavený zvarový kov pred vplyvom okolitej atmosféry.
Zvárací - elektrický oblúk má dve časti. Vnútornú oblasť, ktorú tvorí plazma, v ktorej prebieha ionizácia plynu a vonkajšiu oblasť tzv. rekonbinačnú v ktorej nastáva neutralizácia kladných iónov.
Základnými parametrami zvárania sú: zvárací prúd, rýchlosť zvárania a dĺžka oblúka. Na kvalitu zvarových spojov vplýva použitá polarita zvárania, priemer a geometria hrotu netaviacej sa elektródy, vyloženie elektródy z dýzy, použitý ochranný plyn a jeho čistota a tiež zručnosť zvárača ak sa nejedná o automatizovaný spôsob zvárania.
Technológia zvárania netaviacou sa elektródou umožňuje zvárať jednosmerným, alebo striedavým prúdom.
Pri použití jednosmerného prúdu ak je elektróda katódou, zapojená na (-) pól, je zvárací oblúk tvorený prúdom elektrónov, ktoré vychádzajú z katódy smerom k zváranému materiálu a prúdu ionizovaných častíc plynu (+), smerujúcich na katódu. Jedná sa o zváranie priamou polaritou. Pri tomto zapojení 1/3 tepla je na elektróde 2/3 tepla na zváranom materiály, preto vzniká hlboký prievar, ktorý je vhodný pri zváraní vysokolegovaných ocelí /austenitických/, medi, niklu a ich zliatin. Použitý inertný plyn má iba ochrannú funkciu. V prípade ak je elektróda anódou, zapojená ja (+) pól, elektróny smerujú na elektródu a kladne nabité ióny smerujú na zváraný materiál. Jedná sa o zváranie nepriamou polaritou. Nevýhodou tohto zapojenia je že 2/3 tepla smerujú k elektróde a 1/3 na zváraný materiál, čo spôsobuje nestabilitu elektrického oblúka. Prievar materiálu je pitky a široký Použitý inertný plyn má ochrannú funkciu aj čistiaci účinok kladne nabitých iónov. Tento spôsob zapojenia nie je vhodný pre zváranie.
Zváranie striedavým prúdom sa používa pri zváraní hliníka a jeho zliatin. Využíva sa tzv. čistiaci účinok ochranných plynov. Zmena polarity zváracej elektródy pri napájaní striedavým prúdom spôsobuje vplyvom pohybu kladne nabitých iónov čistenie povrchu od ťažko taviteľných oxidov (napr. Al2O3). Zvárací oblúk sa stabilizuje riadiacou iskrou, alebo vysokofrekvenčným generátorom.
V súčasnosti je v praxi perspektívnym zváranie jednosmerným pulzujúcim zváracím prúdom. Vplyvom zváracích pulzov pri priamej polarite počas impulzného prúdu dochádza k natavovaniu materiálu a počas pôsobenia základného prúdu ku kryštalizácii zvaru. Tento operatívny spôsob zvárania umožňuje výrobu kvalitných zvarov na tenkých oceľových plechoch a fóliách a neželezných kovoch a ich zliatinách.
Elektrický oblúk sa pri TIG zváraní zapaľuje skratom, dotykom volfrámovej elektródy o povrch medenej príložky pri zváracích prúdoch do 10 A a následne oddialením elektródy o niekoľko mm. Zavárací oblúk je následné prenesený z príložky do miesta zvárania. Skrat na základnom materiály sa neodporúča z dôvodu ovplyvnenia zvarového kúpeľa volfrámom z netaviacej sa elektródy. Častejšie používaným spôsobom zapaľovania zváracieho oblúka je tzv. bezkontaktné, bezskratové, (vysokofrekvenčné) zapaľovanie oblúka pomocou ionizátora s napätím až 1000 V. Na horenie elektrického oblúka vplývajú ionizačné vlastnosti použitých ochranných plynov.
Veľkosť zváracieho prúdu sa volí na základe druhu, hrúbok a tepelnej vodivosti zváraných materiálov, polohy zvárania a zváracej rýchlosti.
Zváraciu rýchlosť pri ručnom zváraní reguluje zvárač. Pri automatizovaných spôsoboch zvárania sa používajú zváracie rýchlosti v závislosti od zváraných hrúbok materiálov v rozsahu 200 až 400mm.min-1. Pri priamej polarite je možné použiť vyššie rýchlosti zvárania ako pri zváraní na striedavým prúdom a jednosmerným pulzujúcim prúdom z dôvodu vyššej stability zváracieho oblúka. Rýchlosť zvárania tiež závisí od polohy zvárania.
Dĺžka zváracieho oblúka môže byť v rozsahu 3 a 12 mm. So zväčšovaním výšky zváracieho oblúka sa rozširuje tepelne ovplyvnená zóna zvaru a klesá účinnosť ochrannej atmosféry plynov. Krátky zvárací oblúk (3 - 6 mm) sa používa pri zváraní materiálov s nízkou tepelnou vodivosťou ako napr. vysokolegovaných ocelí, Ni, Ti a ich zliatin. Oblúk (6 - 10 mm), je vhodný pre materiály s vysokou tepelnou vodivosťou ako napr. Cu, Al a ich zliatiny. Oblúk viac ako 10mm sa používa na naváranie Cu a jej zliatin na ocele.
Ochranný plyn musí zabezpečovať účinnú ochranu zvarového kúpeľa pred negatívnym vplyvom okolitej atmosféry. Účinnosť ochrany zvaru závisí od druhu a čistoty inertného plynu, prietokového množstva a výtokovej rýchlosti z keramickej dýzy horáka. Súčasne vytvárajú priaznivé podmienky na zapálenie oblúka a jeho stabilitu počas celého zváracieho procesu. Vplývajú na tepelný výkon oblúka TIG, na formu, rozmery, celistvosť a úžitkové vlastnosti zvarových spojov.
Podľa STN EN ISO 14175 sa ochranné plyny používané pri zváraní TIG delia do troch základných skupín:
- inertné plyny (argón, hélium, zmesi argón + hélium), ktoré sú pri zváraní používané ako primárna plynová ochrana. Sem patria plyny:
Najpoužívanejším inertným plynom je Argón, ktorý nevytvára chemické zlúčeniny so žiadnym prvkom a je tepelne vodivý. Umožňuje dobré zapaľovanie zváracieho oblúka. Má vysokú stabilitu a oblúkový stĺpec dosahuje vysokú teplotu.
- Hélium ma podstatne väčšiu tepelnú vodivosť ako argón. Tepelný výkon oblúka horiaceho v héliu ja však veľmi vysoký, a používa sa pri zváraní tepelne vysokovodivých materiálov väčších hrúbok.
Pri zváraní TIG sa najčastejšie zo zmesných plynov používajú zmesi Ar - He 70/30 (70 %Ar, 30 %He), Ar - He 50/50 a Ar - He 30/70 (30 %Ar, 70 %He). So stúpajúcim obsahom hélia v zmesiach Ar + He sa zvyšuje napätie na oblúku a tepelný výkon oblúka TIG, čo sa pozitívne prejavuje na forme a rozmeroch zvaru.
- redukčné plyny zabezpečujú doplnkovú ochranu okolitých miest v blízkosti zvaru, ktoré boli zohriate na vyššiu teplotu a ktoré primárna plynová ochrana nemôže obsiahnuť. Používajú sa zmesi argónu a vodíka prípadne dusíka s vodíkom.
- nereagujúce plyny sa používajú najmä ako sekundárna ochrana u materiálov náchylných na oxidáciu a naplynenie pri zvýšených teplotách, napr. pri zváraní titánu, niklu a ich zliatin. Najčastejšie sa uplatňuje pri ochrane zohriateho materiálu na strane koreňa, ochrane zvaru počas jeho chladnutia a pod. Pre tento účel je najpoužívanejším plynom dusík.
Zváracie zariadenie pre zváranie netaviacou sa elektródou jednosmerným prúdom pozostáva zo zváracieho zdroja, ktorým je usmerňovač, tlakovej nádoby s inertným plynom, redukčných ventilov, riadiacej jednotky pre reguláciu ochranných plynov a chladiaceho cyklu, zapaľovacej jednotky s vysokofrekvenčným ionizátorom, chladiacej jednotky, zváracích vodičov s uzemňovacou svorkou a horákom.
Zariadenie pre zváranie striedavým prúdom pozostáva so zváracieho zdroja, ktorým je transformátor, tlakovej nádoby s inertným plynom, redukčných ventilov, riadiacej jednotky, stabilizátora oblúka pri zmenách polarity, batérie kondenzátorov pre zvýšenie čistiaceho efektu, zapaľovacej jednotky s vysokofrekvenčným ionizátorom, chladiacej jednotky, zváracích vodičov s uzemňovacou svorkou a horákom.
Zvárací horák slúži na prívod zváracieho prúdu do netaviacej sa elektródy a tiež privádza ochranné plyny do miesta zvaru. Ich rozmery sú závisle od použitého zváracieho prúdu a chladiaceho média. Najdôležitejšími časťami zváracieho horáka sú zváracia hubica (dýza), netaviaca sa elektróda a spínač zváracieho prúdu.
Hubica (dýza) horáka slúži pre laminárny, nie turbulentný prívod ochranných plynov do miesta zvárania. Hubice sú počas zvárania tepelne namáhané, preto sú vyrábané z keramiky. Sú vymeniteľné a ich tvar a geometria je volená v závislosti na zváraných hrúbkach materiálov, priemere netaviacej sa elektródy a parametroch zvárania. Vnútorný priemer dýz je v rozsahu 8 až 25 mm.
Netaviace sa elektródy sú vyrobené z ťažkotaviteľných materiálov. Pre TIG zváranie sa používajú štyri typy elektród:
- volfrámové neodtavujúce sa elektródy /vhodné pre zváranie jednosmerným aj striedavým prúdom/.
- volfrámovo - tóriové elektródy majú dlhšiu životnosť a môžu sa viac prúdovo zaťažiť, ako elektródy z čistého volfrámu.
- volfrámovo - zirkónové elektródy majú dlhšiu životnosť a môžu sa viac prúdovo zaťažiť. Sú pomerne drahé.
- uhlíkové neodtavujúce sa elektródy, vhodné sú pre zváranie medi v atmosfére dusíka. Nevýhodou je ich slabá možnosť zaťaženia elektrickým prúdom.
Vzhľadom k vysokému tepelnému namáhaniu zváracích elektród je potrebné ich ochladzovanie dofukom ochranného plynu aj po zhasnutí elektrického oblúka. V závislosti od typu spoja sa používa vyloženie elektródy z dýzy v rozsahu 1,5 až 3 násobok priemeru elektródy. Koniec netaviacej sa elektródy je z dôvodu udržania stabilného zváracieho oblúka upravený do kužeľa s vrcholovým uhlom 30 až 120º.
Zvárací horák je potrebné z dôvodu udržiavania stabilného zváracieho oblúka chladiť vzduchom resp. vodou.
Prídavné materiály pre zváranie
Prídavné materiály pre TIG zváranie sú vo forme:
- zváracích tyčiek, ktoré sa používajú pri ručnom zváraní. Priemer zváracích tyčiek je f 1 až 8 mm, ich dĺžka je 600 až 1000 mm. Pre naváranie sa používajú aj rúrkové tyčky.
- zváracích drôtov používaných pri mechanizovanom zváraní. Zváracie drôty majú priemer f 0,8 až 2,4 mm pre zváranie a pre naváranie max. f 5 mm.
Prídavné materiály pri TIG zváraní plnia viacero funkcii. Ich úlohou je doplniť objem zvarového kúpeľa a vytvoriť zvar požadovaného tvaru a prierezu, legovať zvarový kov prísadami, prípadne kompenzovať straty spôsobené vypaľovaním prvkov vo zváracom oblúku a vylepšiť tým jeho celistvosť a úžitkové vlastnosti (napr. odolnosť voči vzniku trhlín a dutín), dezoxidovať zvarový kúpeľ, zlepšiť formovanie zvaru a pod. Tvar a rozmery zvarových plôch v závislosti od zváraných hrúbok predpisuje STN EN ISO 9692-1. Pri ručnom TIG zváraní sa tak ako pri zváraní plameňom používa ľavosmerné a pravosmerné zváranie. Zváranie netaviacou sa elektródou sa používa pri zváraní tenkých oceľových plechov, plechov z Al a jeho zliatin, kde sa pri zváraní uplatňuje čistiaci účinok striedavého prúdu. Zvárať je možné s použitím, ale aj bez použitia prídavných materiálov, čo je vhodné pri opravách a renováciách strojových súčiastok.











{kind=link}